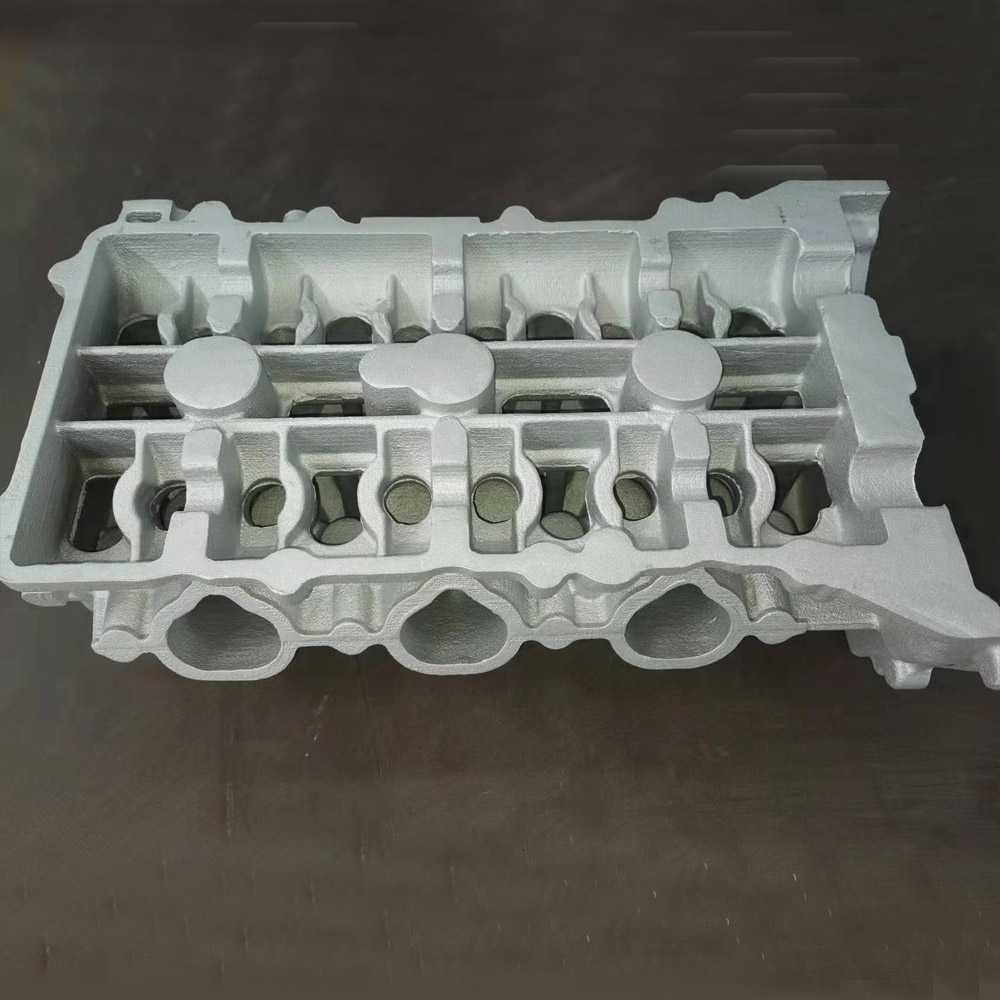
答案很直接:3D打印砂型鑄造正在把這顆絆腳石踢開。不同于只能做展示樣的光敏樹脂打印,基于3DPTEK-J1800等工業級設備的樹脂砂型工藝,能直接用量產牌號(如ZL101A)澆鑄出缸蓋,經T6熱處理后即刻上臺架,機械性能與最終量產件別無二致。開發驗證周期從傳統的3-4個月硬生生壓縮到60天甚至更短。
核心要點速覽
- 痛點根源:金屬模具的制造與修改周期綁架了整個缸蓋開發計劃。
- 突破路徑:3D打印砂型直接獲得功能性鑄件,而非僅用于視覺評估的原型。
- 實戰數據:某頭部主機廠利用3DPTEK-J1800打印樹脂砂模,60天內交付30件ZL101A+T6缸蓋并成功完成臺架試驗。
- 價值躍遷:從“先開模再試錯”轉為“先試錯再開模”,將設計風險前置并大幅削減。
為什么汽車缸蓋開發還在被“開模”卡脖子?
缸蓋作為發動機上最復雜的鑄件之一,其內部迷宮般的水套、油道和高低壓區域,對模具的分型、抽芯和冷卻控制提出了極高要求。一套傳統鋼模從設計、數控加工到裝配調試,動輒需要12-16周,費用輕松突破百萬人民幣。而一旦在臺架試驗中發現熱點、開裂或性能偏差,模具的修改又是一輪成本與時間的雙重折磨。正是這種“模具依賴癥”,讓缸蓋開發長期被困在漫長的驗證循環里。
多數競品方案試圖用3D打印緩解痛苦,卻走偏了方向——他們聚焦于打印塑料或蠟模原型,制作非功能性樣件,只能用于裝配驗證或外觀展示。這類樣件無法承受燃氣爆發壓力,更不能用于熱循環試驗,對真正的性能開發幾乎毫無價值。缸蓋開發者需要的不是另一個“眼見的假件”,而是能直接點火運行的功能性鑄件。
“功能性鑄造”:3D打印與模具的平行戰場
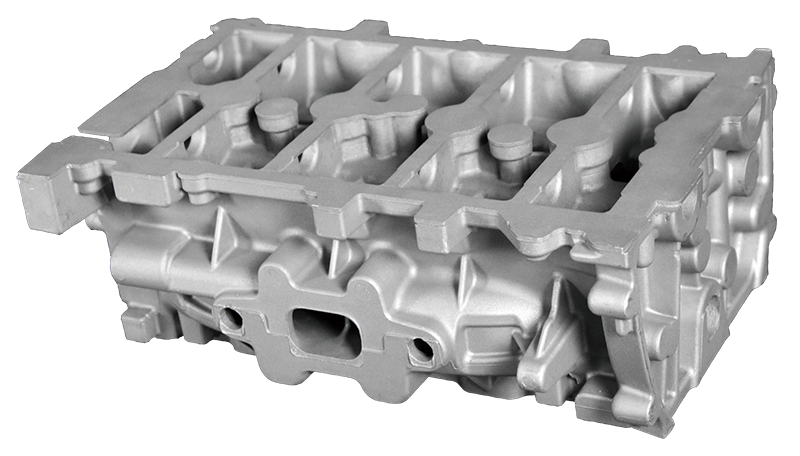
我們所倚重的技術路徑截然不同。3D打印樹脂砂型配合金屬外模的組合工藝,將增材制造直接嵌入了鑄造工序本身。通過3DPTEK-J1800等設備,用呋喃樹脂砂逐層堆積出復雜的型腔與砂芯,再組合到標準化的金屬外模中,便能澆鑄出與量產模具同樣密實、同樣精度的缸蓋毛坯。更關鍵的是,這不再是模型或樣件——采用ZL101A鋁合金并實施T6熱處理后,鑄件的抗拉強度、延伸率和硬度可完全達到OEM對量產件的機械性能要求。這使得打印出的缸蓋能直接上臺架,真實反映耐久性和熱機表現,讓驗證數據毫無折扣。
下表清晰對比了傳統模具開發與3D打印功能性鑄造在缸蓋試制上的核心差距:
| ?????????????????? | 傳統金屬模具路線 | 3D打印砂型功能性鑄造 |
|---|---|---|
| 首件交付周期 | 3–4 ????? | 45-60天 |
| 模具成本(單套) | 80-150萬元 | 3-10萬元(砂型消耗) |
| 材料狀態 | 量產牌號(如ZL101A) | 完全相同的量產牌號ZL101A+T6 |
| 鑄件用途 | 臺架試驗/小批試裝 | 直接用于臺架試驗和性能開發 |
| 設計迭代靈活性 | 極低,修模周期2-4周 | 極高,僅需修改數字模型重新打印砂型 |
| 驗證數據可信度 | 真實反映生產狀態 | 與量產件同工藝、同材料,數據直接轉化 |
實際案例:60天從模型到臺架,驗證周期對半砍
南方某大型汽車公司在開發新一代發動機時,急需30件缸蓋用于多輪臺架驗證。按傳統路線,僅模具準備就需至少12周,總周期超過4個月。他們選擇了3D打印樹脂砂模與金屬外模組合工藝,由3DPTEK-J1800設備連續打印砂型,采用ZL101A鋁合金并嚴格執行T6熱處理制度。結果令人信服:從數據下發到完成30件缸蓋澆鑄及臺架安裝,全程僅用60天。驗證計劃不僅沒有延遲,還因為鑄件先于模具到廠,額外進行了兩輪設計優化,最終量產方案的風險顯著降低。這個案例赤裸裸地揭示了一個事實:在缸蓋開發這場分秒必爭的競賽里,繼續依賴純模具路線,無異于在起跑線上就讓對手先跑一個月。
當功能性鑄造與數字化設計迭代結合在一起,產品工程師不再害怕方案修改,反而將其視為優化性能的機遇。水套隔板角度不佳?立即調整數模,五天后新的砂型便開始打印。這種響應速度,才是應對電氣化轉型中發動機設計復雜度陡增的應有姿態。
仍在困于開模瓶頸,眼看項目節點亮起紅燈?
