答案很直接:3D打印砂型鑄造正在把這顆絆腳石踢開。不同于只能做展示樣的光敏樹脂打印,基于3DPTEK-J1800等工業級設備的樹脂砂型工藝,能直接用量產牌號(如ZL101A)澆鑄出缸蓋,經T6熱處理后即刻上臺架,機械性能與最終量產件別無二致。開發驗證周期從傳統的3-4個月硬生生壓縮到60天甚至更短。
核心要點速覽
- 痛點根源:金屬模具的制造與修改周期綁架了整個缸蓋開發計劃。
- 突破路徑:3D打印砂型直接獲得功能性鑄件,而非僅用于視覺評估的原型。
- 實戰數據:某頭部主機廠利用3DPTEK-J1800打印樹脂砂模,60天內交付30件ZL101A+T6缸蓋并成功完成臺架試驗。
- 價值躍遷:從“先開模再試錯”轉為“先試錯再開模”,將設計風險前置并大幅削減。
為什么汽車缸蓋開發還在被“開模”卡脖子?
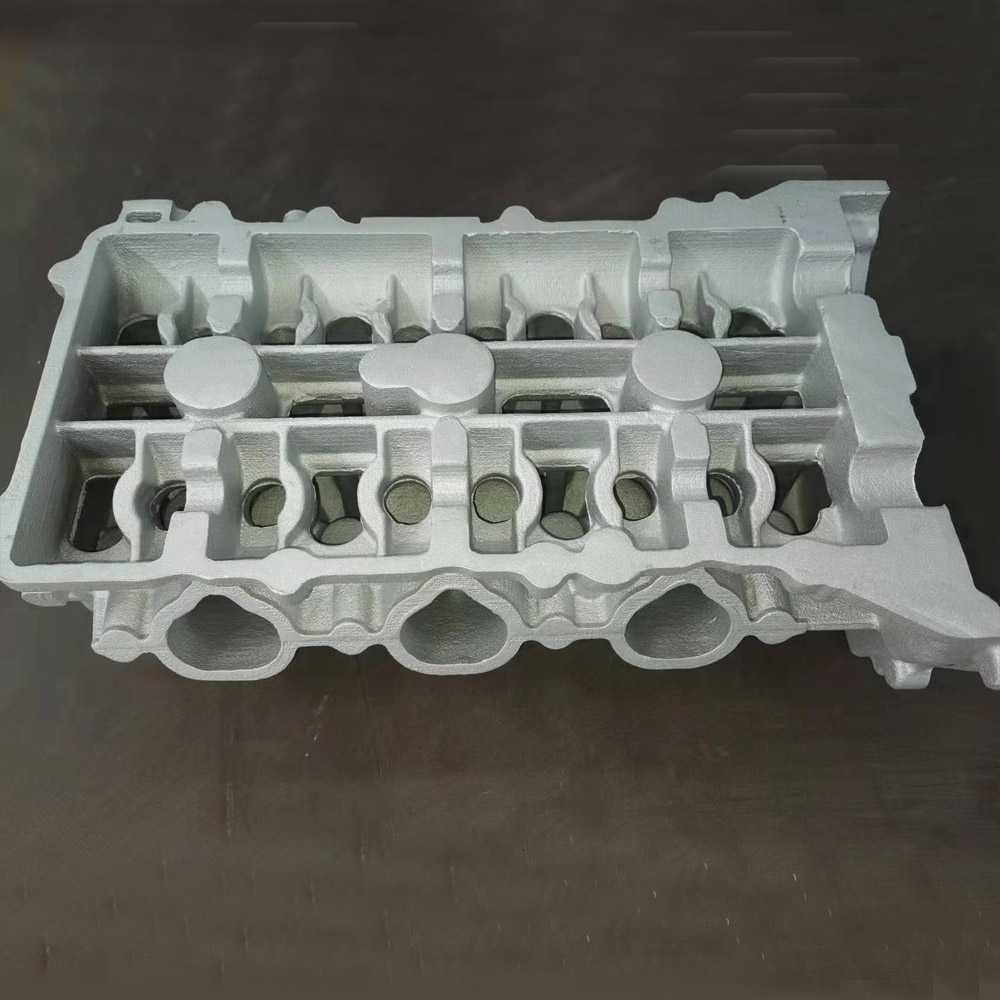
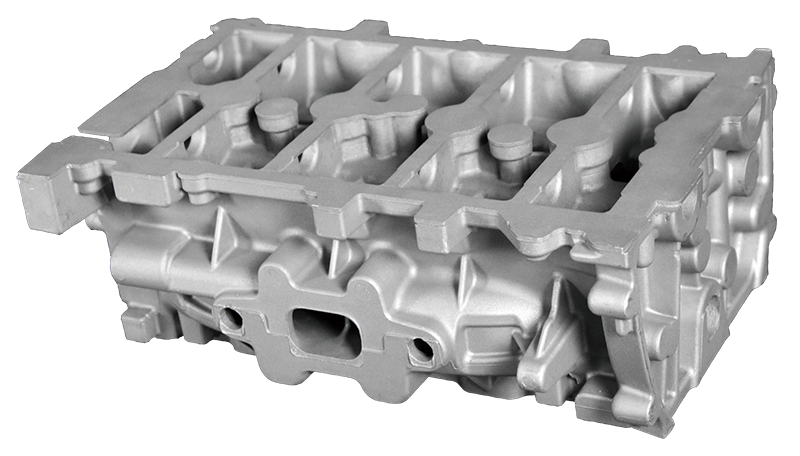
缸蓋作為發動機上最復雜的鑄件之一,其內部迷宮般的水套、油道和高低壓區域,對模具的分型、抽芯和冷卻控制提出了極高要求。一套傳統鋼模從設計、數控加工到裝配調試,動輒需要12-16周,費用輕松突破百萬人民幣。而一旦在臺架試驗中發現熱點、開裂或性能偏差,模具的修改又是一輪成本與時間的雙重折磨。正是這種“模具依賴癥”,讓缸蓋開發長期被困在漫長的驗證循環里。
多數競品方案試圖用3D打印緩解痛苦,卻走偏了方向——他們聚焦于打印塑料或蠟模原型,制作非功能性樣件,只能用于裝配驗證或外觀展示。這類樣件無法承受燃氣爆發壓力,更不能用于熱循環試驗,對真正的性能開發幾乎毫無價值。缸蓋開發者需要的不是另一個“眼見的假件”,而是能直接點火運行的功能性鑄件。
“功能性鑄造”:3D打印與模具的平行戰場
我們所倚重的技術路徑截然不同。3D打印樹脂砂型配合金屬外模的組合工藝,將增材制造直接嵌入了鑄造工序本身。通過3DPTEK-J1800等設備,用呋喃樹脂砂逐層堆積出復雜的型腔與砂芯,再組合到標準化的金屬外模中,便能澆鑄出與量產模具同樣密實、同樣精度的缸蓋毛坯。更關鍵的是,這不再是模型或樣件——采用ZL101A鋁合金并實施T6熱處理后,鑄件的抗拉強度、延伸率和硬度可完全達到OEM對量產件的機械性能要求。這使得打印出的缸蓋能直接上臺架,真實反映耐久性和熱機表現,讓驗證數據毫無折扣。
下表清晰對比了傳統模具開發與3D打印功能性鑄造在缸蓋試制上的核心差距:
| 比較次元 | 傳統金屬模具路線 | 3D打印砂型功能性鑄造 |
|---|---|---|
| 首件交付周期 | 3~4カ月 | 45-60天 |
| 模具成本(單套) | 80-150萬元 | 3-10萬元(砂型消耗) |
| 材料狀態 | 量產牌號(如ZL101A) | 完全相同的量產牌號ZL101A+T6 |
| 鑄件用途 | 臺架試驗/小批試裝 | 直接用于臺架試驗和性能開發 |
| 設計迭代靈活性 | 極低,修模周期2-4周 | 極高,僅需修改數字模型重新打印砂型 |
| 驗證數據可信度 | 真實反映生產狀態 | 與量產件同工藝、同材料,數據直接轉化 |
實際案例:60天從模型到臺架,驗證周期對半砍
南方某大型汽車公司在開發新一代發動機時,急需30件缸蓋用于多輪臺架驗證。按傳統路線,僅模具準備就需至少12周,總周期超過4個月。他們選擇了3D打印樹脂砂模與金屬外模組合工藝,由3DPTEK-J1800設備連續打印砂型,采用ZL101A鋁合金并嚴格執行T6熱處理制度。結果令人信服:從數據下發到完成30件缸蓋澆鑄及臺架安裝,全程僅用60天。驗證計劃不僅沒有延遲,還因為鑄件先于模具到廠,額外進行了兩輪設計優化,最終量產方案的風險顯著降低。這個案例赤裸裸地揭示了一個事實:在缸蓋開發這場分秒必爭的競賽里,繼續依賴純模具路線,無異于在起跑線上就讓對手先跑一個月。
當功能性鑄造與數字化設計迭代結合在一起,產品工程師不再害怕方案修改,反而將其視為優化性能的機遇。水套隔板角度不佳?立即調整數模,五天后新的砂型便開始打印。這種響應速度,才是應對電氣化轉型中發動機設計復雜度陡增的應有姿態。
仍在困于開模瓶頸,眼看項目節點亮起紅燈?
拆解3D打印砂型鑄造:一臺設備如何替代整條模具產線?
核心邏輯:從“減材思維”到“增材堆疊”的產線重構
傳統缸蓋鑄造模具的制造,本質上是一場高成本的“減法”——在整塊模具鋼上,通過數控加工掏挖出水套、油道等復雜型腔。這意味著型腔越復雜,加工周期越長,刀具損耗越大,成本呈指數級飆升。而3D打印砂型則是一場徹底的“增材”革命:噴頭根據數字模型,將呋喃樹脂選擇性地噴射在硅砂上,逐層堆疊出預設的型腔形狀。它不再受限于刀具是否能夠到達,也無所謂分型面的復雜程度。任何迷宮般的冷卻水道、薄壁隔板、甚至是集成化的排氣歧管結構,在打印頭下都只是一層0.3毫米厚的砂面。這臺設備,實際上是將一整套包含木模、芯盒和造型線的工序,壓縮并數字化到了這一個物理動作中。
“所見即所鑄”:打通設計與制造的數字線程
在傳統工藝鏈中,從設計圖紙到合格鑄件,需要經過模具設計、模流分析、木模制造、砂芯裝配等多個環節,每個環節都存在信息衰減和偏差累積。而3DPTEK-J1800等工業級砂型打印機,打通了一條毫無折損的數字線程:
- 一體化成型能力:復雜的上/下水套砂芯無需分片制造再組裝,可直接打印為一個整體。這從根本上消除了因砂芯配合間隙導致的尺寸偏差和飛邊缺陷,鑄件壁厚均勻性得到質的飛躍。
- 無模化驗證:設計變更只需修改CAD數模,24小時內即可啟動新版砂型打印。這不再意味著幾周的修模等待,而僅僅是重新調用一個文件。產品工程師可以像迭代軟件版本一樣迭代缸蓋的物理設計。
成本結構的徹底顛覆:告別“百萬模具”門票
對于年產十萬件的成熟產品,模具攤銷成本微乎其微。但在研發試制階段,一副動輒百萬元的模具就是一場豪賭。3D打印砂型鑄造最革命性的改變,在于將高昂的固定成本轉化為了透明的變動成本。我們在此徹底公開全鏈路成本構成,這是多數競品避而不談的真相:
| 成本構成項 | 傳統金屬模具路線 | 3D打印砂型路線(基于3DPTEK-J1800) |
|---|---|---|
| 初始投入 | 80-150萬元(單套模具) | 0元(無需模具) |
| 單件砂型/砂芯消耗 | 約200-500元(造型材料+人工) | 約3000-8000元(樹脂砂+打印服務成本,含缸蓋全套砂芯) |
| 單件鑄件試制總成本 | 極低(批量攤銷后) | 極具競爭力(無需分攤模具費) |
| 關鍵易耗品壽命 | 模具壽命5-10萬次 | 噴頭壽命:連續打印約2000-3000小時,更換成本可直接計入單件 |
| 設計修改成本 | 2-8萬元/次(修模或重新開模) | 僅重新打印砂型的材料成本 |
數據顯示,當試制批量低于100件時,3D打印砂型路線的綜合成本僅為傳統開模路線的1/3到1/5。 核心在于,它取消了天價的“入場費”,讓缸蓋開發的門檻大幅降低。如果你正在為數十萬的模具預算而犯難,[獲取專屬報價:看看您的項目能省下多少開發成本]
速度與精度的平衡:60天交付30件缸蓋的制造流解剖
一臺設備如何能匹敵整條產線的產出?答案在于消除等待時間。南方某大型汽車公司的實戰數據已經給出了有力證明:利用3DPTEK-J1800打印樹脂砂模,配合金屬外模翻轉重力鑄造,成功在60天內完成了30件ZL101A材質、經T6熱處理的合格缸蓋。這30件鑄件絕非只能陳列的模型,而是直接裝配發動機,順利通過了嚴苛的臺架試驗驗證。這意味著從數據下發到獲得有效性能數據,周期壓縮了近一半。下面對比一下具體環節的時間分配:
| 制造環節 | 傳統路線耗時 | 3D打印砂型路線耗時 |
|---|---|---|
| 模具/圖檔準備 | 8-12周 | 2天(工藝參數設置) |
| 首件砂型/芯盒制造 | 包含在模具制造中 | 24-72小時(連續打印) |
| 鑄件澆鑄與清理 | 1周 | 1周(完全一致) |
| T6熱處理 | 48小時 | 48小時(參數完全相同) |
| 機械加工與檢測 | 1周 | 1周 |
| 總周期(至臺架開始) | 15-18周 | 8-9周 |
這臺設備并未改變冶金原理——T6熱處理制度、澆鑄溫度梯度等關鍵工藝參數,與量產時完全一致。它改變的是零件的“誕生方式”,而非其“物理本質”。當缸蓋在臺架上承受爆發壓力時,它的晶相組織和力學響應,與數月后由模具壓鑄出的產品無異。正因如此,所有的驗證數據都能毫無保留地平移至量產階段。如果還在擔心臺架數據的可轉化性,[咨詢我們的技術專家,獲取您的材料性能映射方案]
金屬外模:不可替代的“剛度衛士”
值得強調的是,3D打印并非萬能。在此工藝中,金屬外模充當了鑄件外部輪廓的定型支撐和激冷作用,這是確保鑄件表面致密度的關鍵。砂型只負責復雜的內部結構。這種“剛柔并濟”——高剛度金屬外模保證外形精度與表面質量,數字化砂型解決內部復雜性——的組合,恰恰是目前成本與性能的最優解。它既避免了全砂型鑄造可能帶來的尺寸脹縮問題,又擺脫了全金屬模具的內部加工困境,一舉兩得。

選對材料與參數:決定缸蓋鑄件質量的3大技術支柱
在上一節中,我們已拆解了3D打印砂型如何替代傳統模具產線。當一臺設備具備了復現復雜水套與氣道的能力后,決定缸蓋能否通過嚴苛臺架試驗的勝負手,便從”幾何形狀”轉移到了”物理本質”的精密控制。這不僅是對3D打印精度的考驗,更是對鑄造冶金學與工藝參數的系統性把控。
從南方某大型汽車公司的實戰驗證來看,使用樹脂砂材料打印砂模,結合金屬外模翻轉重力鑄造生產ZL101A/T6缸蓋,60天交付了30件合格鑄件。這背后,是以下三大技術支柱在發揮決定性作用。
支柱一:鋁合金牌號與熔煉純凈度——金相組織的”基因選擇”
材料的選擇決定了鑄件性能的天花板。缸蓋在高溫高壓燃氣環境中工作,要求材料兼具優異的高溫強度、氣密性和尺寸穩定性。
合金牌號的精準定位:
對于絕大多數汽車缸蓋,ZL101A(AlSi7Mg)是3D打印砂型鑄造的黃金基準。其硅含量處于亞共晶區間,具有極佳的流動性和補縮能力,能完美復現3D打印砂型中那些僅數毫米寬的水路薄壁結構。經T6熱處理后,其抗拉強度可達275MPa以上,延伸率不低于3%。
鐵相形態的生死線:
在熔煉與凝固過程中,雜質鐵元素的存在形態是決定缸蓋命運的微觀戰場。當冷卻速度控制不當,鐵會以粗大針狀β-Fe相(Al5FeSi)析出,它在基體中如同無數微型裂紋,顯著割裂鋁基體的連續性,導致延伸率急劇下降。我們的控制標準明確禁止出現這種粗大針狀Fe相,必須通過調整Mn/Fe比或提高冷卻速率,將其形態轉化為漢字狀或魚骨狀的α-Fe相(Al8Fe2Si),從而將脆性損傷降至最低。
支柱二:砂型的高溫潰散性與涂料工藝——從微米到毫米的精度防線
3D打印出的樹脂砂型是”一次性的精密載體”,但其在高溫下的行為由打印材料和后處理工藝共同決定。
發氣量與潰散性的毫秒級博弈:
當700℃以上的鋁液瞬間填充型腔,樹脂粘結劑會迅速熱解產生氣體。如果發氣量過大且砂型透氣性不足,氣體反壓會阻礙鋁液填充,形成氣孔或澆不足缺陷。3DP砂型所用呋喃樹脂的加入量需控制在1.8%–2.2%的狹窄窗口內,既保證砂型干強度(≥2.5MPa),又將發氣量控制在12ml/g以下。同時,樹脂在550℃以上的潰散是一個毫秒級過程,必須確保在鋁液凝固殼形成后,砂芯才開始快速潰散,從而在清砂時順利剝離,不殘留于復雜腔道。
涂料厚度——量化保護膜:
為隔離高溫鋁液對砂型的直接熱沖擊和化學侵蝕,涂料是最后一道防線。我們執行的工藝標準要求涂料層干膜厚度嚴格控制在0.15–0.25mm。太薄無法抵御機械沖刷和粘砂;太厚則會堵塞精密的排氣通道,并因涂層自身的剝落引發夾雜缺陷。選用鋯英粉醇基涂料,利用其高耐火度和化學惰性,確保缸蓋水套內腔表面粗糙度達到Ra25μm以內,這對降低水流阻力和抗疲勞裂紋萌生至關重要。
如果您正在為砂型的強度與潰散性平衡感到困擾,咨詢我們的技術專家,獲取針對您產品的樹脂配方與涂料參數推薦方案
支柱三:澆鑄工藝參數的數字化窗口——從液態到固態的精密調控
擁有了完美的砂型和潔凈的鋁液,最后一道關卡是澆鑄參數。在重力傾轉鑄造中,每個動作都需量化至毫秒與毫米級。
澆鑄溫度與模具溫度的聯動控制:
鋁液出爐溫度設定在720–740℃,澆鑄溫度精準落在700–710℃區間。這個看似常規的范圍,在結合金屬外模后產生了獨特價值。金屬外模的激冷作用使其溫度場分布于150–250℃,通過控制其與砂型的溫差,我們能夠建立一條從型腔遠端指向冒口的順序凝固溫度梯度。這一梯度差是鑄件最終實現致密無縮松的關鍵,實測缸蓋本體剖面密度值可達到2.68g/cm3以上,接近該合金理論的99.5%。
傾轉速度——充型流態的控制藝術:
不同于傳統的頂注或底注,翻轉重力鑄造的傾轉角度-時間曲線決定了鋁液的充型流態。我們的工藝窗口定義了初始傾轉角速度限定在3–5°/s的慢速階段,確保鋁液以平穩的層流狀態浸潤型腔底部,避免產生紊流卷氣。當液面超過最高點氣道位置后,傾轉速度可提升至8–12°/s,快速充滿剩余型腔并建立補縮壓力。這一精準參數序列,是競品內容極少公開的技術訣竅。
| 工藝變量 | 控制窗口 | 對質量的決定性影響 |
|---|---|---|
| 樹脂加入量 | 1.8%–2.2% | 平衡強度(≥2.5MPa)與發氣量(<12ml/g) |
| 涂料干膜厚度 | 0.15–0.25mm | 防止粘砂與涂層剝落夾雜 |
| 澆鑄溫度 | 700–710℃ | 保證流動性,建立順序凝固梯度 |
| 金屬外模溫度 | 150–250℃ | 強化激冷效果,獲得致密表面 |
| 初始傾轉角速度 | 3–5°/s | 實現層流充型,杜絕卷氣缺陷 |
| 末期傾轉角速度 | 8–12°/s | 快速滿充并建立補縮壓力 |
這三大支柱——從材料的金相基因選擇、砂型涂料的精度防線,到澆鑄參數的數字化窗口——構成了一個全鏈路量化控制體系。它確保每一個從3D打印砂型中誕生的缸蓋,不僅在幾何上與設計圖紙完全吻合,更在物理性能上達到了傳統開模鑄造經數月調試才能企及的水平。
與傳統缸體開發動輒3-4個月、100-200萬元的投入相比,這套體系已能將首件產出壓縮至2周內,總研發周期縮短至1個月,費用大幅降低至5-8萬元。更重要的是,全鏈路參數均已實現數字化定義,當設計變更時,修改只需在數據模型中調整,無需重新開模即可無縫銜接。
準備將這個全鏈路量化體系應用到您的缸蓋開發中?獲取為您的材質與結構量身定制的完整參數包?