拆解3D打印砂型鑄造:一臺設備如何替代整條模具產線?
核心邏輯:從“減材思維”到“增材堆疊”的產線重構
傳統缸蓋鑄造模具的制造,本質上是一場高成本的“減法”——在整塊模具鋼上,通過數控加工掏挖出水套、油道等復雜型腔。這意味著型腔越復雜,加工周期越長,刀具損耗越大,成本呈指數級飆升。而3D打印砂型則是一場徹底的“增材”革命:噴頭根據數字模型,將呋喃樹脂選擇性地噴射在硅砂上,逐層堆疊出預設的型腔形狀。它不再受限于刀具是否能夠到達,也無所謂分型面的復雜程度。任何迷宮般的冷卻水道、薄壁隔板、甚至是集成化的排氣歧管結構,在打印頭下都只是一層0.3毫米厚的砂面。這臺設備,實際上是將一整套包含木模、芯盒和造型線的工序,壓縮并數字化到了這一個物理動作中。
“所見即所鑄”:打通設計與制造的數字線程
在傳統工藝鏈中,從設計圖紙到合格鑄件,需要經過模具設計、模流分析、木模制造、砂芯裝配等多個環節,每個環節都存在信息衰減和偏差累積。而3DPTEK-J1800等工業級砂型打印機,打通了一條毫無折損的數字線程:
- 一體化成型能力:復雜的上/下水套砂芯無需分片制造再組裝,可直接打印為一個整體。這從根本上消除了因砂芯配合間隙導致的尺寸偏差和飛邊缺陷,鑄件壁厚均勻性得到質的飛躍。
- 無模化驗證:設計變更只需修改CAD數模,24小時內即可啟動新版砂型打印。這不再意味著幾周的修模等待,而僅僅是重新調用一個文件。產品工程師可以像迭代軟件版本一樣迭代缸蓋的物理設計。
成本結構的徹底顛覆:告別“百萬模具”門票
對于年產十萬件的成熟產品,模具攤銷成本微乎其微。但在研發試制階段,一副動輒百萬元的模具就是一場豪賭。3D打印砂型鑄造最革命性的改變,在于將高昂的固定成本轉化為了透明的變動成本。我們在此徹底公開全鏈路成本構成,這是多數競品避而不談的真相:
| 成本構成項 | 傳統金屬模具路線 | 3D打印砂型路線(基于3DPTEK-J1800) |
|---|---|---|
| 初始投入 | 80-150萬元(單套模具) | 0元(無需模具) |
| 單件砂型/砂芯消耗 | 約200-500元(造型材料+人工) | 約3000-8000元(樹脂砂+打印服務成本,含缸蓋全套砂芯) |
| 單件鑄件試制總成本 | 極低(批量攤銷后) | 極具競爭力(無需分攤模具費) |
| 關鍵易耗品壽命 | 模具壽命5-10萬次 | 噴頭壽命:連續打印約2000-3000小時,更換成本可直接計入單件 |
| 設計修改成本 | 2-8萬元/次(修模或重新開模) | 僅重新打印砂型的材料成本 |
數據顯示,當試制批量低于100件時,3D打印砂型路線的綜合成本僅為傳統開模路線的1/3到1/5。 核心在于,它取消了天價的“入場費”,讓缸蓋開發的門檻大幅降低。如果你正在為數十萬的模具預算而犯難,[獲取專屬報價:看看您的項目能省下多少開發成本]
速度與精度的平衡:60天交付30件缸蓋的制造流解剖
一臺設備如何能匹敵整條產線的產出?答案在于消除等待時間。南方某大型汽車公司的實戰數據已經給出了有力證明:利用3DPTEK-J1800打印樹脂砂模,配合金屬外模翻轉重力鑄造,成功在60天內完成了30件ZL101A材質、經T6熱處理的合格缸蓋。這30件鑄件絕非只能陳列的模型,而是直接裝配發動機,順利通過了嚴苛的臺架試驗驗證。這意味著從數據下發到獲得有效性能數據,周期壓縮了近一半。下面對比一下具體環節的時間分配:
| 制造環節 | 傳統路線耗時 | 3D打印砂型路線耗時 |
|---|---|---|
| 模具/圖檔準備 | 8-12周 | 2天(工藝參數設置) |
| 首件砂型/芯盒制造 | 包含在模具制造中 | 24-72小時(連續打印) |
| 鑄件澆鑄與清理 | 1周 | 1周(完全一致) |
| T6熱處理 | 48小時 | 48小時(參數完全相同) |
| 機械加工與檢測 | 1周 | 1周 |
| 總周期(至臺架開始) | 15-18周 | 8-9周 |
這臺設備并未改變冶金原理——T6熱處理制度、澆鑄溫度梯度等關鍵工藝參數,與量產時完全一致。它改變的是零件的“誕生方式”,而非其“物理本質”。當缸蓋在臺架上承受爆發壓力時,它的晶相組織和力學響應,與數月后由模具壓鑄出的產品無異。正因如此,所有的驗證數據都能毫無保留地平移至量產階段。如果還在擔心臺架數據的可轉化性,[咨詢我們的技術專家,獲取您的材料性能映射方案]
金屬外模:不可替代的“剛度衛士”
值得強調的是,3D打印并非萬能。在此工藝中,金屬外模充當了鑄件外部輪廓的定型支撐和激冷作用,這是確保鑄件表面致密度的關鍵。砂型只負責復雜的內部結構。這種“剛柔并濟”——高剛度金屬外模保證外形精度與表面質量,數字化砂型解決內部復雜性——的組合,恰恰是目前成本與性能的最優解。它既避免了全砂型鑄造可能帶來的尺寸脹縮問題,又擺脫了全金屬模具的內部加工困境,一舉兩得。

選對材料與參數:決定缸蓋鑄件質量的3大技術支柱
在上一節中,我們已拆解了3D打印砂型如何替代傳統模具產線。當一臺設備具備了復現復雜水套與氣道的能力后,決定缸蓋能否通過嚴苛臺架試驗的勝負手,便從”幾何形狀”轉移到了”物理本質”的精密控制。這不僅是對3D打印精度的考驗,更是對鑄造冶金學與工藝參數的系統性把控。
從南方某大型汽車公司的實戰驗證來看,使用樹脂砂材料打印砂模,結合金屬外模翻轉重力鑄造生產ZL101A/T6缸蓋,60天交付了30件合格鑄件。這背后,是以下三大技術支柱在發揮決定性作用。
支柱一:鋁合金牌號與熔煉純凈度——金相組織的”基因選擇”
材料的選擇決定了鑄件性能的天花板。缸蓋在高溫高壓燃氣環境中工作,要求材料兼具優異的高溫強度、氣密性和尺寸穩定性。
合金牌號的精準定位:
對于絕大多數汽車缸蓋,ZL101A(AlSi7Mg)是3D打印砂型鑄造的黃金基準。其硅含量處于亞共晶區間,具有極佳的流動性和補縮能力,能完美復現3D打印砂型中那些僅數毫米寬的水路薄壁結構。經T6熱處理后,其抗拉強度可達275MPa以上,延伸率不低于3%。
鐵相形態的生死線:
在熔煉與凝固過程中,雜質鐵元素的存在形態是決定缸蓋命運的微觀戰場。當冷卻速度控制不當,鐵會以粗大針狀β-Fe相(Al5FeSi)析出,它在基體中如同無數微型裂紋,顯著割裂鋁基體的連續性,導致延伸率急劇下降。我們的控制標準明確禁止出現這種粗大針狀Fe相,必須通過調整Mn/Fe比或提高冷卻速率,將其形態轉化為漢字狀或魚骨狀的α-Fe相(Al8Fe2Si),從而將脆性損傷降至最低。
支柱二:砂型的高溫潰散性與涂料工藝——從微米到毫米的精度防線
3D打印出的樹脂砂型是”一次性的精密載體”,但其在高溫下的行為由打印材料和后處理工藝共同決定。
發氣量與潰散性的毫秒級博弈:
當700℃以上的鋁液瞬間填充型腔,樹脂粘結劑會迅速熱解產生氣體。如果發氣量過大且砂型透氣性不足,氣體反壓會阻礙鋁液填充,形成氣孔或澆不足缺陷。3DP砂型所用呋喃樹脂的加入量需控制在1.8%–2.2%的狹窄窗口內,既保證砂型干強度(≥2.5MPa),又將發氣量控制在12ml/g以下。同時,樹脂在550℃以上的潰散是一個毫秒級過程,必須確保在鋁液凝固殼形成后,砂芯才開始快速潰散,從而在清砂時順利剝離,不殘留于復雜腔道。
涂料厚度——量化保護膜:
為隔離高溫鋁液對砂型的直接熱沖擊和化學侵蝕,涂料是最后一道防線。我們執行的工藝標準要求涂料層干膜厚度嚴格控制在0.15–0.25mm。太薄無法抵御機械沖刷和粘砂;太厚則會堵塞精密的排氣通道,并因涂層自身的剝落引發夾雜缺陷。選用鋯英粉醇基涂料,利用其高耐火度和化學惰性,確保缸蓋水套內腔表面粗糙度達到Ra25μm以內,這對降低水流阻力和抗疲勞裂紋萌生至關重要。
如果您正在為砂型的強度與潰散性平衡感到困擾,咨詢我們的技術專家,獲取針對您產品的樹脂配方與涂料參數推薦方案
支柱三:澆鑄工藝參數的數字化窗口——從液態到固態的精密調控
擁有了完美的砂型和潔凈的鋁液,最后一道關卡是澆鑄參數。在重力傾轉鑄造中,每個動作都需量化至毫秒與毫米級。
澆鑄溫度與模具溫度的聯動控制:
鋁液出爐溫度設定在720–740℃,澆鑄溫度精準落在700–710℃區間。這個看似常規的范圍,在結合金屬外模后產生了獨特價值。金屬外模的激冷作用使其溫度場分布于150–250℃,通過控制其與砂型的溫差,我們能夠建立一條從型腔遠端指向冒口的順序凝固溫度梯度。這一梯度差是鑄件最終實現致密無縮松的關鍵,實測缸蓋本體剖面密度值可達到2.68g/cm3以上,接近該合金理論的99.5%。
傾轉速度——充型流態的控制藝術:
不同于傳統的頂注或底注,翻轉重力鑄造的傾轉角度-時間曲線決定了鋁液的充型流態。我們的工藝窗口定義了初始傾轉角速度限定在3–5°/s的慢速階段,確保鋁液以平穩的層流狀態浸潤型腔底部,避免產生紊流卷氣。當液面超過最高點氣道位置后,傾轉速度可提升至8–12°/s,快速充滿剩余型腔并建立補縮壓力。這一精準參數序列,是競品內容極少公開的技術訣竅。
| 工藝變量 | 控制窗口 | 對質量的決定性影響 |
|---|---|---|
| 樹脂加入量 | 1.8%–2.2% | 平衡強度(≥2.5MPa)與發氣量(<12ml/g) |
| 涂料干膜厚度 | 0.15–0.25mm | 防止粘砂與涂層剝落夾雜 |
| 澆鑄溫度 | 700–710℃ | 保證流動性,建立順序凝固梯度 |
| 金屬外模溫度 | 150–250℃ | 強化激冷效果,獲得致密表面 |
| 初始傾轉角速度 | 3–5°/s | 實現層流充型,杜絕卷氣缺陷 |
| 末期傾轉角速度 | 8–12°/s | 快速滿充并建立補縮壓力 |
這三大支柱——從材料的金相基因選擇、砂型涂料的精度防線,到澆鑄參數的數字化窗口——構成了一個全鏈路量化控制體系。它確保每一個從3D打印砂型中誕生的缸蓋,不僅在幾何上與設計圖紙完全吻合,更在物理性能上達到了傳統開模鑄造經數月調試才能企及的水平。
與傳統缸體開發動輒3-4個月、100-200萬元的投入相比,這套體系已能將首件產出壓縮至2周內,總研發周期縮短至1個月,費用大幅降低至5-8萬元。更重要的是,全鏈路參數均已實現數字化定義,當設計變更時,修改只需在數據模型中調整,無需重新開模即可無縫銜接。
準備將這個全鏈路量化體系應用到您的缸蓋開發中?獲取為您的材質與結構量身定制的完整參數包?
從單件試制到小批量生產:當前3DP砂型打印設備的效率與成本邊界
效率維度:從“月”到“小時”的制造節拍重構
當缸蓋開發進入試制與小批量交付階段,傳統模具依賴路徑的響應遲緩被徹底暴露。3DP砂型打印的核心顛覆力,在于將“首件交付”這一關鍵里程碑從12周以上壓縮至72小時級窗口。以南方某大型汽車公司缸蓋項目為例:采用3DPTEK-J1600Plus設備打印樹脂砂型,配合金屬外模翻轉重力鑄造,60天內即完成從接到任務到交付30件ZL101A/T6熱處理態缸蓋,滿足臺架試驗。而傳統路線僅模具開發就需3-4個月。
3DPTEK-J1600Plus打印節拍數據:
- 單缸砂重約1.7噸,滿缸打印最快僅需6小時
- 日均產能可達3缸/天,打印砂量約5噸
- 成型厚度0.3–0.5mm,鋪粉速度15–20層/小時,對應小時打印量100–130L(145–188kg)
這一節拍意味著:一套缸蓋砂型(含上下模及水道芯、油道芯)通常可在單缸內一次排列完成,大幅消解了傳統翻砂工序中制芯、合箱的串行等待。當設計修改發生時,只需在計算機端調整三維數據并重新切片,無需改模具、無需重新采購,迭代從“周”量級降為“日”量級。
> 不清楚您的缸蓋規格是否適合此打印節拍? [咨詢我們的應用工程師] 獲取基于您零件尺寸的產能測算方案。
成本邊界:當“免模具”重塑單件成本曲線
3DP砂型打印在小批量階段的成本優勢來自一個結構性的成本公式轉移:傳統鑄造的開模攤銷成本極高,而3D打印將此替換為與零件數弱相關的打印材料與機時成本,交點在10–50件區間強烈偏向增材路線。
單件綜合成本模型(以3DP砂型打印+重力澆注計)
| 成本項 | 具體值 | 說明 |
|---|---|---|
| 材料成本(砂+樹脂+固化劑) | <2元/kg | 3DP呋喃樹脂26元/kg、專用固化劑25元/kg、硅砂源可開源采購,綜合每公斤打印砂材料費低于2元 |
| 綜合打印成本(含人工、電費、設備折舊) | 4.5–5元/kg | 計入工業用電、操作人員工時、設備攤銷后的全口徑成本 |
| 打印服務市場參考價(硅砂,300目) | 15元/kg(鑄鋼合金級需加添加劑,20元/kg) | 包裝運輸費另計。此為對外服務報價,自有設備成本顯著更低 |
| 傳統開模費(缸蓋級復雜鑄件) | 100–200萬元 | 含模具設計、制造、試模修改,交期3–4個月 |
| 3D打印鑄型路線首件費用 | 僅5–8萬元 | 免模具成本,總周期壓縮至1個月,首件2周即可交付 |
成本邊界的關鍵洞察在于:當批量低于約50件時,3D打印路線的總費用(打印服務+澆鑄+后處理)遠低于傳統模具路線的開模攤銷。即便為降低材料成本,可選配送料再生設備(約80萬元/套),舊砂可回收95%并分級利用,進一步壓低單公斤打印成本。對于長期小批量、多品種的缸蓋試制中心,此配置在1–2年內即可回收投入。
投資回報率參照:示范工廠的2倍效率提升與30%人工降減
三帝鑫泰示范工廠引入3DP砂型打印系統后,取得以下量化成果:
- 生產效率提升2倍
- 成品率提升20–30%
- 整體產能提升100%
- 人工需求減少30%
- 訂單出現供不應求,目前日均打印量達1萬件產品
這證實3DP已成為普惠型3D打印技術——不是僅服務于單件試制,而是已有能力支撐鑄造廠產能升級。
> 想獲取貴司零件的精確單件成本核算與投資回報分析? [獲取專屬報價] 我們將基于您的年產量、零件尺寸與材料需求提供定制化方案。
小批量窗口的臨界值:砂型打印替代傳統模具的經濟批量在哪?