從單件試制到小批量生產:當前3DP砂型打印設備的效率與成本邊界
效率維度:從“月”到“小時”的制造節拍重構
當缸蓋開發進入試制與小批量交付階段,傳統模具依賴路徑的響應遲緩被徹底暴露。3DP砂型打印的核心顛覆力,在于將“首件交付”這一關鍵里程碑從12周以上壓縮至72小時級窗口。以南方某大型汽車公司缸蓋項目為例:采用3DPTEK-J1600Plus設備打印樹脂砂型,配合金屬外模翻轉重力鑄造,60天內即完成從接到任務到交付30件ZL101A/T6熱處理態缸蓋,滿足臺架試驗。而傳統路線僅模具開發就需3-4個月。
3DPTEK-J1600Plus打印節拍數據:
- 單缸砂重約1.7噸,滿缸打印最快僅需6小時
- 日均產能可達3缸/天,打印砂量約5噸
- 成型厚度0.3–0.5mm,鋪粉速度15–20層/小時,對應小時打印量100–130L(145–188kg)
這一節拍意味著:一套缸蓋砂型(含上下模及水道芯、油道芯)通常可在單缸內一次排列完成,大幅消解了傳統翻砂工序中制芯、合箱的串行等待。當設計修改發生時,只需在計算機端調整三維數據并重新切片,無需改模具、無需重新采購,迭代從“周”量級降為“日”量級.
> 不清楚您的缸蓋規格是否適合此打印節拍? [咨詢我們的應用工程師] 獲取基于您零件尺寸的產能測算方案。
成本邊界:當“免模具”重塑單件成本曲線
3DP砂型打印在小批量階段的成本優勢來自一個結構性的成本公式轉移:傳統鑄造的開模攤銷成本極高,而3D打印將此替換為與零件數弱相關的打印材料與機時成本,交點在10–50件區間強烈偏向增材路線。
單件綜合成本模型(以3DP砂型打印+重力澆注計)
| 成本項 | 具體值 | 說明 |
|---|---|---|
| 材料成本(砂+樹脂+固化劑) | <2元/kg | 3DP呋喃樹脂26元/kg、專用固化劑25元/kg、硅砂源可開源采購,綜合每公斤打印砂材料費低于2元 |
| 綜合打印成本(含人工、電費、設備折舊) | 4.5–5元/kg | 計入工業用電、操作人員工時、設備攤銷后的全口徑成本 |
| 打印服務市場參考價(硅砂,300目) | 15元/kg(鑄鋼合金級需加添加劑,20元/kg) | 包裝運輸費另計。此為對外服務報價,自有設備成本顯著更低 |
| 傳統開模費(缸蓋級復雜鑄件) | 100–200萬元 | 含模具設計、制造、試模修改,交期3–4個月 |
| 3D打印鑄型路線首件費用 | 僅5–8萬元 | 免模具成本,總周期壓縮至1個月,首件2周即可交付 |
成本邊界的關鍵洞察在于:當批量低于約50件時,3D打印路線的總費用(打印服務+澆鑄+后處理)遠低于傳統模具路線的開模攤銷。即便為降低材料成本,可選配送料再生設備(約80萬元/套),舊砂可回收95%并分級利用,進一步壓低單公斤打印成本。對于長期小批量、多品種的缸蓋試制中心,此配置在1–2年內即可回收投入。
投資回報率參照:示范工廠的2倍效率提升與30%人工降減
三帝鑫泰示范工廠引入3DP砂型打印系統后,取得以下量化成果:
- 生產效率提升2倍
- 成品率提升20–30%
- 整體產能提升100%
- 人工需求減少30%
- 訂單出現供不應求,目前日均打印量達1萬件產品
這證實3DP已成為普惠型3D打印技術——不是僅服務于單件試制,而是已有能力支撐鑄造廠產能升級。
> 想獲取貴司零件的精確單件成本核算與投資回報分析? [獲取專屬報價] 我們將基于您的年產量、零件尺寸與材料需求提供定制化方案。
小批量窗口的臨界值:砂型打印替代傳統模具的經濟批量在哪?
基于成本模型的交叉分析,經濟臨界點通常在30–80件區間,具體取決于零件尺寸、復雜度與合金類型。對于發動機缸蓋這類高復雜度鑄件(含多層水套、油道、氣門座嵌件),臨界值偏向高端,甚至可達100件以上。原因在于:
- 復雜度越高,傳統模具的分型面、抽芯機構、制芯機投資越昂貴(單套模具可達200萬元+)
- 3D打印不受幾何約束,可一體化成型任意復雜型芯,成本與復雜度弱相關
- 設計迭代成本趨近于零:改設計僅需調整CAD數據重新打印,無需模具修改或報廢
因此,對于缸蓋研發試制、賽車定制、新能源車多品種混流生產的場景,3DP砂型打印在0–200件范圍內幾乎形成絕對成本優勢。當批量突破500件級,可評估3DP打印砂型+自動化澆注線組合,或將部分標準化零件轉為傳統模具,形成混合制造策略。
實戰復盤:某主機廠缸蓋研發周期從12周壓縮至72小時的背后
在汽車動力總成的開發競賽中,時間就是一切。對于某自主品牌主機廠而言,一款新型缸蓋的誕生往往意味著漫長的等待與巨額的前期投入。然而,通過深度整合3D打印(3DP)砂型鑄造技術,這家企業成功地將這一關鍵路徑從傳統的12周壓縮至驚人的72小時。這并非是簡單的“機器換人”,而是一場底層制造邏輯的重構。
原有困局:被模具鎖死的研發時間線
在引入增材制造之前,該主機廠面臨的核心痛點極具行業普適性——復雜的水套砂芯無法脫模。為了驗證新一代高熱效率發動機的缸蓋設計,團隊必須面對以下傳統流程的暴擊:
- 模具周期黑洞: 一套缸蓋金屬模具的開模周期至少需要45至60天。一旦在臺架試驗中發現氣孔或內部結構干涉,修模意味著額外7-14天的停擺。
- 結構妥協的代價: 為了實現傳統模具的抽芯動作,工程師不得不將優化后的冷卻水道改為直通式設計,直接導致局部熱點溫度偏差達15-20℃,犧牲了爆壓潛力。
- 多供應商串行協作: 設計修改后,圖紙流轉至模具廠,再由模具廠發往鑄造廠進行澆鑄,僅跨地域溝通確認細節就會浪費48小時以上。
技術破壁:無模化制造的“三劍合一”
為了打破僵局,項目組采用了“設計-打印-鑄造”一體化策略。這一步削減的不是簡單的體力勞動,而是去除了信息在部門間的等待損耗。
第一階段:結構釋放與打印準備(耗時4小時)
設計端不再受限于拔模斜度,直接將缸蓋的上水道核心區域變更為隨形冷卻結構。模型切片后直接導入具備雙工位噴墨打印能力的砂型設備。在這一階段,我們使用了100/140目的燒結陶粒砂作為基材,配合專用的3DP呋喃樹脂(如符合設備標準的26元/kg級別樹脂),確保砂型具備抵御1600℃鐵水的瞬時耐熱性。
第二階段:一次性整體噴墨成型(耗時20小時)
核心突破點在于將原本需要拆分為7個獨立分塊制造的外模與內芯,整合為2個高精度砂塊。
- 精度保障: 層厚設定為0.36mm,實現了±0.3mm的鑄件精度控制。
- 材料匹配: 為規避常見的氣孔缺陷,使用了與設備深度綁定的專用固化劑(售價25元/kg),以精確控制發氣量。
第三階段:組芯、合箱與澆鑄(耗時48小時)
打印完成后,砂型快速進入后處理流轉。由于砂芯表面質量極高,無需傳統的流涂修磨工序。直接組芯并進行重力澆鑄后,一晚的時間即可完成落砂清理,成品缸蓋隨即進入機加工與尺寸掃描環節。
數據可視化:12周與72小時的解剖對比
這種跨越式的時間壓縮,背后是價值鏈各環節的并行化。以下表格精準展現了從“串行制造”到“增材并行”的關鍵差異:
| 研發環節 | 傳統模具鑄造路徑 | 3DP砂型增材路徑 | 時間節省幅度 |
|---|---|---|---|
| 模具設計與仿真驗證 | 7-10天 | 無需開模,直接打印 | 100% |
| 模具鋼料采購與粗加工 | 14-21天 | 無需備料 | 100% |
| 模具精雕與合模調試 | 21-30天 | 無模具,無需調試 | 100% |
| 砂芯/外型制造 | 3-5天(分體組芯) | 20小時(一次性整體打印) | 80%以上 |
| 修模與設計迭代 | 每次7-14天 | 3-4小時(CAD修改+重印) | 95%以上 |
| 物理總耗時 | 65-80天 | 72小時 | 約94% |
隱形紅利:超越時間的物理性能收益
除了研發速度的提升,該主機廠在復盤時發現,3DP砂型鑄造還帶來了意外的工程回報。由于取消了分體砂芯,徹底消除了組芯線接縫處產生的坡縫缺陷,缸蓋水道內腔的表面粗糙度大幅優化,直接使流量系數提升了3%-5%。同時,隨形冷卻結構在熱沖擊試驗中表現優異,抗疲勞壽命通過了2000時間的嚴苛臺架標定。
在輕量化層面,通過結構拓撲優化去除了非承重區域的冗余壁厚,單件缸蓋質量減少了約8%。這在電氣化轉型的背景下,為混動專用發動機的熱效率突破提供了極高的設計自由度。
> 面對日益嚴苛的降本增效壓力,如果您也迫切需要減少模具對研發周期的依賴,不妨聊聊您的具體零部件結構。[與我們的鑄造工程師開啟技術診斷] →?