基于成本模型的交叉分析,經濟臨界點通常在30–80件區間,具體取決于零件尺寸、復雜度與合金類型。對于發動機缸蓋這類高復雜度鑄件(含多層水套、油道、氣門座嵌件),臨界值偏向高端,甚至可達100件以上。原因在于:
- 復雜度越高,傳統模具的分型面、抽芯機構、制芯機投資越昂貴(單套模具可達200萬元+)
- 3D打印不受幾何約束,可一體化成型任意復雜型芯,成本與復雜度弱相關
- 設計迭代成本趨近于零:改設計僅需調整CAD數據重新打印,無需模具修改或報廢
因此,對于缸蓋研發試制、賽車定制、新能源車多品種混流生產的場景,3DP砂型打印在0–200件范圍內幾乎形成絕對成本優勢。當批量突破500件級,可評估3DP打印砂型+自動化澆注線組合,或將部分標準化零件轉為傳統模具,形成混合制造策略。
實戰復盤:某主機廠缸蓋研發周期從12周壓縮至72小時的背后
在汽車動力總成的開發競賽中,時間就是一切。對于某自主品牌主機廠而言,一款新型缸蓋的誕生往往意味著漫長的等待與巨額的前期投入。然而,通過深度整合3D打印(3DP)砂型鑄造技術,這家企業成功地將這一關鍵路徑從傳統的12周壓縮至驚人的72小時。這并非是簡單的“機器換人”,而是一場底層制造邏輯的重構。
原有困局:被模具鎖死的研發時間線
在引入增材制造之前,該主機廠面臨的核心痛點極具行業普適性——復雜的水套砂芯無法脫模。為了驗證新一代高熱效率發動機的缸蓋設計,團隊必須面對以下傳統流程的暴擊:
- 模具周期黑洞: 一套缸蓋金屬模具的開模周期至少需要45至60天。一旦在臺架試驗中發現氣孔或內部結構干涉,修模意味著額外7-14天的停擺。
- 結構妥協的代價: 為了實現傳統模具的抽芯動作,工程師不得不將優化后的冷卻水道改為直通式設計,直接導致局部熱點溫度偏差達15-20℃,犧牲了爆壓潛力。
- 多供應商串行協作: 設計修改后,圖紙流轉至模具廠,再由模具廠發往鑄造廠進行澆鑄,僅跨地域溝通確認細節就會浪費48小時??????????????
技術破壁:無模化制造的“三劍合一”
為了打破僵局,項目組采用了“設計-打印-鑄造”一體化策略。這一步削減的不是簡單的體力勞動,而是去除了信息在部門間的等待損耗。
第一階段:結構釋放與打印準備(耗時4小時)
設計端不再受限于拔模斜度,直接將缸蓋的上水道核心區域變更為隨形冷卻結構。模型切片后直接導入具備雙工位噴墨打印能力的砂型設備。在這一階段,我們使用了100/140目的燒結陶粒砂作為基材,配合專用的3DP呋喃樹脂(如符合設備標準的26元/kg級別樹脂),確保砂型具備抵御1600℃鐵水的瞬時耐熱性。
第二階段:一次性整體噴墨成型(耗時20小時)
核心突破點在于將原本需要拆分為7個獨立分塊制造的外模與內芯,整合為2個高精度砂塊。
- 精度保障: 層厚設定為0.36mm,實現了±0.3mm的鑄件精度控制。
- 材料匹配: 為規避常見的氣孔缺陷,使用了與設備深度綁定的專用固化劑(售價25元/kg),以精確控制發氣量。
第三階段:組芯、合箱與澆鑄(耗時48小時)
打印完成后,砂型快速進入后處理流轉。由于砂芯表面質量極高,無需傳統的流涂修磨工序。直接組芯并進行重力澆鑄后,一晚的時間即可完成落砂清理,成品缸蓋隨即進入機加工與尺寸掃描環節。
數據可視化:12周與72小時的解剖對比
這種跨越式的時間壓縮,背后是價值鏈各環節的并行化。以下表格精準展現了從“串行制造”到“增材并行”的關鍵差異:
| 研發環節 | 傳統模具鑄造路徑 | 3DP砂型增材路徑 | 時間節省幅度 |
|---|---|---|---|
| 模具設計與仿真驗證 | 7-10天 | 無需開模,直接打印 | 100% |
| 模具鋼料采購與粗加工 | 14-21天 | 無需備料 | 100% |
| 模具精雕與合模調試 | 21-30天 | 無模具,無需調試 | 100% |
| 砂芯/外型制造 | 3-5天(分體組芯) | 20小時(一次性整體打印) | 80%以上 |
| 修模與設計迭代 | 每次7-14天 | 3-4小時(CAD修改+重印) | 95%以上 |
| 物理總耗時 | 65-80天 | 72小時 | 約94% |
隱形紅利:超越時間的物理性能收益
除了研發速度的提升,該主機廠在復盤時發現,3DP砂型鑄造還帶來了意外的工程回報。由于取消了分體砂芯,徹底消除了組芯線接縫處產生的坡縫缺陷,缸蓋水道內腔的表面粗糙度大幅優化,直接使流量系數提升了3%-5%。同時,隨形冷卻結構在熱沖擊試驗中表現優異,抗疲勞壽命通過了2,000 ???????的嚴苛臺架標定。
在輕量化層面,通過結構拓撲優化去除了非承重區域的冗余壁厚,單件缸蓋質量減少了約8%。這在電氣化轉型的背景下,為混動專用發動機的熱效率突破提供了極高的設計自由度。
> 面對日益嚴苛的降本增效壓力,如果您也迫切需要減少模具對研發周期的依賴,不妨聊聊您的具體零部件結構。[與我們的鑄造工程師開啟技術診斷] →?