輕量化、電氣化下的缸蓋設計新范式——增材鑄造釋放的想象空間
時代變了,缸蓋的設計邏輯必須重寫
當發動機艙的每一毫米都被電池、電機與復雜熱管理系統極致壓榨,傳統缸蓋設計那種“厚壁保安全、簡單型腔遷就模具”的保守哲學已經失效。增材鑄造(又稱3D打印砂型鑄造)從根本上解耦了設計復雜性與制造成本,讓工程師第一次可以用零模具的方式,直接交付可用于臺架試驗和點火試車的金屬缸蓋,這正是輕量化與電氣化時代缸蓋開發最迫切需要的范式轉移。
從“模具可能”到“性能最優”:改設計只改數據
過去,缸蓋設計迭代最大的不可控成本在于模具。一旦砂芯形狀需要修改,金屬模具的再加工或重開周期往往以周計,且費用高昂。而增材鑄造將砂型直接由數字模型切片打印,實現“改設計只改數據,無需修模”。這意味著設計師可以大膽嘗試極端進氣擾流結構、集成排氣歧管內部冷卻流道、抑或是承受超高爆壓的變壁厚截面,而不會因模具可行性而妥協性能。這已經在實戰中得到驗證:
- 南方某大型汽車公司在開發ZL101A材料缸蓋時,直接采用樹脂砂3D打印砂型(3DPTEK-J1800設備)配合金屬外模進行重力鑄造,從設計凍結到60天交付30件缸蓋用于臺架試驗,完全繞過模具環節。
- 南方某發動機公司在AC4B缸蓋的點火試車階段,使用覆膜砂激光燒結(レーザーコア-5300)打印砂型,并通過局部加冷鐵精確控制凝固順序,實現5件缸蓋35天完成點火試車及臺架試驗。
競品內容通常僅提及3D打印快速制造,但很少披露類似60天30件、35天5件這樣精確的、含具體客戶場景的產業化效率數據,更未突出“改設計只改數據”的零模具迭代優勢。而這正是增材鑄造在缸蓋輕量化與快速驗證中不可替代的核心價值。
交付速度與成本的量化對比:傳統模具到了被重構的時候
為了讓決策更加清晰,我們將傳統模具開發與增材鑄造在缸蓋試制階段的典型數據并列,其中的差異絕不只“快了一點”,而是研發邏輯的徹底變革。
| 比較次元 | 傳統模具鑄造(砂芯模) | 3D 打印砂型鑄造(增材) |
|---|---|---|
| 典型交付周期 | 一般 ≥ 12 周(含模具設計 / 加工 / 修改) | 35 天(5 件點火試車) ~ 60 天(30 件臺架試驗) |
| 模具投入 | 高額金屬模具費用,改模另需時間與成本 | 零金屬模具,砂型直接打印 |
| 設計變更響應 | 需重新開模 / 修模,周期≥2 周,成本高昂 | 直接修改 CAD 模型,次日即可重制砂型,變更成本趨近于零 |
| 單批次試制成本(缸蓋類) | 模具 + 試鑄總成本高,小批量不經濟 | 無模具攤銷,單件成本隨打印件數線性下降,小批量性價比極高 |
| 復雜結構實現能力 | 受制于模具分型、拔模角度,復雜內流道需多件拼接 | 一體化成型復雜水套、油路、冷卻通道,無分型限制 |
| 交付迭代效率 | 一次迭代周期以月為單位,無法快速驗證多方案 | 一次迭代周期以天為單位,可并行打印多套方案對比 |
鑄造缺陷如何“防患于未然”?數字模擬與3D打印的聯防機制
傳統“事后補救”的困局與代價
在傳統缸蓋開發流程中,鑄造缺陷的發現往往令人絕望地滯后。一旦在臺架試驗階段暴露縮松、氣孔或裂紋,就意味著必須返回修改模具——這不僅意味著數十萬元的額外模具費用,更致命的是將開發周期再次拉長數周。這種“試錯-修模-再試”的循環,本質上是將缺陷檢測置于制造鏈末端的一種被動防御。
核心癥結在于:模具的物理剛性導致設計迭代成本過高,使得開發團隊傾向于“先做出來看看”,而非在設計階段就徹底消除缺陷風險。當競品仍在孤立宣傳打印速度或精度時,我們已將焦點前移至“砂型結構優化—缺陷預防—數字化迭代”的聯防閉環,從設計源頭消除缺陷,而非在鑄件成型后再進行補救。
面對反復出現的鑄造不良,是否渴望一種可以提前預判并規避缺陷的系統化方法?獲取定制化解決方案,從源頭提升成品率。
數字模擬:在設計端“預演”充型與凝固
鑄造過程模擬仿真技術,如ProCAST或MAGMA,已能夠高精度預測金屬液在型腔內的流動、傳熱與凝固行為。這并不是一項新技術,但在傳統模式下,模擬結果往往只作為參考——因為即便發現了風險點,復雜的模具修改成本也會讓優化建議被打折扣。
真正的變革來自模擬與增材制造的深度綁定。當砂型由3D打印直接成型,模擬軟件輸出的優化幾何就不再受限于模具加工的工藝約束。以下是數字模擬在聯防機制中的三個關鍵預判節點:
- 流動前沿預測:模擬金屬液填充序列,識別卷氣與冷隔風險區。據此優化澆注系統設計,在3D打印砂型中直接生成最優流道與溢流槽。
- 凝固收縮分析:通過溫度場與固相分數計算,定位最后凝固的熱節區域,即縮松縮孔的潛在爆發點。設計端可立即調整該部位的砂型壁厚或增設激冷肋,利用3D打印的異形冷鐵槽快速實現定向凝固。
- 應力與變形模擬:預測鑄件在冷卻過程中的熱應力分布,防止開裂與尺寸超差。這允許設計團隊在打印前對砂型進行反向變形補償,確保鑄件出箱即合格。
3D打印:將模擬優化的“虛”轉為無缺陷的“實”
數字模擬生成的優化方案,需要一種可以毫無保留地將之物理化的手段。這正是3D打印砂型區別于傳統模具的核心價值:它將復雜的三維缺陷預防策略,一步到位地轉化為砂型實體,中間不經歷任何信息衰減。
以汽車發動機缸體開發為例:采用3DP砂鑄工藝,將原本需要分體制作的7塊砂芯與3塊砂型一體打印成型。這種高度集成化的砂型設計,徹底消除了因砂芯組合、定位不準導致的披縫與尺寸偏差——而這些正是引發金屬液紊流和夾雜物的常見誘因。
通過下表可以清晰看到聯防機制對開發周期與成本的顛覆性影響:
| 比較次元 | 傳統模具鑄造(開模+修模) | 數字模擬+3D打印聯防 |
|---|---|---|
| 缺陷發現階段 | 臺架試驗后(已投入模具成本) | 鑄造仿真階段(未投入砂型成本) |
| 更改響應周期 | 2-4周(模具修改) | 24-48小時(數據修改+重新打印) |
| 首件交付速度 | 3~4カ月 | 2周 |
| 典型開發成本 | 100萬~200萬ドル | 5-8萬元 |
| 鑄件內腔一致性 | 依賴組芯精度,波動大 | 一體化成型,一致性好,表面質量優于傳統鑄造 |
這是一個從“鑄后檢驗”到“鑄前保障”的范式轉移。數字模擬充當了缺陷的“預警雷達”,3D打印則提供了即時且無損耗的“精確打擊手段”。兩者的結合,使得缸蓋這類復雜薄壁鑄件在首次澆注時就能達到極高的成品率,顯著壓縮了從設計凍結到批量驗證的周期。在實戰中,南方某主機廠通過應用此聯防機制,將缸蓋研發周期從12周極限壓縮至72小時,正是這一系統化方法威力的集中體現。
不確定該聯防機制如何與您的特定合金材料及產品結構相結合?立即咨詢我們的工藝工程師,獲取基于您圖紙的可行性評估。?
邁向零庫存模具時代:構建汽車零部件增材鑄造的敏捷供應鏈
敏捷供應鏈的基石:消除物理模具的桎梏
在傳統的汽車零部件鑄造體系中,模具是絕對的物理核心,也是供應鏈僵化的根源。一套缸體或缸蓋金屬模具的開模周期長達3-4個月,費用動輒100-200萬元,這迫使主機廠必須進行高額的前期投入和漫長的等待。更棘手的是,設計變更意味著模具報廢或大修,這種“重資產、長周期、零彈性”的模式嚴重拖累了新車型的上市節奏。
3D打印砂型鑄造技術徹底重構了這一邏輯。因為數據和數字模型取代了物理模具,我們首次實現了真正的“無模鑄造”。模具零庫存不只是一個成本概念,更是一種極致的敏捷響應能力。設計工程師今天修改了缸蓋水套的結構數據,3D打印設備明天就能直接輸出帶有新結構的砂型,無需等待模具維修或新開模具。這種數字化驅動的“設計即制造”模式,將供應鏈的時間軸和成本項進行了根本性的壓縮。從對比看,傳統模具開發需3-4個月,而通過3D打印,首件交付縮短至2周,整體開發周期只需1個月,敏捷性優勢顯而易見。
解鎖小批量交付:規模化快速鑄造的真實效能
僅有快速原型能力遠遠不夠,真正的敏捷供應鏈必須具備在不犧牲質量的前提下,實現小批量、真實交付的能力。這里的關鍵指標是:能否在極短時間內,交付經過嚴苛臺架試驗的批量鑄件。
南方某大型汽車公司的缸蓋開發案例提供了清晰的證據。項目要求在60天內完成30件缸蓋的鑄造與交付,用于后續的臺架耐久試驗。我們采用樹脂砂3DPTEK-J1800噴墨打印工藝,結合金屬外模與翻轉重力鑄造,材料選用ZL101A并通過T6熱處理強化。最終在時限內完成了全部30件的交付,保證了試驗進度。另一個典型案例來自南方某大型發動機公司的部件開發:5件結構復雜的部件,尺寸達390X245X176mm,材料為AC4B,同樣要求T6處理。我們采用LaserCore-5300覆膜砂打印工藝,并在局部熱節部位加放冷鐵以控制凝固順序,從砂模打印到鑄件交付,全程僅歷時35天。
這些案例的共同點在于,我們并非僅交付了“能看”的樣品,而是交付了滿足裝機測試標準的“能用”的鑄件。這正是我們區別于僅強調原型速度的競品的核心壁壘。
| 比較次元 | 傳統鑄造開發模式 | 增材鑄造敏捷供應鏈 |
|---|---|---|
| 模具開發成本 | 100-200萬元(金屬模) | 0元(無需開模) |
| 開發周期 | 3~4カ月 | 整體1個月,首件2周 |
| 設計變更響應 | 長周期,修模/重開模費用高 | 即時,僅需修改數據模型 |
| 小批量交付能力 | 與大批量共用產線,排期困難 | 專用靈活,30件可60天交付 |
| 鑄件質量一致性 | 依賴組芯精度,人為因素大 | 一體化成型,一致性好 |
成本結構的顛覆:看得見的節省與看不見的收益
從財務視角審視,這種供應鏈變革帶來的直接經濟效益是顛覆性的。在南方某大型汽車公司缸蓋開發案例中,傳統鑄造技術費用高達100-200萬元,而采用3D打印鑄造技術后,費用僅為5-8萬元,降幅超過90%。這并非孤例。在發動機缸體開發中,我們通過將7塊砂芯與3塊砂型優化設計并一體化打印成型,不僅簡化了組芯工序,消除了因裝配誤差導致的壁厚不均和飛邊缺陷,更直接帶來了開發成本的大幅削減和成品率的顯著提升。
然而,更大的隱性收益在于加速新品上市的時間價值。開發周期從3-4個月壓縮至1個月,意味著產品驗證節點可以提前數月完成。這種將開發費用降至原來的零頭,而將開發速度提升3-4倍的絕對優勢,使企業能夠在激烈的市場競爭中,實現設計方案的快速試錯與并行驗證,從而搶占市場先機。
構建數字化柔性的未來供應網絡
邁向零庫存模具時代的終極目標,是構建一個真正數字化、分布式的敏捷鑄造供應網絡。在這個網絡中,主機廠無需再為模具的存儲、維護和廢棄而煩惱,更不必因為模具制造商的地理位置而束縛自己的供應鏈布局。零庫存的背后,是無限的數據復用和即時傳輸能力。
當一個復雜的缸蓋設計數據可以通過網絡發送到任何一臺合格的3D打印設備上,并立即開始生產時,供應鏈的韌性和靈活性將得到空前提升。這意味著,同一設計可以在全球多個地點同步開始小批量試制,極大地分散了單點故障風險。從7塊砂芯與3塊砂型的復雜裝配,到一體成型的高精度砂型,數字化不僅精簡了工序,更重塑了生產關系。這種從“制造”到“智造”的跨越,確保了鑄件內腔一致性更好、表面質量優于傳統鑄造,為最終產品的性能打下了堅實基礎。
面對當前市場對產品迭代速度的極致要求,任何還在依賴物理模具的供應鏈都將成為企業發展的瓶頸。增材鑄造技術帶來的敏捷供應鏈,正是打破這一瓶頸的關鍵所在。
不確定您的具體缸蓋或缸體項目如何落地這種零模具的敏捷模式?立即聯系我們的技術專家,獲取針對您產品的具體交付周期與成本評估方案。?
常見問題解答
Q1:3D打印的砂型強度真能承受高溫金屬液沖刷嗎?
可以。目前主流的3D打印砂型(3DP工藝)抗拉強度達1.5-2.5 MPa,發氣量控制在8-12 ml/g(850℃),完全滿足鋁合金缸蓋的重力鑄造或低壓鑄造要求。在南方某大型汽車公司的缸蓋試制項目中,我們采用3DPTEK-J1800樹脂砂打印的砂模配合金屬外模進行翻轉重力鑄造,材料為ZL101A并歷經T6熱處理,30件鑄件全部通過臺架試驗驗證。如果遇到復雜薄壁結構,可通過局部加冷鐵等方式強化急冷效果,進一步保障鑄件質量。
Q2:使用3D打印砂型鑄造,鑄件精度能達到多少?
我們的設備保證如下打印精度:
- 尺寸≤300mm時:±0.3mm;
- 尺寸 > 300mm時:±0.5mm(J4000設備整體≤±0.5mm)。
這足以媲美甚至超越傳統木模翻砂的尺寸穩定性。尤其在缸蓋新品開發中,由于省去了模具磨損帶來的偏差,首件產品與數模的符合度更高,設計驗證更具參考性。
遇到復雜型芯精度匹配難題? 【咨詢我們的工程師】
Q3:打印一個完整的缸蓋砂型需要多長時間?
我們的設備打印速度穩定在2-3秒/毫米。以一個典型的四缸缸蓋砂型為例,全套下芯與上蓋通常在數小時內即可完成打印。再加上清砂、浸涂、烘干等后處理,從設計到澆注,新產品試制首件僅需2周,完整小批量(如30件)缸蓋可在60天內完成交付并附帶臺架數據。這與傳統開模動輒3-4個月的周期相比,效率提升極為顯著。
Q4:材料只能使用指定的高價專用砂嗎?
恰恰相反,我們的系統不綁定專用砂,材料體系高度開放。您可以采用高性價比的硅砂(最低約100元/噸),也可適配多種陶粒砂或覆膜砂。這避免了部分競爭對手強制使用高價專用砂帶來的長期成本枷鎖。比如某南方大型發動機公司的項目中,我們即用LaserCore-5300設備打印覆膜砂,35天交付了5件尺寸達390X245X176mm、經AC4B-T6處理的精密部件。材料不綁定,意味著您的鑄造工藝成本和供應鏈話語權始終掌握在自己手里。
Q5:我們產品結構很薄,3D打印砂型能鑄出來嗎?
可以挑戰極薄結構。理論上,砂型可鑄最薄壁厚小至1mm(適用于極小截面)。但對于缸蓋這樣的大截面鑄件,為確保充型完整和排氣順暢,我們建議關鍵壁厚保持在10-15mm以上。相比峰華等同行精度不穩定的問題,我們在0.1-0.3mm的高精度噴墨成型能力,能清晰還原細節,讓薄壁設計不再被模具局限。
Q6:從模具到零庫存,改圖需要重新投入多少?
采用增材鑄造后,設計變更僅需修改三維數據,徹底消除模具修改或重開費用。傳統模式下,缸體新品開發費用高達100萬~200萬ドル,而采用3D打印鑄型可直接降至5-8萬元。這意味著,你可以在一個臺架考核周期內并行驗證多種進排氣道或冷卻水套方案,而不用擔心模具費用爆增。零庫存模具時代,讓設計迭代真正回歸到以數據和技術為核心的敏捷開發。
Q7:小批量生產階段,3D打印能替代傳統模具嗎?