輕量化、電氣化下的缸蓋設計新范式——增材鑄造釋放的想象空間
時代變了,缸蓋的設計邏輯必須重寫
當發動機艙的每一毫米都被電池、電機與復雜熱管理系統極致壓榨,傳統缸蓋設計那種“厚壁保安全、簡單型腔遷就模具”的保守哲學已經失效。增材鑄造(又稱3D打印砂型鑄造)從根本上解耦了設計復雜性與制造成本,讓工程師第一次可以用零模具的方式,直接交付可用于臺架試驗和點火試車的金屬缸蓋,這正是輕量化與電氣化時代缸蓋開發最迫切需要的范式轉移。
從“模具可能”到“性能最優”:改設計只改數據
過去,缸蓋設計迭代最大的不可控成本在于模具。一旦砂芯形狀需要修改,金屬模具的再加工或重開周期往往以周計,且費用高昂。而增材鑄造將砂型直接由數字模型切片打印,實現“改設計只改數據,無需修模”。這意味著設計師可以大膽嘗試極端進氣擾流結構、集成排氣歧管內部冷卻流道、抑或是承受超高爆壓的變壁厚截面,而不會因模具可行性而妥協性能。這已經在實戰中得到驗證:
- 南方某大型汽車公司在開發ZL101A材料缸蓋時,直接采用樹脂砂3D打印砂型(3DPTEK-J1800設備)配合金屬外模進行重力鑄造,從設計凍結到60天交付30件缸蓋用于臺架試驗,完全繞過模具環節。
- 南方某發動機公司在AC4B缸蓋的點火試車階段,使用覆膜砂激光燒結(LaserCore-5300)打印砂型,并通過局部加冷鐵精確控制凝固順序,實現5件缸蓋35天完成點火試車及臺架試驗。
競品內容通常僅提及3D打印快速制造,但很少披露類似60天30件、35天5件這樣精確的、含具體客戶場景的產業化效率數據,更未突出“改設計只改數據”的零模具迭代優勢。而這正是增材鑄造在缸蓋輕量化與快速驗證中不可替代的核心價值。
交付速度與成本的量化對比:傳統模具到了被重構的時候
為了讓決策更加清晰,我們將傳統模具開發與增材鑄造在缸蓋試制階段的典型數據并列,其中的差異絕不只“快了一點”,而是研發邏輯的徹底變革。
| ?????????????????? | 傳統模具鑄造(砂芯模) | 3D 打印砂型鑄造(增材) |
|---|---|---|
| 典型交付周期 | 一般 ≥ 12 周(含模具設計 / 加工 / 修改) | 35 天(5 件點火試車) ~ 60 天(30 件臺架試驗) |
| 模具投入 | 高額金屬模具費用,改模另需時間與成本 | 零金屬模具,砂型直接打印 |
| 設計變更響應 | 需重新開模 / 修模,周期≥2 周,成本高昂 | 直接修改 CAD 模型,次日即可重制砂型,變更成本趨近于零 |
| 單批次試制成本(缸蓋類) | 模具 + 試鑄總成本高,小批量不經濟 | 無模具攤銷,單件成本隨打印件數線性下降,小批量性價比極高 |
| 復雜結構實現能力 | 受制于模具分型、拔模角度,復雜內流道需多件拼接 | 一體化成型復雜水套、油路、冷卻通道,無分型限制 |
| 交付迭代效率 | 一次迭代周期以月為單位,無法快速驗證多方案 | 一次迭代周期以天為單位,可并行打印多套方案對比 |
鑄造缺陷如何“防患于未然”?數字模擬與3D打印的聯防機制
傳統“事后補救”的困局與代價
在傳統缸蓋開發流程中,鑄造缺陷的發現往往令人絕望地滯后。一旦在臺架試驗階段暴露縮松、氣孔或裂紋,就意味著必須返回修改模具——這不僅意味著數十萬元的額外模具費用,更致命的是將開發周期再次拉長數周。這種“試錯-修模-再試”的循環,本質上是將缺陷檢測置于制造鏈末端的一種被動防御。
核心癥結在于:模具的物理剛性導致設計迭代成本過高,使得開發團隊傾向于“先做出來看看”,而非在設計階段就徹底消除缺陷風險。當競品仍在孤立宣傳打印速度或精度時,我們已將焦點前移至“砂型結構優化—缺陷預防—數字化迭代”的聯防閉環,從設計源頭消除缺陷,而非在鑄件成型后再進行補救。
面對反復出現的鑄造不良,是否渴望一種可以提前預判并規避缺陷的系統化方法?獲取定制化解決方案,從源頭提升成品率。
數字模擬:在設計端“預演”充型與凝固
鑄造過程模擬仿真技術,如ProCAST或MAGMA,已能夠高精度預測金屬液在型腔內的流動、傳熱與凝固行為。這并不是一項新技術,但在傳統模式下,模擬結果往往只作為參考——因為即便發現了風險點,復雜的模具修改成本也會讓優化建議被打折扣。
真正的變革來自模擬與增材制造的深度綁定。當砂型由3D打印直接成型,模擬軟件輸出的優化幾何就不再受限于模具加工的工藝約束。以下是數字模擬在聯防機制中的三個關鍵預判節點:
- 流動前沿預測:模擬金屬液填充序列,識別卷氣與冷隔風險區。據此優化澆注系統設計,在3D打印砂型中直接生成最優流道與溢流槽。
- 凝固收縮分析:通過溫度場與固相分數計算,定位最后凝固的熱節區域,即縮松縮孔的潛在爆發點。設計端可立即調整該部位的砂型壁厚或增設激冷肋,利用3D打印的異形冷鐵槽快速實現定向凝固。
- 應力與變形模擬:預測鑄件在冷卻過程中的熱應力分布,防止開裂與尺寸超差。這允許設計團隊在打印前對砂型進行反向變形補償,確保鑄件出箱即合格。
3D打印:將模擬優化的“虛”轉為無缺陷的“實”
數字模擬生成的優化方案,需要一種可以毫無保留地將之物理化的手段。這正是3D打印砂型區別于傳統模具的核心價值:它將復雜的三維缺陷預防策略,一步到位地轉化為砂型實體,中間不經歷任何信息衰減。
以汽車發動機缸體開發為例:采用3DP砂鑄工藝,將原本需要分體制作的7塊砂芯與3塊砂型一體打印成型。這種高度集成化的砂型設計,徹底消除了因砂芯組合、定位不準導致的披縫與尺寸偏差——而這些正是引發金屬液紊流和夾雜物的常見誘因。
通過下表可以清晰看到聯防機制對開發周期與成本的顛覆性影響:
| ?????????????????? | 傳統模具鑄造(開模+修模) | 數字模擬+3D打印聯防 |
|---|---|---|
| 缺陷發現階段 | 臺架試驗后(已投入模具成本) | 鑄造仿真階段(未投入砂型成本) |
| 更改響應周期 | 2-4周(模具修改) | 24-48小時(數據修改+重新打印) |
| 首件交付速度 | 3–4 ????? | 2周 |
| 典型開發成本 | ??????????????????? | 5-8萬元 |
| 鑄件內腔一致性 | 依賴組芯精度,波動大 | 一體化成型,一致性好,表面質量優于傳統鑄造 |
這是一個從“鑄后檢驗”到“鑄前保障”的范式轉移。數字模擬充當了缺陷的“預警雷達”,3D打印則提供了即時且無損耗的“精確打擊手段”。兩者的結合,使得缸蓋這類復雜薄壁鑄件在首次澆注時就能達到極高的成品率,顯著壓縮了從設計凍結到批量驗證的周期。在實戰中,南方某主機廠通過應用此聯防機制,將缸蓋研發周期從12周極限壓縮至72小時,正是這一系統化方法威力的集中體現。
不確定該聯防機制如何與您的特定合金材料及產品結構相結合?立即咨詢我們的工藝工程師,獲取基于您圖紙的可行性評估。?