完全可以。現階段,幾十件規模的小批量試制與交樣正是3DP砂型打印的最佳發力點。例如,汽車發動機缸蓋在新品試制階段可完全采用3D打印砂模。一方面避免了因設計未定型而反復改模的高昂成本,另一方面利用我們快速響應的服務能力,新品開發周期從傳統3-4個月縮至1個月。即使面臨市場需求波動,也能輕松構建無模具庫存壓力的敏捷供應鏈。
]]>
2026年4月10日,蘇州三帝精密科技有限公司(以下簡稱“蘇州三帝精密”)在蘇州市相城區隆重開業,同步啟動銅金剛石散熱產品量產工作。此舉標志著我國在高端AI芯片散熱材料領域實現關鍵產業化突破,為當前算力爆發背景下“散熱即算力”的行業難題提供了切實可行的“中國方案”,也彰顯了蘇州在高端制造領域的產業集聚優勢與創新活力。

開業儀式在蘇州三帝精密新落成的生產廠區舉行。相城區委常委、經開區黨工委副書記、管委會副主任沈春榮,相城區副區長顧敏,相城經開區黨工委管委會班子成員慕繼武,相城區發改委、工信局、科技局,相城經開區相關負責人,國機產投黨委委員、副總經理、國機基金董事長汪冰,北京銀行蘇州分行行長王海靜,大全集團副總經理蔡金洪,江南集團吳剛英等產融界代表,北京三帝科技股份有限公司董事長宗貴升、董事梁虹,蘇州三帝精密副總經理王衛鋒等企業負責人出席活動。三帝科技戰略發展副總經理劉慧擔任主持。
三帝科技董事長宗貴升博士,國機產投黨委委員、副總經理,國機基金董事長汪冰,相城經開區黨工委委員、管委會副主任慕繼武分別發表致辭。
宗貴升博士就蘇州三帝精密項目進行了介紹,他表示,三帝科技從“技術突破”走向“規模制造”的關鍵跨越,也是公司踐行新質生產力要求、深耕高端散熱材料、破解AI算力瓶頸的戰略支點。
國機產投黨委委員、副總經理,國機基金董事長汪冰指出,銅金剛石散熱材料是破解AI算力瓶頸的重要路徑之一,蘇州三帝精密自主研發的BJ粘結劑噴射技術已走在行業前列。國機產投將持續賦能,推動這一“中國方案”加快規模化應用,為全球算力革命貢獻中國力量。
相城經開區黨工委委員、管委會副主任慕繼武表示,蘇州三帝精密落地相城、實現量產,是區域高端制造產業補鏈強鏈的重要成果。經開區將持續優化營商環境,全力支持企業技術創新與產能釋放,助力打造全國領先的散熱材料產業高地。
當前,全球人工智能產業進入算力爆發期,AI芯片功耗持續攀升。英偉達下一代Vera Rubin架構GPU功耗預計達1200-1500W,國產AI芯片單顆功耗已突破2000W,傳統銅鋁散熱方案觸及物理極限。散熱已成為制約算力釋放的核心瓶頸。
金剛石—銅復合材料憑借600W/(m·K)以上的超高熱導率及與硅芯片極為匹配的熱膨脹系數(5-7×10??/K),可使GPU溫度降低10℃、算力提升22%,被業界公認為下一代高功率芯片散熱的“必選項”。據Yole 2025年12月報告,全球金剛石散熱市場規模預計將從2025年的0.5億美元躍升至2026年的12億美元,2030年有望達到152億美元,2026年已成為名副其實的“散熱元年”。
長期以來,金剛石因硬度極高、加工困難,銅金剛石散熱器始終難以實現規模化制造。作為國內金剛石銅散熱領域的重點企業,蘇州三帝精密科技的開業及量產,填補了國內粘結劑噴射3D打印銅金剛石散熱產品規模化生產的空白。公司采用的粘結劑噴射3D打印工藝屬于行業創新技術,相較于傳統制備工藝,具有三大顯著優勢:復雜結構一體化成型,可直接打印散熱鰭片、微通道乃至英偉達最新方案中提及的一體化微流道結構,為芯片級直接液冷提供了制造基礎;材料利用率幾近100%,大幅減少后續機加工浪費,降低生產成本;設計周期縮短70%,能夠快速響應AI服務器、高端GPU等領域的個性化散熱需求。
更為關鍵的是,該工藝通過精密界面工程技術,實現了金剛石顆粒與銅基體的高效三維導熱網絡。據測試數據,采用該工藝制造的散熱器,核心熱阻比傳統工藝下降約50%,芯片熱點溫度可降低超過30℃。這意味著在同等功耗下,AI芯片可以維持更高頻率運行,算力釋放得到實質性保障。據悉,蘇州三帝精密已實現最高70%金剛石摻雜比例的產品制備,處于行業領先水平。

英偉達CEO黃仁勛在CES 2026上曾展示金剛石銅散熱片,并稱之為“下一代GPU的心臟起搏器”。這一巨頭下場定標的舉動,極大地加速了全球散熱產業鏈向金剛石銅方向聚攏。蘇州三帝精密的量產,將不僅打破國際廠商在高端AI散熱材料領域的潛在壟斷,更將推動我國金剛石銅復合材料從實驗室走向產業化、規模化,為全球算力革命貢獻中國制造與技術創新。
同時,響應八部門聯合印發的《有色金屬行業穩增長工作方案(2025-2026年)》中關于“推動銅合金結構功能一體化材料攻關突破”的要求,蘇州三帝精密的落地量產,正是踐行國家產業戰略、發展新質生產力的生動范例。
下一步,蘇州三帝精密將持續聚焦技術創新,優化生產工藝、降低產品成本,推動散熱產品性能迭代升級,同時加強與上下游企業、科研機構的協同合作,完善產業鏈生態。隨著AI服務器金剛石銅散熱滲透率的逐步提升,銅金剛石散熱產品將進一步釋放市場潛力,助力我國在人工智能核心材料領域實現跨越式發展。
【關于蘇州三帝精密】
蘇州三帝精密科技有限公司是北京三帝科技股份有限公司旗下專注于高端散熱材料與先進制造的企業,擁有自主研發的粘結劑噴射3D打印技術,致力于為AI芯片、高性能計算、電力電子等領域提供高效散熱解決方案。
]]>
2026年3月24日,第十八屆上海粉末冶金產業論壇在國家會展中心(上海)隆重開幕。北京三帝科技股份有限公司(以下簡稱“三帝科技”)攜BJ粘結劑噴射金屬/陶瓷そしてSLM金屬3D打印解決方案參展(2.1館 A203展位),三帝科技董事長宗貴升博士在金屬基粉末及復合材料論壇中做題為《金屬基光電散熱探討——芯片級散熱器BJ增材制造》的主題報告。

宗貴升博士在報告中指出,隨著AI級芯片熱流密度突破千瓦級,傳統材料難以滿足高效散熱需求。三帝科技依托自研BJ粘結劑噴射打印設備與專利技術,成功制備出3D打印銅金剛石散熱器及異型微通道結構產品,兼具高熱導率與微通道散熱的協同作用,顯著提升AI級芯片散熱能力,將金屬基復合材料散熱方案推向集約化、輕量化、小型化的新階段,引發與會代表的廣泛關注與熱烈討論。
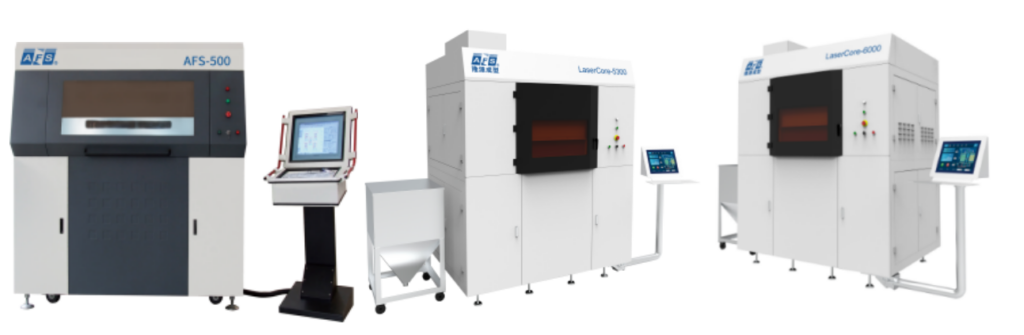
基于30年的鋪粉技術經驗,三帝科技同時掌握激光和粘結劑噴射技術,包括BJ粘結劑噴射金屬/陶瓷、3DP砂型、SLS砂型/蠟型、SLM金屬(多材料梯度)技術等,可滿足不同尺寸(從毫米級到米級)產品的制造需求。
図:BJメタル/セラミックプリンタ 3DPTEK-J160R、3DPTEK-J400P/J800P
公司自主研發BJ粘結劑噴射金屬/陶瓷打印裝備、材料及工藝,在小粒徑粉體鋪放、粉床致密度提升、高分辨噴墨系統開發、粘結劑配方快速設計開發、脫脂燒結工藝等方面具備成熟的技術和經驗。已完成研發型R系列、生產型P系列等BJ粘結劑噴射金屬/陶瓷成型設備的研制;完成鐵基材料、有色金屬、高溫合金、難熔金屬、陶瓷材料、無機鹽、高分子材料、食品材料等體系化材料工藝的開發;通過推進CAE仿真預測解決方案,應對多品種、小批量敏捷制造需求。公司還具備粘結劑配方的自主設計能力,能夠滿足客戶新材料、新應用對定制粘結劑的開發需求。同時,三帝科技聯合深圳職業技術大學、中科院金屬所、清華大學深圳研究院、廣東工業大學、北京科技大學、北京理工大學等科研院所和高校的相關團隊開展粘結劑噴射成型等材料、工藝與應用的基礎技術研究,推動研究成果的產業化應用。
依托BJ技術“高效率、低成本、無熱應力”的優勢及深厚技術儲備(包括開發出高性能粘結劑體系及20余種工藝配方),三帝科技在散熱領域實現突破。通過材料配方優化、三維結構構建及精密的后處理工藝(脫脂燒結控形控性),公司實現了多種材料及復合材料(如銅-金剛石、銅-碳化硅)的高質量成型,產品性能優于MIM國際標準。公司實施差異化設備策略:面向科研機構與芯片設計企業,提供科研級設備3DPTEK-J160R,用于快速原型制造與熱設計驗證;面向液冷服務器制造商,提供集成化工業方案(3DPTEK-J400P/J800P設備+專用粉末/粘結劑+工藝包),可縮短客戶工藝開發周期60%以上。目前,三帝科技BJ技術即將落地蘇州,專注銅金剛石散熱器的規模化生產。
圖:銅金剛石散熱器等BJ金屬產品

圖:BJ碳化硅產品

圖:BJ文創產品
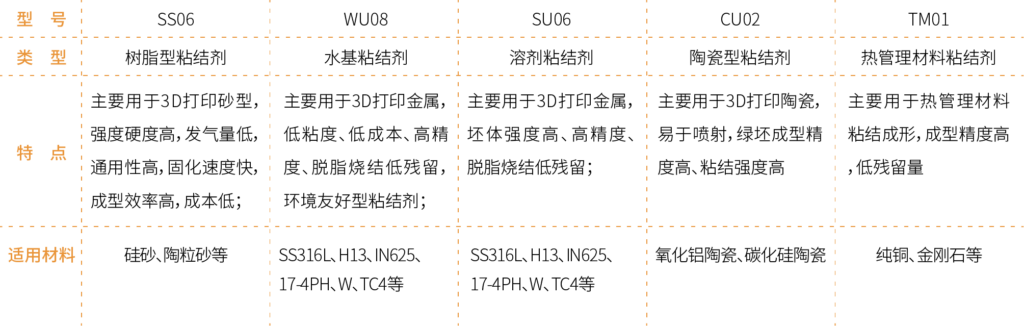
在材料及工藝方面,三帝科技已成功研發5大系列20多種材料的粘結劑,并具備粘結劑配方的自主設計能力,能夠滿足客戶新材料、新應用對定制粘結劑的開發需求。同時,公司研究了高致密度脫脂燒結成型工藝,實現對脫脂燒結過程中金屬與陶瓷產品的控形與控性,對脫脂燒結后的成品質量實現精準把控,產品性能優于MIM國際材料標準的力學性能。

在SLM激光金屬打印領域,三帝科技自主研發推出了SLM選區激光熔化金屬打印設備AFS-M120/M400、梯度金屬設備AFS-M120X(T)、多材料增減材設備AFS-M300XAS等,完成了不銹鋼/鈦合金/鋁合金/模具鋼/鈷鉻合金/鎳基合金等材料的成型及工藝開發。目前,公司已與北京科技大學、山東理工大學、蘭州理工大學、華中科技大學、北京航空航天大學、北京鋼鐵研究總院、沈陽自動化所等眾多科研院所合作,不斷地提供先進、可靠、實用的梯度功能金屬材料解決方案。

圖:SLM金屬打印設備AFS-M120/AFS-M120X(T)/AFS-M300XAS/AFS-M400


[サンディ?テクノロジーについて]
(3Dプリンティング?テクノロジー社)は、工業グレードの付加製造(3Dプリンティング)裝置と迅速な製造サービスに重點を置く國家ハイテク企業であり、専門知識を持つ「小さな巨人」企業である。金光潤創、中金資訊、中科海創、Become Capital、北京新材料基金、SINOMACH基金などが投資している。コスト削減、効率向上、品質向上を目指し、同社は3Dプリンティング裝置と材料の研究開発と生産、プロセス技術サポート、迅速な完成品製造を含む完全な産業チェーンを構築している。
]]>
產業背景:算力飆升催生千億剛需,銅金剛石散熱成破局關鍵
當前,全球AI智能機器人、超高激光武器、6G通訊基站、大數據數據中心等領域迅猛發展,器件向集約化、小型化、輕量化升級,AI芯片算力呈指數級增長,單顆芯片功耗已突破千瓦級,熱流密度持續逼近千瓦/cm2,傳統散熱技術已觸達物理極限。
傳統風冷、水冷方案面對超高功率芯片已不堪重負,主流多層TIM結構因界面多、熱阻高,難以滿足超高算力散熱需求;高精度仿生散熱結構則讓傳統機加工望而生畏,無法實現復雜異型流道的一體化制造。在此背景下,銅金剛石復合材料憑借其卓越的散熱性能,成為行業公認的終極散熱解決方案——金剛石作為自然界熱導率最高的物質,與銅結合后,復合材料熱導率可達600-800 W/m.K,是純銅的1.5-2倍,且熱膨脹系數可精準匹配半導體芯片,能有效緩解熱失配帶來的器件失效問題。
然而,金剛石硬度極高、脆性大,傳統粉末冶金只能制作簡單平面結構,無法實現復雜流道;機械加工易導致金剛石顆粒崩落、表面粗糙;激光3D打印則存在打印速度慢、金剛石摻比受限、局部易石墨化等問題,導致銅金剛石散熱器長期陷入“材料優質但無法量產”的困境,材料性能與結構設計嚴重脫節,成為制約高功率芯片產業發展的“卡脖子”難題。
從市場規模來看,散熱產業已成為被低估的數千億級剛需賽道。數據顯示,AI芯片散熱市場年增長率達20%,2026年整體市場規模超6000億元,其中銅金剛石散熱細分市場需求量高達235億元,產品廣泛覆蓋超高功率激光器、光通訊6G、大數據數據中心GPU、汽車電池散熱等多個高增長賽道,市場潛力巨大。隨著AI算力持續升級、高功率器件普及,銅金剛石散熱器的市場需求將持續爆發,產業化落地迫在眉睫。
面對行業痛點,三帝科技深耕金屬基光電散熱材料領域,組建由技術、市場、資本構成的穩定核心團隊,匯聚增材制造權威專家、散熱管理專家等行業頂尖人才,在自研的BJ設備基礎上,累計投入近1300萬元銅金剛石散熱器生產工藝研發資金,最終憑借自主研發的BJ技術(粘結劑3D打印技術),成功打破銅金剛石散熱器的制造瓶頸,實現了從“實驗室樣品”到“產業化產品”的跨越。
相較于傳統制造技術,三帝科技的BJ技術具備三大核心優勢:一是無需模具限制,可實現一體化成型,能輕松打印異型流道甚至拓撲復雜結構,解決了傳統工藝無法制備復雜微通道的難題;二是通過自主研發的粘結劑與自研設備,可精準控制銅粉與金剛石粉的均勻分布,金剛石混合摻雜比最高可達70%,結合低溫燒結工藝,有效避免金剛石石墨化,確保熱導率最大化且穩定;三是可實現銅與金剛石梯度打印,最表層的銅可實現精密加工,兼顧表面粗糙度與熱導率,最終使散熱器熱阻較傳統產品直降50%以上,芯片表面峰值溫度下降30%+,散熱能力翻倍,真正實現高功率芯片的瞬時散熱。
目前,三帝科技已圍繞3D打印技術布局國內外多項專利,擁有已授權專利270+項,其中發明專利57項,儲備3項核心前瞻技術,形成了覆蓋材料、結構、工藝、設備全鏈條的專利壁壘,其銅金剛石散熱器樣品實測驗證效果超出預期,同時與頂尖激光企業、液冷板上市公司等重點應用行業龍頭洽談合作,建立標桿企業認證,為產業化落地奠定基礎。
技術的突破與市場的潛力,吸引了頂尖資本的關注。2025年三帝科技成功獲得北京市新材料基金和國機產業基金戰略投資,此次投資不僅為企業注入了充足的資金支持,更將依托國家大基金的影響力和國機集團在高端制造、產業資源整合、供應鏈協同等方面的優勢,助力三帝科技加速銅金剛石散熱器的產業化進程,拓展國內外市場,提升行業影響力。
為實現技術成果的規模化轉化,三帝科技精準布局蘇州,設立蘇州三帝精密科技有限公司,注冊資本4000萬元,目前各項籌備工作已接近尾聲,即將于4月正式開業。蘇州作為我國高端制造產業集群核心區域,擁有完善的半導體產業鏈、豐富的高端人才資源、便捷的交通物流條件以及優越的產業扶持政策,為蘇州三帝的發展提供了得天獨厚的環境。
蘇州三帝將聚焦銅金剛石散熱器的規模化生產,依托三帝科技的BJ技術與專利優勢,建設標準化生產車間,配備自研粘結劑3D打印設備(20+臺)、后處理設備、檢測設備,打造從原材料加工、產品成型到成品檢測的全流程生產線。初期將重點推進宏通道散熱器量產,完成1-2家頭部企業認證,實現標桿突破與初期銷售收入;后續將逐步建成微通道量產線,推出復雜流道、拓撲結構微通道產品,拓展銅、鋁、銀金剛石系列化方案,實現規模化放量。
根據三帝科技產業化戰略規劃,蘇州基地將承擔起核心生產與市場拓展職能,預計2027年實現大批量穩定交付,全面拓展國內外市場并實現盈虧平衡;2028年后營收將以每年30%的速度高速增長,2030年沖刺3億元銷售額。未來,蘇州三帝將不僅局限于單一散熱產品生產,更將打造“材料+工藝+設備+服務”一體化的AI芯片散熱產業生態,助力蘇州高端制造產業升級,推動我國銅金剛石散熱技術走向全球。


結語:技術鑄魂,產業賦能,引領散熱行業變革
三帝科技憑借BJ技術突破銅金剛石散熱器制造難點,獲得北京市新材料基金和國機產業基金投資并落地蘇州產業化基地,既是企業自身發展的重要里程碑,也是我國高功率芯片散熱產業突破“卡脖子”技術、實現產業化升級的重要標志。在AI算力持續飆升、散熱需求日益迫切的今天,三帝科技將以蘇州三帝為核心,持續深化技術創新,推進規模化生產,完善產業生態,讓高導熱銅金剛石散熱器走進更多高端制造領域,為全球高功率電子器件散熱提供高效、可靠的中國方案,助力我國在全球算力軍備競賽中占據主動,推動高端制造產業高質量發展。
]]>快速解答:面向采購決策,核心在于規避技術快速迭代帶來的設備過時風險。您需要關注的不是當前最低的打印成本,而是設備是否具備技術前瞻性そして系統可擴展性歌で応える投資回報可持續性,以確保在未來三年內持續創造價值,而非迅速貶值。
核心要點
- 市場加速滲透:2026年,增材制造在復雜件、小批量鑄造領域的滲透率將顯著提升,成為標準工藝選項之一。
- 傳統思維陷阱:僅對比“每公斤打印成本”和“最大成型尺寸”的選購邏輯已過時,無法應對未來對柔性化、智能化和材料多樣性的需求。
- 未來設備三大特征:真正的“不過時”設備應具備開放的材料系統、可升級的打印核心與集成的數字化生產流,如3DPTEK系列設備所展現的バインダージェッティング技術平臺化優勢。
2026砂型打印新紀元:為何您的采購決策必須向前看三年
當前,工業級砂型3D打印技術正從“原型驗證”快步邁向“規模化生產”。根據行業現狀及預測,2026年,增材制造在鑄造核心領域的應用率已不再是點綴,而是決定企業能否承接高附加值、快速迭代訂單的關鍵產能。這意味著,您的設備采購周期(通常3-5年)將與技術升級周期深度重疊。如果現在的選擇缺乏前瞻性,您可能在設備壽命中期就面臨效率落后、材料局限或無法對接新一代數字化鑄造解決方案的困境。
傳統采購思維常陷入“規格表對比”的陷阱——過分關注靜態參數,如最大構建體積(例如1600×1000×680mm或1800×1000×700mm)和標稱打印速度(15-25秒/層)。然而,真正的風險隱藏在動態演進中。例如,未來的高端鑄件可能要求使用特種砂如寶珠砂,或為滿足環保法規需切換至新型粘結劑體系。如果設備系統是封閉的,您將徹底失去材料選擇的主動權。我們的內部實踐表明,3DPTEK設備的開源砂材策略和已驗證的寶珠砂打印能力,正是應對這種不確定性的關鍵。不確定您的未來產品線是否需要特種材料?[聯系工程師獲取免費技術評估].