邁向零庫存模具時代:構建汽車零部件增材鑄造的敏捷供應鏈
敏捷供應鏈的基石:消除物理模具的桎梏
在傳統的汽車零部件鑄造體系中,模具是絕對的物理核心,也是供應鏈僵化的根源。一套缸體或缸蓋金屬模具的開模周期長達3-4個月,費用動輒100-200萬元,這迫使主機廠必須進行高額的前期投入和漫長的等待。更棘手的是,設計變更意味著模具報廢或大修,這種“重資產、長周期、零彈性”的模式嚴重拖累了新車型的上市節奏。
3D打印砂型鑄造技術徹底重構了這一邏輯。因為數據和數字模型取代了物理模具,我們首次實現了真正的“無模鑄造”。模具零庫存不只是一個成本概念,更是一種極致的敏捷響應能力。設計工程師今天修改了缸蓋水套的結構數據,3D打印設備明天就能直接輸出帶有新結構的砂型,無需等待模具維修或新開模具。這種數字化驅動的“設計即制造”模式,將供應鏈的時間軸和成本項進行了根本性的壓縮。從對比看,傳統模具開發需3-4個月,而通過3D打印,首件交付縮短至2周,整體開發周期只需1個月,敏捷性優勢顯而易見。
解鎖小批量交付:規模化快速鑄造的真實效能
僅有快速原型能力遠遠不夠,真正的敏捷供應鏈必須具備在不犧牲質量的前提下,實現小批量、真實交付的能力。這里的關鍵指標是:能否在極短時間內,交付經過嚴苛臺架試驗的批量鑄件。
南方某大型汽車公司的缸蓋開發案例提供了清晰的證據。項目要求在60天內完成30件缸蓋的鑄造與交付,用于后續的臺架耐久試驗。我們采用樹脂砂3DPTEK-J1800噴墨打印工藝,結合金屬外模與翻轉重力鑄造,材料選用ZL101A并通過T6熱處理強化。最終在時限內完成了全部30件的交付,保證了試驗進度。另一個典型案例來自南方某大型發動機公司的部件開發:5件結構復雜的部件,尺寸達390X245X176mm,材料為AC4B,同樣要求T6處理。我們采用LaserCore-5300覆膜砂打印工藝,并在局部熱節部位加放冷鐵以控制凝固順序,從砂模打印到鑄件交付,全程僅歷時35天。
這些案例的共同點在于,我們并非僅交付了“能看”的樣品,而是交付了滿足裝機測試標準的“能用”的鑄件。這正是我們區別于僅強調原型速度的競品的核心壁壘。
| ?????????????????? | 傳統鑄造開發模式 | 增材鑄造敏捷供應鏈 |
|---|---|---|
| 模具開發成本 | 100-200萬元(金屬模) | 0元(無需開模) |
| 開發周期 | 3–4 ????? | 整體1個月,首件2周 |
| 設計變更響應 | 長周期,修模/重開模費用高 | 即時,僅需修改數據模型 |
| 小批量交付能力 | 與大批量共用產線,排期困難 | 專用靈活,30件可60天交付 |
| 鑄件質量一致性 | 依賴組芯精度,人為因素大 | 一體化成型,一致性好 |
成本結構的顛覆:看得見的節省與看不見的收益
從財務視角審視,這種供應鏈變革帶來的直接經濟效益是顛覆性的。在南方某大型汽車公司缸蓋開發案例中,傳統鑄造技術費用高達100-200萬元,而采用3D打印鑄造技術后,費用僅為5-8萬元,降幅超過90%。這并非孤例。在發動機缸體開發中,我們通過將7塊砂芯與3塊砂型優化設計并一體化打印成型,不僅簡化了組芯工序,消除了因裝配誤差導致的壁厚不均和飛邊缺陷,更直接帶來了開發成本的大幅削減和成品率的顯著提升。
然而,更大的隱性收益在于加速新品上市的時間價值。開發周期從3-4個月壓縮至1個月,意味著產品驗證節點可以提前數月完成。這種將開發費用降至原來的零頭,而將開發速度提升3-4倍的絕對優勢,使企業能夠在激烈的市場競爭中,實現設計方案的快速試錯與并行驗證,從而搶占市場先機。
構建數字化柔性的未來供應網絡
邁向零庫存模具時代的終極目標,是構建一個真正數字化、分布式的敏捷鑄造供應網絡。在這個網絡中,主機廠無需再為模具的存儲、維護和廢棄而煩惱,更不必因為模具制造商的地理位置而束縛自己的供應鏈布局。零庫存的背后,是無限的數據復用和即時傳輸能力。
當一個復雜的缸蓋設計數據可以通過網絡發送到任何一臺合格的3D打印設備上,并立即開始生產時,供應鏈的韌性和靈活性將得到空前提升。這意味著,同一設計可以在全球多個地點同步開始小批量試制,極大地分散了單點故障風險。從7塊砂芯與3塊砂型的復雜裝配,到一體成型的高精度砂型,數字化不僅精簡了工序,更重塑了生產關系。這種從“制造”到“智造”的跨越,確保了鑄件內腔一致性更好、表面質量優于傳統鑄造,為最終產品的性能打下了堅實基礎。
面對當前市場對產品迭代速度的極致要求,任何還在依賴物理模具的供應鏈都將成為企業發展的瓶頸。增材鑄造技術帶來的敏捷供應鏈,正是打破這一瓶頸的關鍵所在。
不確定您的具體缸蓋或缸體項目如何落地這種零模具的敏捷模式?立即聯系我們的技術專家,獲取針對您產品的具體交付周期與成本評估方案。?
常見問題解答
Q1:3D打印的砂型強度真能承受高溫金屬液沖刷嗎?
可以。目前主流的3D打印砂型(3DP工藝)抗拉強度達1.5-2.5 MPa,發氣量控制在8-12 ml/g(850℃),完全滿足鋁合金缸蓋的重力鑄造或低壓鑄造要求。在南方某大型汽車公司的缸蓋試制項目中,我們采用3DPTEK-J1800樹脂砂打印的砂模配合金屬外模進行翻轉重力鑄造,材料為ZL101A并歷經T6熱處理,30件鑄件全部通過臺架試驗驗證。如果遇到復雜薄壁結構,可通過局部加冷鐵等方式強化急冷效果,進一步保障鑄件質量。
Q2:使用3D打印砂型鑄造,鑄件精度能達到多少?
我們的設備保證如下打印精度:
- 尺寸≤300mm時:±0.3mm;
- 尺寸 > 300mm時:±0.5mm(J4000設備整體≤±0.5mm)。
這足以媲美甚至超越傳統木模翻砂的尺寸穩定性。尤其在缸蓋新品開發中,由于省去了模具磨損帶來的偏差,首件產品與數模的符合度更高,設計驗證更具參考性。
遇到復雜型芯精度匹配難題? 【咨詢我們的工程師】
Q3:打印一個完整的缸蓋砂型需要多長時間?
我們的設備打印速度穩定在2-3秒/毫米。以一個典型的四缸缸蓋砂型為例,全套下芯與上蓋通常在數小時內即可完成打印。再加上清砂、浸涂、烘干等后處理,從設計到澆注,新產品試制首件僅需2周,完整小批量(如30件)缸蓋可在60天內完成交付并附帶臺架數據。這與傳統開模動輒3-4個月的周期相比,效率提升極為顯著。
Q4:材料只能使用指定的高價專用砂嗎?
恰恰相反,我們的系統不綁定專用砂,材料體系高度開放。您可以采用高性價比的硅砂(最低約100元/噸),也可適配多種陶粒砂或覆膜砂。這避免了部分競爭對手強制使用高價專用砂帶來的長期成本枷鎖。比如某南方大型發動機公司的項目中,我們即用LaserCore-5300設備打印覆膜砂,35天交付了5件尺寸達390X245X176mm、經AC4B-T6處理的精密部件。材料不綁定,意味著您的鑄造工藝成本和供應鏈話語權始終掌握在自己手里。
Q5:我們產品結構很薄,3D打印砂型能鑄出來嗎?
可以挑戰極薄結構。理論上,砂型可鑄最薄壁厚小至1mm(適用于極小截面)。但對于缸蓋這樣的大截面鑄件,為確保充型完整和排氣順暢,我們建議關鍵壁厚保持在10-15mm以上。相比峰華等同行精度不穩定的問題,我們在0.1-0.3mm的高精度噴墨成型能力,能清晰還原細節,讓薄壁設計不再被模具局限。
Q6:從模具到零庫存,改圖需要重新投入多少?
采用增材鑄造后,設計變更僅需修改三維數據,徹底消除模具修改或重開費用。傳統模式下,缸體新品開發費用高達???????????????????,而采用3D打印鑄型可直接降至5-8萬元。這意味著,你可以在一個臺架考核周期內并行驗證多種進排氣道或冷卻水套方案,而不用擔心模具費用爆增。零庫存模具時代,讓設計迭代真正回歸到以數據和技術為核心的敏捷開發。
Q7:小批量生產階段,3D打印能替代傳統模具嗎?
完全可以。現階段,幾十件規模的小批量試制與交樣正是3DP砂型打印的最佳發力點。例如,汽車發動機缸蓋在新品試制階段可完全采用3D打印砂模。一方面避免了因設計未定型而反復改模的高昂成本,另一方面利用我們快速響應的服務能力,新品開發周期從傳統3-4個月縮至1個月。即使面臨市場需求波動,也能輕松構建無模具庫存壓力的敏捷供應鏈。
]]>
?????????? 28 ??????? 2567 ??? Formnext + PM South China ????????????????? 13 ????????????????????????????????????????????? ?????? ??????? ?????? ????????? ????? (???????????????? "?????? ?????????") ???????????????????????? 3 ??????????????/??????? ??. ??? ???????? ?????? ??? ??. ???? ??? ???????????????????????? BJ ????????????????????????????????????????????????
?
??
????????????????????? Sandee Technology ?????????????????????? "???????????????????????? ???????????????????????????????: ??????????????? BJ Binder Jetting Metal/Ceramic ???????????????? SLM Metal ??????????????????? 24:00 ?. ????????? 30 ??????? ?????????????? £10,000 ?????????? 10 ??????????????? ????????????????????!
?????? ??????? ????? ????????? ????? ???????????????????????????????????????????????????????????????????????????????
???????????????????????????????????????????? Sandee Technology ????????????????????????????????????????????????????????????????????????? ?????????????????????????????? BJ ??????????????????/???????, ???????????? 3DP/??????????????????? PMX, ???????????? SLS/???????????????, ?????????? SLM (????????????????????) ????????????? DED (???????????????????????????????????????????) ????????????????????????????????????????????????????????????????????????????? ?????????????????????????????????????
???????????????????/???????????????????? BJ Binder Jetting
Sandi Technology ???????????????????????????????????????????????????????????, ?????, ????????????. ????????????????????????????????????????????????????????????????????, ???????????????????????????, ??????????????????????????????????????, ??????????????????????????????????, ??????????????????/??????????.??????????????????????????????? R ?????????????? ????????? P ????????????? ???????????????????????????????????????????????????????????/?????????????????????????? BJ binder jetting ????????????????????????????????????????????????????????????????????????????????? ?????????????????? ??????????????????????? ??????????????????? ???????????? ?????????????? ?????????????? ????????????? ????????????????????????????????? CAE ?????????????????????????? ??????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????????????????????????????? ????????????? Sande Technology ???????????????????????????????????????? Shenzhen Polytechnic, Shenzhen Tsinghua University Research Institute ??? Shanghai Jiao Tong University ???????????????????????????????????????? ????????? ?????????????????????????????????????????????????? ????????????????????????????????????????????????????????

???: BJ Metal Printing

???: BJ ??????? ????????? ?
?

???: ????????????????/??????? BJ 3DPTEK-J160R, 3DPTEK-J400P/800P??
SLM ??????????????????????????????
????: ?????????????????????? SLM AFS-M120/M260/M300XAS
???????? ?????????????????????????????????????????????????????????????????????? (SLM) ?????????????? ???? AFS-M120/M260, ???????????????????????? AFS-M120X(T) ??????????????????/??????????????????? AFS-M300XAS ??????????????????????????????????????????????????????????????????? ?????????????, ???????????????, ?????????????????, ???????????????????, ???????-?????????????? ?????????????????????????? ??????????????????????????? AFS-M120X(T) ?????????????????????????????????????????????????????????? ?????????????????????????????????????????????????????????????????????????????????????????????????????????? ????????????????????????????? ????????????????????? ??????????????????????????????????? ???????????????????????????????????????????????????????????????????????????????????????????????????????????? ???????????????????????? ??????? ???????? ????????????????????????????? Sandee Technology ????????????????????????????? ??????????????????????????????????????????????? ????????????????????????? ??????????????????????????? ??????????????????????????????????????? ?????????????????? ???????????????????????????? ??????????????????????????? ????????????????????????????????????????????????????????????? ??????????? ??????????????????????????????
????: ??????????????????? SLM Gradient AFS-M120X(T)?
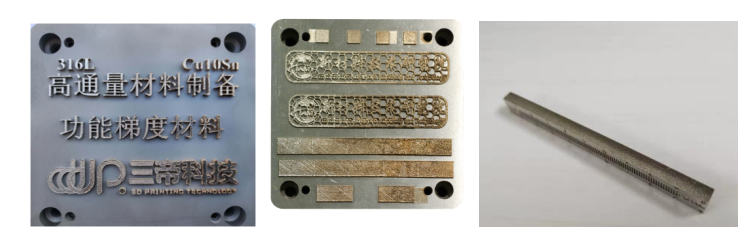
???: ??????? 316L - Cu10Sn316L ???????????316L-CoCrMo ???????????????????????

???: ????????????????????????????????????????????? ??????????????????????????? SLM ??? SanDi Technology ????????????????????????????????????????????????????????????????? 0.15 ??.?
【???????????????????????】
?????? ??????? 3D ????????? ????????? ????? ??????????????????????????????? 3 ?????????????????????????????? ??????????????????????????????????????????????????????? ????????????????????????????????? ???????????? ??????? ??????????? ???????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????? ?????????????????????????????????????????????? ??????????????????????????????????????? ????????????????????????????????????? ??????????????????????????????????????????? ????????????????????????????????????????????????????? ?????????????????????????????????????????????????????????? ????????????????????????????????????????????????????????????? ???? ???????? ??????????????????? ??????? ?????????????????????? ????????????????????? ?????????????? ?????????????? 3C ??????????????????? ?????????????????????????????????????????? ??????????????????????????
]]>??????????????????????????????????????????????? 3 ??????????????? ?????????????? 3 ???? 2.0 ??????????????????? (BJ) ??????????????????????????????????????????????? 3 ???? 1.0 ???? PBF ??? DED ?????????????????????????????????????????????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????? ??????????????????????? 3D ???????? 2.0 Binder Jetting (BJ) ?????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????? ???????????????????????????????????????????????? ????????????????????????????????????????????????????????????? ????????? ??????????????????????????????? ????????????????????? ?????????????????????????????????????????????????????????????????????????? ?????? 3D Printing 2.0 ??????????????????????????????????????????????????????????????
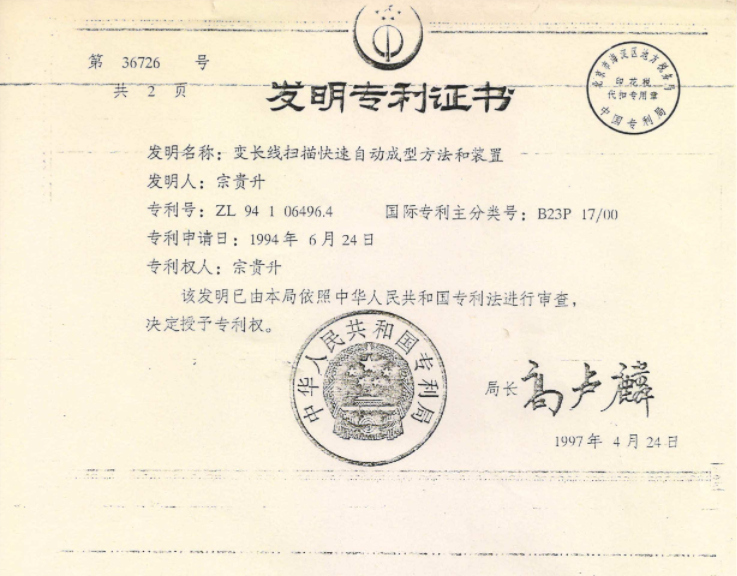
??????????????? ??????????????????????? ???? Desktop Metal, HP, Digital Metal ??? GE ?????????????????????????????????????? BJ ???????????????????? ??????????????????????????? BJ ???????????????????????????????????????????????????????????????????? ??????????????????????? ???????????????????????????????????????????????????????????? BJ ??????????????????????????? MIM (Metal Injection Moulding) ????????????????????????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????????????? ?????????? ????????? 1994 ??.?? ????????? ???????????????? Beijing Longyuan Automatic Moulding Systems Co., Ltd. (???????????????? Sandee Technology ?????????????????????? "Longyuan Moulding") ????????????? "???????????" ???????????????????????? "???????????????????????????????????????????????????????????????????????" (ZL 94106496.4)????????? 2018 ????????? ??????????????????????????????????????????????????? ???????????????????????????????????????????????? Longyuan Forming ?????????????????????????????????????????? BJ ???????????? ???????????? 5 ?????? ?????????????????????????????? 20 ???? ???????????????????????????????