更嚴峻的挑戰來自投資回報的可持續性。一臺“過時”的設備,其問題不僅是生產效率低于新一代機型,更在于它可能成為數據孤島,無法融入未來工廠的智能生產流。智能化砂型打印系統要求設備具備高度的數據接口能力和工藝穩定性。例如,噴頭作為核心部件,其壽命(在規范使用下可達1-2年以上)和維護成本直接影響長期運營成本。選擇像富士星光這類經過長期生產驗證的進口品牌打印頭,并擁有清晰的維護路徑(部分損壞可維修,費用約3000元),是保障投資持續產生效益的底層邏輯。當您計算投資回報時,請將“技術迭代風險成本”納入模型。我們的示范工廠案例顯示,通過引入前瞻性設備,企業實現了生產效率提升2倍、成品率提升20-30%的跨越。想測算您工廠的具體投資回報前景?[立即獲取詳細報價單及ROI分析模型].
因此,2026年的采購,實質是選擇一位能夠共同進化的技術伙伴,而非一臺冰冷的機器。其核心特征已清晰:
- 第一,技術前瞻性,體現在能否支持未來可能普及的材料與工藝;
- 第二,系統可擴展性,包括能否連接自動送料再生系統(回收率可達95%)以降低綜合成本,以及軟件是否持續升級;
- 第三,投資回報可持續性,確保在設備整個生命周期內,其生產效率、成品率提升和人工節省的收益能夠持續覆蓋并超越擁有成本。
這三大特征,將是您在后續章節中解碼五大未來指標、審視粘結劑噴射技術發展路徑、并最終鎖定工業級砂型打印機品牌的基石。?
五大未來指標深度解碼:超越當前規格表的采購智慧
在上一部分,我們探討了當前投資的時間窗口與技術演進方向。現在,讓我們將目光投向更深層、更具決定性的維度。選擇一臺工業級砂型3D打印機,遠不止比較紙面上的最大成形尺寸和打印速度。真正的智慧,在于洞察那些決定設備在未來三到五年內能否持續創造價值的“未來指標”。這些指標定義了設備的智能化砂型打印系統成熟度與數字化鑄造解決方案的集成深度。
指標一:打印速度與產能的平衡藝術——解析從單件到批量化生產的效率演進路徑
規格表上的“秒/層”或“升/小時”是靜態的。未來的競爭力在于動態的“綜合產出效率”。這包括:
* 平臺利用率:設備的最大成形尺寸(如`4000×2000×1000mm`)不僅決定了單次能打印多大的砂型,更決定了能否通過智能排版,在一次打印任務中塞滿多個中小型砂型,最大化單次作業的產值。
* 非打印時間占比:鋪砂、刮平、準備工作的自動化與速度,直接影響設備的實際開機率。未來的設備將大幅壓縮這些輔助時間。
* 批量化生產的穩定性:速度的提升不能以犧牲質量為代價。根據國家標準GB/T 42156-2023,穩定的打印精度(如`±0.3mm`)和可重復的砂型強度(抗拉強度`1.5-2.5 MPa`)是批量應用的生命線。不確定您的產品結構是否適合批量打印以攤薄成本?[聯系工程師獲取免費排版與效率模擬分析].
指標二:材料兼容性與未來材料庫的擴展能力——預測新型粘結劑與特種砂材的發展
綁定單一材料供應商的設備,其未來已被鎖定。前瞻性的設備應是一個開放的材料創新平臺。
* 砂材譜系:設備能否兼容從經濟型硅砂(70-140目,100-200目)到高性能寶珠砂、陶粒砂(100-400目)的全系列材料?這直接決定了您能覆蓋從鑄鐵、鑄鋁到高熔點鑄鋼、鑄銅的鑄造用3D打印機選購范圍。
* 粘結劑系統:核心的打印頭與供液系統是否支持不同類型的樹脂(呋喃樹脂、酚醛樹脂)乃至未來可能出現的水基、環保型粘結劑?樹脂含量在`1.8-2.5%`范圍內的精細可控調節,是優化砂型強度與發氣量(`8-12ml/g @850℃`)的關鍵。
* 工藝參數包:設備商是否為每一種新材料提供經過充分驗證的打印、固化、后處理全套工藝參數包?這是將材料潛力轉化為穩定生產力的橋梁。
指標三:智能化砂型打印系統的核心要素——從自動化后處理到AI驅動的工藝參數自優化
智能化不是遙控操作,而是讓系統具備“感知-決策-優化”的能力。
* 在線質量監控:系統是否配備砂層厚度、鋪砂均勻性、噴頭狀態的實時監測與反饋?能提前預警,防止整版砂型報廢。
* 工藝參數自優化:基于大量打印數據,AI算法能否針對不同復雜結構的砂型,自動微調掃描速度、粘結劑噴射量等參數,以在邊緣、薄壁(極限可達`1mm`)、厚大截面等區域獲得一致的打印質量?
* 自動化后處理單元集成:清砂、固化、涂料等工序能否與打印主機無縫銜接,形成無人化或少人化的生產線?這是降低對熟練工依賴、提升整體未來砂型打印成本競爭力的核心。
指標四:總擁有成本(TCO)的動態模型——量化設備效率、材料損耗與維護成本對長期價值的影響
采購價只是冰山一角。一個科學的TCO模型應包含:
* 材料損耗率:打印失敗率、清砂回收砂的可用比例直接影響耗材成本。開放的材料系統讓您能自主選擇性價比最優的砂與樹脂供應商。
* 設備綜合效率(OEE):將理論打印速度、設備可用率、質量合格率三者相乘,才是真實的產能輸出。一臺標稱速度快但故障率高、調試時間長的設備,OEE可能遠低于一臺穩定可靠的設備。
* 長期維護與升級成本:核心部件(如打印頭)的壽命、更換成本、以及軟件功能(如新的排版算法、仿真接口)是否支持平滑付費升級,都需在合同中明確。想為您工廠的具體工況建立一份5年TCO動態分析模型?[立即獲取詳細報價單與投資回報分析].
指標五:數字化鑄造解決方案的集成深度——評估打印機與MES、仿真軟件等數字線程的無縫連接能力
一臺孤立的打印機只是一個數字化的“孤島”。它的終極價值在于融入整個數字化鑄造解決方案.
* 數據接口的開放性:設備控制系統能否直接讀取主流三維軟件格式,并與工廠MES系統交換任務狀態、工時、物料消耗數據?
* 與鑄造仿真軟件的聯動:能否將仿真軟件計算出的最佳澆冒口系統、冷卻通道直接轉化為打印指令,甚至根據仿真預測的縮松、熱應力結果,反向優化砂型的局部強度或透氣性設計?
* 數字孿生與預測性維護:設備是否為其關鍵部件建立了數字模型,能夠基于運行數據預測潛在故障,實現計劃性維護,避免非計劃停機?
這五大指標,共同勾勒出一臺面向2026年及以后的“未來型”砂型3D打印機的畫像。它不再僅僅是一臺“打印機”,而是一個材料開放、智能自主、數據互聯的柔性生產核心單元。在下一部分,我們將深入粘結劑噴射技術發展的前沿,看這些底層技術將如何具體塑造未來的競爭格局。?
技術趨勢前瞻:粘結劑噴射技術將如何重塑2026-2028的競爭格局
在上一章,我們確立了選擇“共同進化的技術伙伴”這一核心理念。而驅動這場進化的核心引擎,正是粘結劑噴射技術發展。展望2026-2028年,該技術將在精度、速度、材料及系統集成上實現關鍵突破,深刻分化市場,并重新定義數字化鑄造解決方案的價值邊界。
核心性能的跨越:從“可用”到“高效精密的工業標準”
未來的競爭將不再局限于能否打印,而在于打印的質量、效率與經濟性的綜合最優解。粘結劑噴射技術正沿著兩個關鍵路徑演進:
* 速度與可靠性的極限突破:基于高速振動鋪粉等專利技術,業界領先的打印速度已達到15秒/層,這為大規模生產奠定了基礎。未來的趨勢是將這種高速與極高的設備可靠性(如軍工級精度)結合,實現不間斷的連續生產,將3D打印砂型精度與速度提升至與傳統制芯機媲美甚至超越的水平。
* 材料與性能的深度定制:粘結劑配方是核心競爭力。領先企業已自主研發多達30余種水基/溶劑基粘結劑,形成5個系列20余種配方,并能針對特種砂(如寶珠砂)和特定合金(如鑄鋼)快速定制。這確保了砂型從打印強度(如抗拉強度4.5MPa)到鑄造性能(發氣量、潰散性)的全面可控。不確定您的鑄件材料是否匹配最新粘結劑技術?[聯系工程師獲取免費技術評估].
技術路線的分化:噴墨(3DP)與粉末床(SLS)的場景重構
到2028年,砂型3D打印技術趨勢將更加清晰,不同技術路線將固守其最具經濟優勢的應用場景:
* 粘結劑噴射(3DP)主導大尺寸、高效率領域:其核心優勢在于免開模具和大幅面能力。設備成型尺寸已覆蓋從1.6米到4米(4000×2000×1000mm) 的廣闊范圍,直接對標中大型鑄件的一次性整體成型。相較于傳統鑄造,它在復雜件上成本降低顯著;相較于其他增材技術,其成本和速度優勢巨大(成本遠低于SLS/SLM)。這使其成為未來砂型打印成本敏感的大批量、大尺寸原型及小批量生產的主流選擇。
* 選擇性激光燒結(SLS)固守超高精度、復雜內腔領域:SLS技術在打印蠟模和超高精度砂模(如700×700×500mm規格)方面仍有不可替代性,尤其適用于具有極其復雜冷卻流道或精細特征的鑄件。未來,多激光、多材料SLM技術向FGM(功能梯度材料)的發展,也可能為高端砂型/陶瓷型芯的梯度性能設計提供靈感。
系統智能與集成:從單機到“數字化鑄造細胞”
單一的打印設備將演變為智能化砂型打印系統的核心節點。前瞻性的系統將具備:
* 工藝鏈閉環:集成自動送料、砂處理(回收率可達95%以上)、生坯輸送與后處理單元,實現無人化或少人化連續作業。
* 數據流貫通:基于自主版權的控制、切片及路徑規劃軟件,實現從CAD模型到合格鑄件的全流程數字孿生與工藝參數優化,確保批次穩定性。
* 混合制造能力:借鑒大型混合增減材激光3D打印技術的思想,未來不排除出現集成減材精加工單元的砂型打印系統,以實現關鍵定位面或流道表面的超高精度加工。
例如,像3DPTEK這樣擁有從J1800到J4000全系列設備的解決方案提供商,其價值不僅在于提供機器,更在于提供一套可擴展的產能模塊和經過驗證的集成工藝。想了解構建這樣一個未來型打印單元的具體投資規劃?[立即獲取詳細報價單及產能方案].
前瞻性總結:格局重塑的關鍵
總而言之,2026-2028年粘結劑噴射技術發展將從三個維度重塑2026增材制造市場競爭格局:一是通過極速打印(如15秒/層)與超高可靠性,將3DP的生產效率推至新高度,挑戰傳統工藝的統治區;二是通過材料的深度定制與智能化系統集成,提供超越“打印”本身的整體鑄造解決方案;三是促使噴墨(3DP)與粉末床(SLS)技術路線在成本與精度權衡下找到各自的最優應用場景,讓用戶的選擇更加清晰。 對于采購者而言,理解這一趨勢,是識別下一章將探討的、具備持續創新力的工業級砂型打印機品牌的前提。?