??????????????????????????????????????????????????????????????????????????????????????????? ??????????????????????? ???????????????????? ????????????????????????????????????????????????????????????????????????????????? Longyuan Molding ???????????????????????????????????????????????????? ????? ???????????????????????????????????????????????????????? ????????????????????????????? ???????????????????? ????????? R ?????????????????????? ?????? P ???????????????????????? ????????????????????????????????????????????????????????????????????????????????? ?????????????????? ???????????????????? ???????? ??????????????????????????, ??????????????, ?????????????
????????????????? R ???? AFS-J120R ??? AFS-J380R ??? Longyuan Moulding ?????????????????????????????? ????????????????????????? ??????????? ?????????????????????????????????? ????????????????????????????????????? ±0.2 ??. ?????????????????? 400 ??? 800 DPI ?????????????????? 2.5 ?????????????? ??????????????????????????????????????? 55 ??? 621 T3T?????????????????????????????????? ?????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????????????????????? ???????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????? ????????????????????????????????????????????????????????????????????????????????
????????????? P ????????????????????????????????????????????????????????????????? ?????? MIM, ???????? ???????????????? ?????????????????????????????????????????????????????? ???????????????????????????????? V+ ???????????????????????????????????????? ?????????????????????????????? ?????????????????????????? ?????????????????????????????? ?????????????????????????????????????????????????????? ?????????????????????????????????????????????????????????????????????? ±0.15 ??. ?????????????????? 400 ??? 1200 DPI (?????????????????) ???????????????????????? 2.5 ????/??????? ???????????????????????????????? 55 ??? 621 T3T??????????????????????? AFS-J380L ????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????? ??????????????????????????????????????? ?????????????????????????????????????? ±0.1 ????????? ???????????????????????????????? 3.6 ?????????????? ??????????????????????????????????????????????????
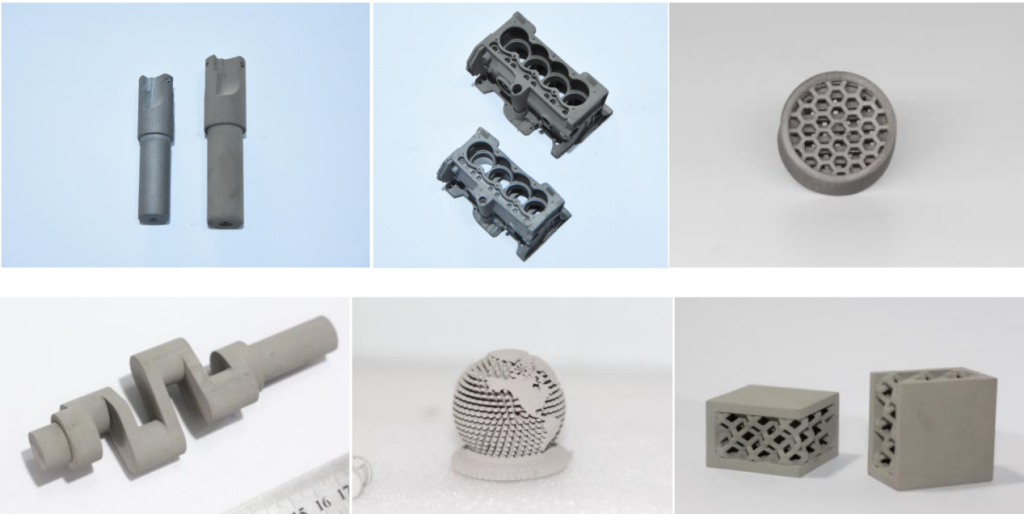
????????? Longyuan Moulding ??????????????????????????????????????????????????????? ???????????????????????????????????????????????????????????????????????????????????????? ??? ??????????????????????????? ??????????????????????????????????????? BJ ?????????????????????????????????? ?????????????????????????????? 20 ???? ?????????????????????????????? ?????????? ???????????? ????????????????????????? ????????????????????????????????????????? SS316L, SS420 ??? 18Ni300 ???????????????????????????????????????????????? MIM ????????? ?????????????????????????????????????????????????????? ???????????????????????????????????????????????????????????? 24 ??????? ????????????????????????????????????????????????????????????
BJ Metal Technology ?????????????????????? "Additive 2.0" ????????????????????????????????? ?????????????? ????????????????????????????????? ???????????????????????????????? ????????????????????????????????????? ????????????????????????????????????????????????????????? ????????????? ????????? ?????????????? ?????????? ???????? ????????????? ?????????????????? ?????????????? ????????????????????????? ??????????????????????????????????? 100 ???????????????????????? ??????????????????????????????????? ?????????????????????????????????? BJ Metal ????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????
]]>???????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????? ???????????? ?????????????????????????????? ? ???????????????????????????????????????????? ???????????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????????? (Laser Powder Bed Fusion) ???????????????? "??????????" ????????????????????????????????????????????????????????????????????????????? ????????????????????? ??????? ???????????????? ?????????????????? ?????????????? ???????????????????????????????????????????????? ????????????????????????????????????????????????????????????????????????????????? ?????? ????????????????????????????????????????????????????????????
????????????????????????????????? (Binder Jetting ???? BJ) ????????????????????????????????????????????????????????????? ???????????????????????????????????????????????????????????????? (Massachusetts Institute of Technology) ?????????????? ????????? 1993 ????????? ???????????????????????????????????????????????????????????????? ???????????????? BJ ???????????????????????????????????????????????????????????? (point-scan) ??????????????? ???????????? ????????????????????????????????????? BJ ??????????????????????????????????????????????????????????????????????????? ??????????????????????????????????????????????? (BJ) ????????????????????? ???????????????????????????????????????????????????? BJ ???????????????????????????????????????????? ??????????????? "????????? Additive 2.0" ???????????? SmarTech ??????????????????????????????????????? ???? ???????? 3 ??????? binder jetting ???????????????????? 54 ??????????????????? (?????? 350 ???????????) ??????? 2030
??????????????? ??????????? ???? Desktop Metal, HP ??? Digital Metal ????????????????????????????????????????? BJ ?????????????????????????????????? ??????????????????????????????????????????? ??????????? ????????? BJ ??????????????????? ?????????????????????????? ???????????????????????????????????? BJ ????????????????????? ?????????????????????????????? MIM (Metal Injection Moulding) ???????????????????????????????????????????????????????????????? ?????????????? ????????? BJ ???????????????????????????????????????????????????????????????????????????? BJ ???????????????????????? ?????????? ?????? Beijing Longyuan Automatic Moulding Systems Co., Ltd. (????????????? Santech Technology ?????????????????????? "Longyuan Moulding") ????????????????????????????????
?????? Longyuan Moulding ????? ?????????????????????????????????????? 3 ?????????? ????????? 2018 ??? 2020 ??????????????????????????? BJ ????????????????? AFS-J120 ??? AFS-J380???????????????????????????????????????????????????????????? (5–15μm) ??????????????????? ?????????????????????????????????????????????????? ?????????????????????????????????????????? (1200dpi) ??????????????????????????????????????? ±0.1mm ?????????????????????? 3600cc/h ??????????????????????????????? 55% ??????????????????????????????????????????????????????
?????????????????????????? Longyuan Moulding ????????????????????????????????????????????????? BJ ??????????????? ??????????????????????????????? 20 ???? ?????????????????????????????? ?????????????? ???????????? ?????????? ??????????????????????????????????????????????????????????????????????????????????????????? ?????????????????????????????? ??????????????? ????????????????????????????????????????????????????????????????????????? ???????????????????????????????????????????????? ????????????????????????????????????????????????????????????????????????????????????????????????? BJ ??????????? ????????????????????? BJ ??? Longyuan Forming ???????????????????????????????????????????????????? MIM ????????? ?????????????????????????????????????????????

????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????????? ????????????????????????????????? ?????????????? ?????????????????????????? ??????????????????????????????????????? ??????????????????????????????? ??????????????????????????? Longyuan Forming ??????????????????????????????????????????????????????????????????????????????? ????????????????? "????????? + ?????????"
]]>