品牌格局演變:識別具備持續創新力的工業級砂型打印機伙伴
在理解了粘結劑噴射技術發展將重塑未來競爭格局后,采購決策的焦點自然轉向了如何從紛繁的品牌中,識別出那些能夠持續提供價值、而非僅僅銷售設備的長期伙伴。全球及中國本土的工業級砂型打印機品牌正沿著兩條清晰的路徑演變:一是深化核心技術護城河,二是從單一設備商向數字化鑄造解決方案服務商全面轉型。
技術路線圖解碼:從設備參數到生態構建能力
當前的市場競爭已超越簡單的規格表對比。頭部品牌的技術路線圖清晰地指向兩個方向:
* 縱向深耕核心打印技術:追求極致的打印速度、精度與可靠性。例如,基于30年以上工業3D打印機研發制造經驗所積累的設備控制與工藝監控系統,是實現如“15-20秒/層”穩定高速打印的底層保障。這不僅是硬件性能,更是軟件算法與工藝數據庫的深厚積淀。
* 橫向構建開放式材料與后處理生態:未來的競爭是生態系統的競爭。領先者不再滿足于提供標準砂粉和粘結劑。正如行業先行者所展示的,獨立研發30多種水基和溶劑基粘結劑,能夠針對不同金屬材質(如鑄鐵、鑄鋼、鋁合金)和鑄件結構,提供定制化的打印解決方案,從根本上優化鑄件表面質量和清砂性能。這種材料創新能力,是構建技術壁壘的關鍵。
從“設備商”到“解決方案服務商”的轉型范式
最具前瞻性的品牌,如3DPTEK,已經完成了身份的重新定義。它們的價值體現為一個清晰的演進路徑:
1. 提供全譜系設備矩陣:滿足從原型試制到批量生產的不同需求。例如,擁有從J1600(1560×1000×680mm)、J1800到全球領先的大型4米級(J4000, 4000×2000×1000mm) 無箱砂型打印設備,為客戶提供了可擴展的產能規劃彈性。
2. 輸出經過驗證的集成工藝包:將設備、材料、打印參數、后處理及鑄造匹配工藝打包成“交鑰匙”解決方案。其25臺以上3DP粘結劑噴射砂型設備集群所承載的海量生產數據,是優化工藝、確保鑄件成功率的核心資產。
3. 扮演數字化鑄造產能平臺:對于許多鑄造廠而言,直接采購大型設備面臨投資與風險的雙重壓力。此時,能夠提供數字化鑄造解決方案及配套產能服務的合作伙伴,價值凸顯。他們不僅出售機器,更可提供基于云端訂單管理的分布式生產服務,幫助客戶以更低門檻擁抱變革。
識別持續創新力的關鍵標志
在選擇長期伙伴時,應重點考察以下超越當前產品的指標:
* 研發投入的可見成果:是否設有博士后科研工作站等高水平研發實體?其技術儲備是否延伸到相鄰高端領域,例如大型混合增減材激光3D打印技術或陶瓷粘結劑噴射(如1.8米級SiC打印)?這反映了其技術遷移和突破性創新的潛力。
* 智能化與數據驅動的布局:設備是否只是自動化孤島,還是能接入更廣泛的智能化砂型打印系統?合作伙伴是否致力于實現全工藝鏈數據流的打通,提供數字孿生和預測性維護服務?這關乎您未來工廠的“智商”。
* 開放性與協同創新意愿:優秀的伙伴樂于與客戶共同開發新應用。能否針對您獨特的鑄件難題,快速響應并協同進行材料或工藝參數的定制調試?不確定新工藝是否匹配您的產品?[聯系工程師獲取免費技術評估].
前瞻性總結:格局重塑的關鍵
品牌格局的演變,本質上是價值創造邏輯的演變。在2026增材制造市場中,贏家將是那些能夠將砂型3D打印技術趨勢洞察轉化為客戶端穩定產出和更低未來砂型打印成本的品牌。作為采購者,您的任務不再是挑選一臺參數最優的機器,而是選擇一個能伴隨您成長、其技術路線圖與您的產能規劃同步演進的生態型伙伴。這為下一章制定您的實戰采購路線圖奠定了堅實的評估基礎。?
實戰采購路線圖:四步鎖定您的未來型生產利器
在厘清了未來指標與技術品牌格局后,如何將洞察轉化為行動?一套系統化的采購路線圖至關重要。它確保您的投資不僅滿足當下,更能適配未來三年的產能擴張與技術迭代。以下是四步核心行動指南。
第一步:基于自身產品譜系與產能規劃,定義核心需求優先級
采購的起點是向內審視,而非盲目對比參數表。您需要建立一個清晰的“需求矩陣”:
- 產品維度:分析未來1-3年計劃生產的鑄件類型。是大型單件(如機床底座),還是中小批量復雜件(如發動機缸蓋、渦輪殼體)?這直接決定了對設備成型尺寸和打印效率的優先級。例如,若您計劃涉足大型鑄件,那么像3DPTEK-J4000這類構建體積達4000×2000×1000mm的設備將成為必要考量。
- 產能與節拍維度:估算年度砂型需求總量及峰值交付周期。結合設備的實際打印速度(如20-25秒/層)與后處理流程,推算單臺設備產能是否能滿足規劃,或需要構建多機集群。
- 材料與工藝維度:明確主要鑄造合金(鑄鐵、鑄鋼、鋁合金)及對砂型性能的特定要求(如高溫強度、潰散性)。這關聯到對供應商材料庫廣度及定制開發能力的評估。
不確定您的產品譜系與哪種工藝最匹配?[聯系工程師獲取免費產能與工藝匹配評估].
第二步:現場驗證關鍵未來指標(如實際打印速度、不同砂型的精度穩定性)
規格參數是靜態的,生產環境是動態的。必須進行“現場壓力測試”,尤其關注那些影響長期穩定生產的指標:
- 真實打印速度與穩定性:要求供應商使用您提供的典型零件三維模型,在目標設備上進行全流程打印演示。重點觀察在連續打印數小時甚至數十小時后,設備速度是否如宣稱的15-25秒/層保持穩定,有無因噴頭維護、鋪砂等原因導致的意外停機。
- 精度的一致性驗證:不僅測量單個樣件的尺寸是否達到標稱的±0.3mm精度,更要測量同一批次、不同位置、不同構建方向多個樣件的尺寸離散度。這反映了設備在全幅面下的綜合控制能力。
- 材料切換與適應性測試:如果您未來可能使用多種鑄造砂(如酚醛樹脂覆膜砂、硅砂等),需測試設備切換材料后的首件成功率和性能穩定性,確保智能化砂型打印系統能快速適配新參數。
第三步:評估供應商的研發投入與技術升級路徑承諾
正如前文所述,購買的是“未來潛力”。在商務談判中,必須將技術演進路徑寫入合作框架:
- 核查研發實體與路線圖:如有可能可以要求對方展示其在研項目清單,了解其在粘結劑噴射技術發展上的下一代布局(如更高分辨率噴頭、新型粘結劑體系、AI驅動的工藝優化)。
- 明確技術升級方案:詢問當前采購的設備,未來是否可以通過模塊化升級(如更換打印模塊、軟件算法)來獲得部分新一代技術的性能提升,而非只能整機淘汰。這直接保護了您的投資。
- 獲取生態協同承諾:優秀的供應商應能提供從設計優化、模擬分析到打印服務的數字化鑄造解決方案。確認其是否愿意就您特定的復雜流道、隨形冷卻水道等難題,成立聯合開發小組。
第四步:構建包含培訓、服務與軟件更新的全生命周期合作模型
將采購視為長期合作的開始,而非交易的結束。合同應涵蓋:
- 分層級培訓體系:不僅培訓操作員,更應涵蓋工藝工程師和維護工程師,確保您的團隊能深度理解設備原理,具備初級故障診斷和工藝優化能力。
- 服務響應與備件保障:明確關鍵部件(如打印頭、控制系統)的本地備件庫存水平、現場工程師響應時間(如24小時內)、遠程診斷支持能力。
- 軟件更新與數據安全:約定在合作期內,免費獲得核心控制軟件、切片軟件的迭代更新權限,確保您的設備能持續享受最新的算法優化。同時,明確生產數據的所有權與安全協議。
想了解構建此類全生命周期合作的具體框架與成本構成?[立即獲取詳細合作模式與報價方案]。通過這四步系統化操作,您將超越簡單的“設備選購”,真正鎖定一臺能伴隨企業成長、持續創造價值的“未來型生產利器”,為在2026及以后的競爭中贏得先機奠定堅實的制造基礎。接下來,我們將通過具體案例,看先行者如何執行這一路線圖并收獲紅利。?
案例洞察:先行者如何借助前瞻性投資贏得市場先機
上一章節的采購路線圖并非紙上談兵,而是已被市場先行者驗證的成功法則。他們超越了對單一設備參數的比較,將投資視為構建未來核心制造能力的關鍵一步。以下是兩類典型企業如何通過選擇具備前瞻性的砂型3D打印技術趨勢,贏得持續競爭優勢。
案例一:大型汽車零部件鑄造廠——以“規模化敏捷”重塑研發與試制流程
一家為新能源汽車提供復雜殼體鑄件的龍頭企業,面臨兩大痛點:一是新車型研發周期被傳統模具(耗時8-12周)嚴重拖累;二是小批量、多品種的試制訂單成本高昂且交付不穩定。
他們的前瞻性投資體現在:
* 技術選擇:他們沒有選擇當時市場主流的較小幅面設備,而是直接引進了構建體積達 4000×2000×1000mm な3DPTEK-J4000大型無箱化砂型打印機。這使其能夠一次性打印整個大型發動機缸體或電池包殼體的全套砂型,甚至實現多件套排版打印,將大型復雜件的整體打印時間從“天”縮短至“小時”級。
* 贏得的關鍵優勢::
* 研發周期縮短70%:新設計在72小時內即可獲得可澆注的合格砂型,實現“設計-驗證-迭代”的快速閉環,搶占了車型上市的先機。
* 實現結構創新:利用該技術 ±0.3mm 的打印精度和良好的表面質量,他們成功鑄造出集成了復雜內部流道與隨形冷卻水路的部件,這是傳統制芯工藝無法實現的,直接提升了產品性能。
* 降低小批量成本:對于年產50-500件的定制化或試制訂單,徹底省去了數十萬乃至上百萬元的模具費用。其單件砂型打印成本變得透明且可控,形成了強大的柔性接單能力。
他們的成功在于,將設備采購與數字化鑄造解決方案深度融合,投資的不只是打印機,更是“快速響應市場”的核心能力。不確定如此大型的砂型打印工藝是否匹配您的產品?[聯系我們的工程師獲取免費技術評估與排版模擬].
案例二:高端藝術品與精密件鑄造工作室——以“極致精度與材料廣度”定義行業標桿
一家專注于高端青銅藝術品和精密不銹鋼鑄件的精品工作室,對鑄件表面紋理的還原度、細節清晰度以及適應多種鑄造合金(從鑄銅到鑄鋼)有極致要求。
他們的前瞻性決策聚焦于:
* 材料與工藝生態:他們沒有局限于設備供應商提供的單一材料方案。根據內部知識,他們與供應商研發部門合作,測試并驗證了多種砂料與粘結劑體系,包括:
* 硅砂(70-140目,100-200目)用于大部分鑄銅、鑄鋁件,成本可控。
* 寶珠砂(耐火度>1800℃)用于高表面質量要求的鑄鋼件,確保在1500-1600℃的澆注溫度下型腔穩定,避免硅砂熔化導致的鑄件表面缺陷。
* 酚醛樹脂與呋喃樹脂雙體系支持,可根據鑄造環境(酸性/堿性)靈活選擇,確保砂型強度在 1.5-2.5 MPa 的同時,控制發氣量在 8-12 ml/g(850℃) 的優異水平。
* 贏得的關鍵優勢::
* 解鎖復雜藝術造型:成功鑄造出傳統失蠟法都難以實現的、具有極度鏤空和精細紋理的大型藝術品,將藝術家的創意無損轉化為實物。
* 攻克精密鑄造難題:將鑄造最薄壁厚穩定控制在 1mm(小截面極限),為精密機械部件提供了可靠的快速制造方案。
* 建立材料學壁壘:通過掌握多材料打印工藝,他們能夠承接從非鐵合金到高熔點合金的全系列高端訂單,形成了獨特的技術護城河。
圖為用于高精度復雜模具制造的混合增減材系統,代表了數字化制造的尖端方向。
他們的洞察在于,認識到粘結劑噴射技術發展的核心不僅是設備,更在于材料體系與工藝知識的積累。選擇與擁有超過30年工業3D打印機制造經驗歌で応える獨立研發30多種粘結劑能力的伙伴合作,確保了其技術路線的可持續性和擴展性。
共同啟示:投資于“系統”與“伙伴”
這兩個案例表明,無論是追求規模效率還是極致品質,成功的先行者都遵循了相似的邏輯:
1. 超越設備看系統:他們評估的是整個智能化砂型打印系統,包括軟件、材料庫、工藝支持和升級路徑。
2. 將供應商視為研發伙伴:他們要求并利用了供應商的深層研發能力(如博士后工作站、持續的粘結劑研發),共同解決特定工藝難題,而非被動接受標準方案。
3. 用未來指標衡量當下:他們在采購時已考量了未來砂型打印成本的構成、技術迭代的可能性,以及設備能否適應2026增材制造市場中更復雜的產品需求。
正如前文路線圖所強調的,明智的采購是長期合作的開始。這些企業通過與如3DPTEK這樣具備持續創新力的工業級砂型打印機品牌深度綁定,不僅獲得了一臺機器,更獲得了一個持續進化的制造能力引擎。面臨從藝術鑄件到重型鑄鋼的多樣化挑戰?[獲取針對您材料與精度需求的定制化解決方案]。他們的故事證明,在技術快速迭代的今天,最具前瞻性的投資,是投資于那些能與你共同定義未來的伙伴。
Frequently Asked Questions
在規劃面向未來的鑄造數字化投資時,決策者常有一些核心關切。以下是對幾個關鍵問題的深入解答,旨在幫助您更清晰地規劃通往2026增材制造市場的路徑。
到2026年,砂型3D打印機的打印速度和精度預計會比現在提升多少?
基于當前粘結劑噴射技術發展趨勢,預計到2026年:
- 印刷速度:平均提升30%-50%。這主要依賴于多打印頭協同噴射技術(如雙400dpi或800dpi打印頭并行工作)和鋪砂-打印路徑算法的深度優化,從而顯著縮短單層作業周期。
- 打印精度與表面質量:關鍵尺寸公差有望在現有±0.3mm(依據GB/T 42156-2023標準及主流設備如3DPTEK-J系列水平)的基礎上,通過高分辨率打印頭與閉環實時控制系統,將關鍵區域公差穩定控制在±0.2mm以內。表面粗糙度也將因更精細的砂粒級配和新型粘結劑而得到顯著改善。
不確定貴司產品對3D打印砂型精度與速度的具體要求是否匹配?聯系我們的工程師,獲取免費的工藝可行性評估報告.
未來砂型打印成本的主要下降空間在哪里?
未來砂型打印成本的降低將是一個系統性工程,主要空間集中于:
- 效率成本:設備打印速度與利用率提升,直接攤薄單件的時間與能耗成本。
- 材料費:隨著國產化砂材與專用粘結劑供應鏈的成熟與規模化,材料價格將更具競爭力。領先企業自主研發的30多種水基/溶劑基粘結劑體系,正是為了優化成本與性能平衡。
- 運營與后處理成本:集成于智能化砂型打印系統的自動清砂、智能烘烤等模塊,將大幅減少人工干預和物料損耗。
如何判斷一個品牌的技術是否具備‘未來適應性’?
評估一個工業級砂型打印機品牌的“未來適應性”,應超越當前設備參數,審視其底層能力:
- 研發深度與專利布局:是否在面向未來的材料(如陶瓷、功能梯度材料)和智能控制(如多激光監控、深度水下修復等衍生技術)上有持續投入和專利儲備。
- 系統架構的開放性:設備軟件是否為模塊化、可升級設計?是否提供開放的API接口,便于與MES、ERP等系統集成,融入更廣闊的數字化鑄造解決方案生態。
- 技術延展性:其技術平臺是否支持從砂型打印到金屬或陶瓷直接噴射的擴展?這體現了核心技術平臺的通用性和潛力。
對于中型鑄造企業,是應該現在購入還是等到2026年?
這取決于您的業務驅動因素:
- 立即投資:如果您當前正面臨復雜鑄件開發周期長、傳統模具成本過高或小批量柔性生產需求迫切等痛點,現在投資是合理的。關鍵在于選擇一款本身具備明確技術升級路徑(如軟件可付費升級、硬件模塊可擴展)的設備,以保護投資。
- 暫緩觀望:如果您的需求更多是戰略布局,且可以滯后1-2年,那么密切跟蹤市場至2025年底至2026年初是明智的。屆時,經歷了市場驗證的下一代設備將兼具更高的成熟度與前瞻性,可能是更佳的采購窗口。
想根據您的具體產能規劃和預算,制定一份分階段的鑄造用3D打印機選購路線圖?立即獲取詳細報價單與投資回報分析.
3D打印砂型在強度和透氣性等鑄造性能上,未來會有哪些改進?
未來的改進將源于對砂型微觀結構的主動設計與材料科學進步:
- 強度與透氣性協同優化:通過精準的砂粒級配設計、納米級粘結劑改性技術,可以在不犧牲高透氣性的前提下,顯著提升砂型的高溫強度和抗金屬液沖刷能力。這將直接拓寬砂型3D打印技術趨勢的應用邊界,滿足高溫合金、大型厚壁鑄件等更苛刻的鑄造要求。
- 功能化結構:利用打印的數字化特性,在砂型內部主動設計仿生冷卻通道或強化筋結構,從而在鑄造過程中實現更優的散熱或應力分布,提升最終鑄件性能。
如圖中所示的精密陶瓷蜂窩結構,展示了通過粘結劑噴射技術成型復雜微觀結構的能力,這種能力正被用于開發下一代高性能鑄造砂型。
簡単な答え 砂型3Dプリンティング市場、2026年までにデジタル&フレキシブル製造需要を背景に拡大加速へこの技術はモールドレス成形複雑な鋳物の開発サイクルを數ヶ月から數週間に短縮し、コストを最大70%削減した。航空宇宙、ハイエンド自動車、その他の分野におけるラピッドプロトタイピングと少量生産の中核ソリューションになりつつある。
要點
- 変革の核となるドライバーに対する市場多品種、小ロット、迅速な対応業界の要求は、鋳造業界に柔軟化とデジタル化へのアップグレードを迫っている。
- 技術的不連続性::バインダージェッティング技術 物理的な金型を排除し、「設計データから金型へ」を直接実裝することが、プロセス革新の根本的な論理である。
- 明確な投資収益率複雑なプロトタイピングシナリオでは、この技術によって1回の開発コストを數百萬ドルから10萬ドル未満に削減でき、投資回収期間も以下のように短縮できる。2~3年.
- マーケット?ウィンドウ2026年までの期間は、技術的なレイアウトを完成させ、能力と経験の優位性を確立するための重要な段階である。
市場のパノラマ:デジタル化と柔軟な変革の必然性
現在の鋳造業界の痛みは、単一セグメントの効率性ではなく、生産パラダイム全體と市場需要との構造的ミスマッチにある。私たちは、3つの不可逆的な傾向を観察している:
1. 製品ライフサイクルの短縮特に自動車とハイエンドの設備分野では、製品の反復スピードが従來の5~7年から2~3年に短縮されています。従來の金型開発(時間がかかる)3~4カ月コスト100萬~200萬ドル)は耐えられなくなった。
2. カスタマイズと軽量化の需要が爆発的に増加新エネルギー自動車用の一體型ダイカスト、航空宇宙用の複雑なインナーランナー部品、蕓術作品用のユニークな形狀など、これらのデザインは、世界的に重要な役割を擔っている。內部空洞、薄肉、形狀の冷卻チャンネルこの実現は非常に困難であり、従來の金型製造方法では経済的に不可能である。
3. サプライチェーンの回復力要件地政學的圧力とコスト圧力は、メーカーを、より短く、より制御しやすい現地化されたサプライチェーンを求める方向に駆り立てている。設計変更に迅速に対応でき、海外の金型加工に依存する必要のないデジタルな現地生産能力は大きな価値がある。
サンド3Dプリンティング、特にバインダージェッティング技術それは、これらの課題に対する「メス」による解決策である。単に手作業のモデリングに取って代わるものではなく、むしろ根本的なものなのだ。生産工程の再構築::
* プロセス比較::
| 環狀リング | 伝統的な鋳造工程 | 砂の3Dプリントに基づくデジタル化プロセス |
|---|---|---|
| コアパス | 3Dデザイン → 金屬/木型 → 型取り(手/機械) → 箱詰め鋳造 | 3Dデザイン→金型/中子のダイレクト?プリント→箱詰め鋳造 |
| タイムサイクル | 數週間から數ヶ月 | 日~2週間(最初の記事) |
| 修正費用 | 改造や再成型にはコストがかかる | 限界費用ゼロに近いCADモデルの修正 |
| (幾何學的複雑性 | 型抜きなどの工程上の制約を受ける | 事実上無制限に、負の角度の形狀のオリフィスを製造可能 |
核心的原動力:業界アプリケーション需要の詳細分析
技術の人気は常に実用的なニーズによって左右される。サンド3Dプリンティングは、多くの分野で「オプション」から「必須」になった:
* 航空宇宙?軍事これが技術検証の「高み」である。需要の中心は高溫合金、チタン合金およびその他の難加工材料シングルピース、スモールバッチエンジンブレード、マガジン、衛星マウントなどの複雑な部品。精度(通常必要)±0.3mm內)と砂の強度要件は極めて高い。國內大手企業龍源AFS 30年近くにわたる工業用印刷の経験を生かし、この分野で數多くの成功例を積み重ねてきた。
* 自動車(特に新エネルギーとプレミアムブランド)核となるドライバーはラピッドプロトタイピングと軽量化.エンジンブロックのシリンダーヘッド、ギアボックスのハウジング、バッテリーボックスのブラケットなどのプロトタイプの検証や少量生産に使用され、ベンチテストのサイクルタイムを短縮することができます。2~3ヶ月.例えば3DPTEK-Jシリーズこの裝置によって印刷された砂型は、多くの國內主要自動車企業の研究開発センターで広く使用されており、単輪プロトタイプの開発コストを削減するのに役立っている。70% 以上。
* ポンプ、バルブ、重機ニーズはリードタイムの短縮と個別注文への対応.大型で複雑なポンプ本體やバルブ本體は、通常、大型の設備を必要とします。例えば2500×1500×1000mmな3DPTEK-J2500このモデルは、大型ポンプケーシングの砂型パターンを一體的に印刷することが可能で、面倒なピースごとの生産と組み立てを回避し、大型鋳物の納入信頼性を大幅に向上させる。


* アートワークと文化創造のキャスティング需要の核心はアーティストの恣意的な創造性の実現デジタル彫刻は、熟練した鋳型職人に頼る必要から解放される。デジタル彫刻は砂型に直接変換でき、複雑なテクスチャーや有機的なフォルムを完璧に再現します。
2026年の展望:技術開発と市場展望
現在の技術革新のスピードと市場からのフィードバックに基づき、2026年の市場について以下のように判斷する:
1. 技術開発::
* 大型設備と高速設備を並列市場は同時に、より効率的な大型機器(たとえば4メートル印刷プラットフォーム)と、短納期向けの中小型高速機器である。印刷速度は現在の20~30秒/レイヤー一般的なアップグレード。
* 素材システムのオープン化が競爭の焦點に特殊な消耗品を使用するクローズドシステムは、その利點を徐々に失っていきます。幅広い樹脂と異なる粒子徑に対応 (例.70/140メッシュ、100/200メッシュ)珪砂、真珠砂オープン?マテリアル?プラットフォーム例3DPTEK採用された戦略は、ユーザーにより良いコスト管理とプロセスの柔軟性を提供する。
* 統合と自動化::自動砂洗浄、成形シリンダー搬送、オンライン検査後処理裝置は印刷ホストと深く統合され、「印刷-砂洗浄-乾燥」のワンストップ?ソリューションを形成する。
2. マーケットランドスケープ::
* 試作」から「本番」までの浸透度2026年には、最終部品の直接生産に使用される技術の割合が大幅に増加する。數十個から數百個セグメンテーション
* 地域製造ネットワークの臺頭頼りにする3DPTEK國家分散型インテリジェント製造クラウドサービスプラットフォーム」モデルの構築などの企業がより一般的になり、生産能力と近隣サービスのクラウドスケジューリングを実現し、地域の鋳造サプライチェーンを再構築する。
* 意思決定の決め手となるのは「価格に見合う価値國內機器メーカーがコア?コンポーネント(プリントヘッド制御、ソフトウェア?アルゴリズムなど)においてブレークスルーを遂げるにつれて、その性能はさらに向上していく。高い安定性、オープンシステム、地域密著型サービス國産ブランドの市場シェアは拡大し続け、従來の輸入機器よりも短い投資回収サイクルをユーザーに提供する。
評決を下す砂の3Dプリンティングの「必要性」を議論している場合ではない。アップグレードへの正しい道の選び方2024-2026年は、企業がデジタル鋳造能力を構築し、將來の市場で高地をつかむための重要な投資期間である。待つことのコストは、早期のレイアウトのリスクよりもはるかに高いだろう。
5つのコア指標を徹底的に分解:砂型3Dプリンタの本當の性能を読む
市場動向と変革の必然性を理解した上で、次の重要なステップは、マーケティングの専門用語に切り込み、エンジニアリングの観點から機器の真の能力を評価することである。選定サンド3Dプリンターのセットを選択する。デジタル生産システムそのパフォーマンスは、決して単一のパラメータで要約することはできない。そのパフォーマンスは決して単一のパラメーターで要約することはできないが、相互に関連する以下の5つの中核指標によって定義される。我々の分析は、長期にわたるフィールドテストと生産データに基づいている。
1.印刷の正確さおよび表面の質: 砂型からの鋳造への移動の正確さ
これは、鋳物が "鋳造可能 "ではなく "使用可能 "であるかどうかの主要な指標である。を區別しなければならない。印刷精度とともに最終鋳造精度.
砂の印刷精度の分析::
寸法公差通常「±0.3mm(≦300mm)」と表現される。これは砂そのもの制御された環境での寸法偏差。例えば3DPTEK-J1800技術的ソリューションでは、この精度は閉ループ制御システムを備えた高精度リニアモーターによって達成されます。サイズが大きくなるにつれて公差が緩和されることに注意することが重要で、比例表現(例えば0.1%)を持つ機械は、より大きな部品に有利です。
最小肉厚/フィーチャーサイズ複雑な薄肉の砂中子や微細なランナーを印刷する能力を直接決定します。この能力はプリントヘッド解像度(DPI) 歌で応える砂層の厚さ400DPIの印字ヘッドと0.25~0.3mmの層厚を組み合わせると、通常、以下のような結果が得られます。3-5mmの安定した最小肉厚は
表面粗さ砂表面の粗さ(Ra値)は、砂の洗浄の難易度や鋳物の表面仕上げに直接影響する。主に砂の粒度(例えば100/200メッシュは70/140メッシュより細かい)と結合剤の浸透制御技術によって決まる。優れた裝置によって印刷された砂型表面の均一性は、約Ra 12.5μmに達することができ、その後の耐火コーティングの塗布に良好な下地を提供します。
鋳物への影響と測定::
精度低下の連鎖砂型の精度→(コーティング層の厚み誤差)→(金屬の凝固収縮)→鋳造精度。従って、高精度の砂型が高品質鋳物の要となります。必要條件.
測定基準を使用しなければならない。3Dスキャナーもしかしたら大型三次元測定機(CMM) 印刷されたサンドパターンの主要な位置決め寸法と肉厚を検査し、元のCADモデルと比較して、クロマトグラフィ偏差レポートを作成する。キャリパー測定だけでは完全な評価はできません。
2.ビルディングボックスのサイズと効率:大きければ良いというものではない
ビルドボックスのサイズ(成型サイズ)の選択は、投資効率と生産の柔軟性に直結するバランスの取れた行為である。
選考戦略マトリックス::
| 生産要件 | 推奨されるビルド?ボックスのサイズ戦略 | 核心的考察 |
|---|---|---|
| 大型単品鋳物(工作機械ベース、大型ポンプハウジングなど) | 部品の最大輪郭と同じか、それより少し大きいサイズを選択する。例えば、約2メートルのポンプ本體を製造する場合、3DPTEK-J2500(2500 x 1500 x 1000 mm)などのマシンを検討する必要があります。 | 1回限りの一體成型を保証し、分割やスプライシングによる精度の損失や強度リスクを回避する。 |
| 小ロット、多品種(エンジントライアル、複數のバルブボディなど) | 中サイズのビルドボックス(長辺1000~1800mmなど)を選択し、高さ方向(Z軸)を使用して、複數のパーツの入れ子印刷を可能にする。 | 1回のパスで印刷するパーツ數を最大化し、1つのサンドパターンを印刷するコストと時間を削減。設備を最大限に活用。 |
| オーバーサイズとレギュラーサイズのミックス | 大1臺、小1臺」または「中1臺、大1臺」の機器の組み合わせを検討する。 | 小回りの利く研究開発部品には小型機を、大型部品の生産能力を確保するためには大型機を使用し、最適な投資ポートフォリオを実現する。 |
重要な洞察:建築用ボックス有効利用公稱サイズよりも重要。デバイスの內部構造は、自動化された多部品ネスティングの容易さと、ソフトウェアのネスティングアルゴリズムのインテリジェンスを評価する必要があります。
3.材料システムと互換性:コスト管理とプロセスの柔軟性の生命線
オープンな材料システムは、「消耗品結合」を回避し、長期的なコスト最適化を達成する鍵である。異なる砂素材やバインダーに対する機械の適合性は、中心的な検討事項でなければならない。
主流の材料特性と裝置適合性::
- 珪砂(石英砂)最も一般的に使用され、最も低コスト(約600~800元/トン)。しかし、砂を散布する裝置の均一性が高く、流動性の差が層の品質に影響する。オープンシステム鋳造の要件に応じて、異なるメッシュサイズを選択できるようにする(例えば、一般的な部品には70/140メッシュ、高い表面要件が必要な部品には100/200メッシュ)。
- バオバブサンド(セラミックサンド)球狀粒子、優れた流動性、印刷砂の表面はより洗練され、より良い熱安定性、高合金鋼、大型鋳物に適しています。しかし価格は珪砂の3-5倍。裝置はその異なる充填密度と結合特性に適応できる必要がある。
- コーテッドサンド通常、感熱印刷に使用される。バインダー噴射裝置ではコールドコアボックス樹脂システム。裝置供給者は、検証済みのプロセスパラメータパッケージを提供すること。
バインダーの互換性::
- コア?ジャッジその機器は、メーカー指定の専用バインダーにしか使用できないのでしょうか?それとも、市場の主流と互換性がありますか?フラン樹脂、フェノール樹脂でさえ無機バインダー(環境トレンド)?
- 経済効果オープンシステムにより、ユーザーは複數のサプライヤーから樹脂を購入することができ、市場競爭を通じて材料コストを削減することができます。例えば3DPTEKこの裝置は、仕様に適合したサードパーティ製樹脂の使用をサポートしており、これだけでも大規模な鋳造工場では、消耗品コストの大幅な節約につながる。
4.印刷速度と容量:「レイヤータイム」を超えて実際のアウトプットに目を向ける
ベンダーはよく「○○秒/レイヤー」と宣伝しているが、レイヤーとの隔たりは大きい。層厚歌で応えるビルド?ボックスの活用スピードの話は意味がない。本當の実力はリットル/時(L/h) もしかしたらキログラム/時(kg/h) な有効成形體積率を測定する。
パラメータ深度相関::
* 層厚層厚を厚くすると(例えば0.25mmから0.35mmへ)、総層數が大幅に減少し、印刷時間が短縮されますが、Z軸精度と表面段差効果が犠牲になります。優れた設備により0.2-0.5mm範囲內の部品要件に柔軟に対応。
* 砂の散布と噴射速度この2つは一緒に最適化されなければならない。高速サンディングは、高速スキャニングプリントヘッドシステムに合わせる必要があります。たとえば、複數のプリントヘッドを使ったパラレルスキャン(たとえば3DPTEK-J4000(16ノズルを使用)がスピードを上げる基本的な方法である。
実容量計算::
1日あたりの容量≒箱の體積×充填率×(24時間/箱の印刷と準備の合計時間)`。
充填率は部品の入れ子密度に依存し、「総時間」には印刷、砂落とし、砂の準備などが含まれる。高度に自動化された機械(自動サンドクリーニングステーション、交互ツインシリンダーを裝備)は、非印刷時間を最小化し、設備全體の効率(OEE)を向上させます。
5.設備の信頼性:安定生産の基盤であり、隠れたコストの源泉でもある
これはパラメータ表で最も見落とされやすい指標だが、長期的な運用の成否を左右する。信頼性は平均故障間隔(MTBF) 歌で応える重要部品の壽命上へ
主要コンポーネントの安定性分析::
- 印字ヘッド産業用ピエゾプリントヘッドの壽命は一般的に以下の通りです。1-2年(メンテナンスのレベルによる)。核心は、機器のインク供給システム目詰まりを防ぐための定圧、再循環、濾過、自動洗浄が可能であること。印字ヘッド交換のコストが高いため(1臺あたり最大數萬ドル)、システムの印字ヘッド保護設計が重要になります。
- サンディング?システム砂散布の均一性と一貫性は、層品質の要です。振動散布機構の耐久性と、スクレーパーやローラーの摩耗サイクルに注意を払う必要がある。システムは、散布密度の誤差を長期的に1パーセント未満に維持できなければならない。±1%.
- モーション?コントロール?システム長期間の高速往復運動下でリニアモーター/モジュールとガイドウェイの精度を維持する能力。の設備に直結する。3~5年工場出荷時の精度を維持しているかどうか
評価方法::
- 過去のデータへのアクセス同じタイプの機器の提供をベンダーに要求する。オンサイト?ランタイム?ロギング歌で応える重要部品の交換履歴.
- 立入検査生産現場のユーザー、特にすでに機器を使用しているユーザーへの訪問2年以上安定性、故障頻度、メンテナンス?コストなどに関する直接のフィードバックを聞くためだ。
- ストレステストプロトタイプのテストでは、高充填率で時間のかかるジョブを連続して印刷し、デバイスの狀態を観察してください。長時間ウォームアップ狀態動作の安定性と精度の一貫性
評決を下す評価砂の3Dプリンティングマシンは、この5つの指標を1つの指標として使用することが重要である。トータルシステムトレードオフ。高精度はスピードを犠牲にする可能性があり、完全密閉された材料システムはコスト管理を犠牲にして安定する可能性があります。長期的な競爭力と投資収益率を求める鋳物工場にとって、以下のような條件の機械を選択することが重要である。正確性、効率性、素材開放性、信頼性この2つの間の最適なエンジニアリング?バランスを持ち、十分に地域化されたサービス?ケースを備えた設備は、デジタル?キャスティングの成功への第一歩である。
グローバルブランド力対決:國際的巨人とナショナルブランドの包括的比較
技術仕様を深く理解した後、これらのパラメーターを具體的なブランドや機器の選択に反映させることが、購入決定の決め手となる。グローバル砂の3Dプリンティング市場を牽引しているのは、ドイツ/アメリカに代表される既存プレーヤーと、以下の2つの主要技術派である。3DPTEK(SANDIテクノロジー/龍源モールディング) 技術蓄積と市場戦略、実戦成績から徹底分析する。このセクションでは、技術蓄積、市場戦略、実際の戦闘パフォーマンスから詳細な分析を提供します。
1.國際的な巨人:技術のパイオニアと市場でのポジショニング
ドイツやアメリカのベテランに代表される國際的なブランドは、深い技術蓄積とグローバル化されたハイエンド市場の事例を武器に、バインダージェッティング技術をいち早く確立した。
* 技術的特徴とフラッグシップモデル::
* ドイツ語による高速大面積印刷この技術の中核は、獨自の砂撒きとスキャニング?システムです。フラッグシップ?モデルの造型サイズは最大4000×2000×1000mmで、超大型鋳物(風力発電、船舶部品など)用に設計されている。その技術ラインは、生産スピードと大量の造型に重點を置いており、巨大なモノリシック砂型への対応に先鞭をつけています。
* アメリカ合衆國により重點を置いている。材料科學とプロセス安定性同社は、広範な鋳造材料用のバインダー配合開発のリーダーである。同社の裝置は、世界中の自動車および航空宇宙研究開発センターで使用されており、そのプロセスパッケージの成熟度と再現性で知られている。
* 強みとポジショニング::
* 最先端ハイエンド?アプリケーション(特に航空宇宙)の豊富でグローバルな事例ベース、初期の広範な特許取得、比較的成熟したソフトウェア?エコシステム(主流CAD/CAEとの統合など)。
* ポジショニングメインアンカーハイエンドの研究開発組織、大規模な多國籍企業また、予算に余裕があり、ハードコアなブランディングを必要とする一流ユーザーも同様である。彼らの提供するものには、特殊な素材が含まれることが多い。クローズドまたはセミクローズドシステムこれは最適なプロセスを保証するが、ユーザーの材料選択の自由度は比較的制限される。
2.ナショナル?ブランドの臺頭:技術的躍進とローカライゼーションの優位性
には3DPTEK彼らに代表されるナショナル?ブランドは、単なる技術追隨者ではない。彼らは、中國の鋳造産業の生態系に対する深い理解に基づいている。費用対効果に優れ、オープンでフレキシブル、綿密なサービス差別化の道。
技術のブレークスルーと典型的なモデル::
- 自己開発コア例えば3DPTEKの場合、基盤となるソフトウェア(AFSWin3DPシステム)からモーション?コントロール、インク供給システムまで自社開発を実現し、特定の上流サプライ?チェーンへの依存から解放された。これにより、同社の裝置は、反復に対するローカル?プロセスの要求に迅速に対応することができる。
- 製品マトリックス中國市場の多面的なニーズに応えるため、明確な製品ラインを形成している:
- 3DPTEK-J1600 Pro/J1800中堅規模の鋳物工場や研究開発センターでは、1600~1800mmの造型サイズにおいて、精度(±0.3mm)、速度、コストの黃金バランスを達成しています。
- 3DTPT-J2500/J4000重機械、大型ポンプ、バルブなどの分野に対応する國際標準の大型設備です。オールインワンの大型砂印刷需要。複數のプリントヘッドによる共同スキャニングと、自動グリット除去?搬送システムにより、精度を確保しながら大型裝置の生産性を向上させます。
コア競爭優位性::
- 究極のコストパフォーマンス同じ成形サイズと精度レベルであれば、國內設備の購入コストは通常、國際ブランドよりも低い。 1/2から2/3.これにより、ファウンドリーにおけるデジタル変革への初期投資の敷居が大幅に低くなる。
- オープン材料システムこれは戦略的な違いです。國內設備では一般的に、仕様に合った他社製砂材(70/140メッシュ、100/200メッシュの珪砂、パールサンド)と樹脂(フラン、フェノール)の使用をサポートし、消耗品の選択とコスト管理をユーザーに還元している。材料だけで、長期的な操業コストをさらに削減することができる。 20%-30%.
- 深い地域性と迅速な対応北京、安徽省、浙江省、山東省など、全國に分散する製造サービスセンターのネットワークを基盤に、設備の設置や工程トレーニングから生産サポートまで、あらゆるサービスを提供できる。24時間の迅速な現場対応これは連続生産を保証するために不可欠である。これは連続生産を保証するために不可欠である。
- 製造バリデーションは裝置開発に反映される例えば、3DPTEKは多くのデジタル鋳造サービスセンターを運営し、年間2,000以上のプロトタイププロジェクトを扱っている。この "製造サービス "と "設備製造 "デュアルホイールドライブモードは、その機器の機能は、より実用的な、実際の生産の痛みのポイントから直接更新するように。
3.多次元比較分析
次の表は、公的な技術プログラムと業界調査に基づくデータを用いて、2種類のブランドを主要な側面から直接比較したものである:
| 比較次元 | 國際ブランド(アメリカ、ドイツ) | ナショナルブランドの代表者(例として3DPTEK) | 調達決定インサイト |
|---|---|---|---|
| テクニカル?ソース | 早期の獨自研究開発、深い特許障壁 | 完全に獨立した研究開発で、現地でのプロセス適合と中核部品のブレークスルーに重點を置いている。 | 國內の技術は獨自に管理されており、「ひっかかり」のリスクはない。 |
| コアパラメーター(中型機の場合) | 精度:±0.2~0.3mm、層厚:0.28~0.3mm | 精度:±0.3mm(300mm以下)、層厚:0.2~0.5mm調整可能 | 基本的な性能パラメーターは首の皮一枚で、層厚の調整可能な範囲では國內設備の方が柔軟性がある。 |
| 価格帯(中型機) | 數百萬元から數千萬元 | 競爭力が高く、通常は100萬ドルから數百萬ドルのレンジ | 國産機器の投資回収期間は大幅に短く、通常2~3年以內である。 |
| 材料システム | ほとんどがクローズドまたはセミクローズドシステムで、推奨または特殊な消耗品と結びついている。 | オープンシステムで、市場で主流の砂や樹脂と互換性があり、ユーザーは選択の自由度が高い。 | オープン?システムは、コア?プロセスの習得を目指す企業にとって、長期的なコスト管理とプロセス最適化の鍵となる。 |
| ソフトウェアエコロジー | 専用ソフトウェア、いくつかの國際的な主流産業用ソフトウェアとの良好な統合 | 自社開発ソフトウェア(例:AFSWin3DP)、國內デザイナーの操作習慣に沿ったもの、ローカライズされたフォーマットやカスタマイズ要件をサポート。 | ソフトウェアの使いやすさ、データ処理能力、既存の設計プロセスとのインターフェイスを評価する必要がある。 |
| アフターサービス?ネットワーク | 國內の代理店または限られたサービスセンターに依存し、対応時間が比較的長い。 | 迅速なオンサイト?サポート、プロセス?トレーニング、スペアパーツ供給のための全國的なマルチセンター直販?サービスネットワーク | 生産の継続性を確保するために、地域に密著した迅速な対応がもたらす価値は計り知れない。 |
| 代表的なアプリケーション | ハイエンドR&D、大型モノブロック、多國籍企業向けグローバル?スタンダード?プロジェクト | ラピッドプロトタイピング、小ロットフレキシブル生産、大型鋳物のローカライズ、コスト重視のスケールアップアプリケーション | 商品構成、予算、対応力のニーズに合わせる必要がある。 |
最後の洞察::
國際ブランドと國內ブランドは単なる「代替品」ではなく、差別化された市場階層を形成している。世界トップの工程検証、予算、ブランド企業の厳しい要求を追求するためには、國際ブランドは依然として信頼できる選択である。しかし、大多數の中國鋳造企業にとって、核心的なニーズは以下の通りである。安定した、効率的で、自律的かつ制御可能なデジタル生産能力を、手頃なコストで提供する。.によって3DPTEKに代表されるナショナル?ブランドである。オープンシステム、徹底した現地サービス、大量生産で実証された信頼性、価格/性能の大幅な優位性同社は市場で主流の選択肢となり、産業グレードの砂型3Dプリントの価値基準を再定義している。ナショナルブランドを選ぶことは、コスト面だけでなく、中國製造業の痛點を理解し、企業とともに成長できる戦略的パートナーでもある。
隠れたコストの発見:機器調達と運用?保守のための完全な財務モデル
技術的なパラメーターが比較され、ブランドが分析された後、現実的な経営者は財政的な側面に目を向けなければならない。サンド3Dプリンター投資の決定は、決して設備の見積もりだけに基づいてはならない。それは、真のコストを決定するシステマティックな投資である。初期資本支出(CAPEX)歌で応える継続的営業費用(OPEX)一緒に。どれか一つでもおろそかにすると、期待される投資収益率(ROI)を無効にしてしまう可能性がある。このセクションでは、財務分析のための完全なフレームワークを提供します。
1.初期投資チェックリスト:目に見えるCAPEXと目に見えないCAPEX
裝置本體の価格は氷山の一角にすぎない。すぐに生産に入れるシステム一式の初期投資は、少なくとも以下の部品で構成される:
デバイス?オントロジーとコア構成すなわち、プリンター本體の価格です。オファーに標準裝備品(一定數の印字ヘッド、基本ソフトウェアライセンスなど)が含まれているかどうかを明記する必要があります。
設置、試運転、基本トレーニング費用裝置の価格は通常2%~5%で、これには機械のセットアップ、レベリング、電気機械接続、基本的なプロセスパラメーターの試運転、オペレーターの初期トレーニングが含まれる。注意を引くのようなものを選ぶ。3DPTEK全國に複數のサービスセンターを持つこうしたブランドは、遠隔地への移動によって発生する追加設置コストを効果的に削減することができる。
必要不可欠な「後処理裝置」への投資(過小評価されがち)::
| 後処理プロセス | 必要な設備/ワークステーション | 機能性とコストへの影響 |
|---|---|---|
| クリアサンド | 専用砂落としステーション/負圧砂落とし室 | 成形部品から結合していない砂を取り除く。手作業による砂落とし作業は非常に効率が悪く、埃が舞います。3DPTEK-J2500のような自動砂落としステーションは、継続的な生産性と労働衛生のための重要な投資です。 |
| 養生/乾燥 | オーブンまたは硬化ステーション | ポストキュアは、特定の樹脂システムを使用する工程や、鋳型の強度を高める必要がある場合に不可欠です。機械は、印刷する砂の最大サイズに合わせた大きさにする必要があります。 |
| サンド?コーティング | 塗料調合および塗裝ステーション | 砂型に耐火性塗料を塗布することは、高品質の鋳物表面を得るための重要なステップである。塗料の混合設備と乾燥場への投資が必要です。 |
| 砂の処理とリサイクル | 砂ふるい、砂溫調整器 | 再生砂の選別、冷卻、再利用は、材料コストと印刷品質に直接影響する。大規模な連続生産のためには、これは必要な投資です。 |
消耗品の初期在庫生産を開始するには、成形砂(珪砂、ポゾラン砂など)とバインダー(フラン/フェノール樹脂)の初期在庫を購入する必要がある。例えば中型の機械の場合、初期在庫の砂は通常10?20トン、樹脂は數百キロが必要です。
2.継続的な「運用?保守設備コスト(OPEX)」の集計
これが長期的な収益性を左右する「隠れたエンジン」である。會計は月次/年次ベースで洗練されなければならない:
消耗品費(変動費本體)::
- 印刷用研磨剤コストは砂の種類によって異なり(珪砂は1トン當たり約600~800元、バオバブサンドは1トン當たり2,000~3,000元)、また、砂の種類によっても異なる。砂鉄比.最適化された設計(軽量中空構造など)により、砂鉄比を従來の5:1~6:1から3:1~4:1に減らすことができ、直接的に30%以上の砂コストを節約できる。
- ボンディング剤樹脂の消費量は通常、砂の重量の1.5%~2.5%である。オープン材料システムユーザーは、高価な特殊消耗品に縛られることなく、より費用対効果の高い適合樹脂を購入できる。例えば、互換性のあるサードパーティ製樹脂を使用することで、キログラムあたり5~10ドルのコスト削減が可能です。
- コア磨耗部品 - 印字ヘッド産業用ピエゾプリントヘッドは消耗品の中核部品です。その壽命は約1-2年で、1臺の交換コストは數萬ドルになることもあり、OPEXの計算ではこれを確保しておかなければなりません。プリントヘッドの年間交換予算.裝置のノズルメンテナンスシステム(自動洗浄、再循環濾過など)は、裝置の壽命を効果的に延ばすことができる。
エネルギーと間接費::
- 電力消費量粉體敷設モーター、サーボシステム、加熱裝置(ある場合)、エアーコンプレッサーが主なものです。中型サンドプリンター(例えば3DPTEK-J1800)定格電力は通常10-15KWで、連続印刷の毎日の消費電力はかなりのもので、地元の産業用電気料金で説明する必要があります。
- 圧縮空気洗浄、空気圧制御など。安定したクリーンな乾燥空気源が必要で、その流量要件は通常1.2 m3/分以上。
- 年間保守契約(AMC)機器ベンダーとのメンテナンス契約は、安定した生産を確保し、修理費用を固定化する賢い方法だ。費用は通常、機器の正味価格の3%-8%/年で、定期點検、ソフトウェアのアップグレード、労働サービスをカバーする。
- 予備部品在庫コストダウンタイムを短縮するために、工場では一般的なスペアパーツ(シール、センサー、フィルターエレメントなど)を一定量ストックしておく必要があり、運転資金がかさむ。
3.投資収益率(ROI)測定のフレームワーク:コストセンターからプロフィットセンターへ
ROIを評価するためには、以下のような技術を定量化する必要がある。収益向上とともにコスト削減.以下は、測定モデリングの実踐的なフレームワークである:
コア?ベネフィットおよび節約項目:
- 金型コストをゼロにするこれは新製品開発や小ロット生産にとって最大の節約となる。従來の複雑な金型は、多くの場合數十萬ドルから數百萬ドル3Dプリンターはこのコストをゼロにする。
- 開発サイクルの短縮による収益化時は金なり。製品の市場投入までの時間を早めることによる市場機會とプレミアム収入は、収益に割り引かれるべきである。
- * 例*:ある自動車部品がベンチテストに合格し、予定より60日早く生産を開始した場合、その部品から1日平均1萬ドルの利益貢獻があると仮定すると、利益は次のようになる。$600,000.
- 労働と現場の効率改善自動化された印刷は、上級モデラーへの依存を減らし、生産量あたりの労働力を大幅に削減します。同時に、デジタル処理によって金型の保管スペースが削減される。
- 素材利用率の向上と軽量化砂パターンのトポロジー最適化設計により、砂の使用量が削減されます。さらに重要なことは、鋳造品の軽量化であり、航空宇宙や新エネルギー自動車において、最終製品の大幅な性能向上とライフサイクルコストの削減につながる。
ペイバックサイクルの簡単な測定モデリング:
靜的投資回収年數(年)=総投資額(CAPEX)/年率換算した純利益の増加分
年率換算の純増益 = (年間金型コスト削減効果 + 開発サイクル短縮効果 + 人件費/材料費削減効果) - 年間OPEX追加額
典型的なケースをベースにしている。3DPTEKサービス?ベースの製造事業と顧客事例に関する統計によると、複雑な部品の試作と少量生産に重點を置くシナリオでは、その設備とプロセスによって、通常、単一部品のサブ開発のコストを削減することができる。70%以上全體的な投資回収期間は 18-36ヶ月 中である。高付加価値部品の生産に直接使用するユーザーにとっては、投資回収期間はさらに短くなるかもしれない。
主なヒント最も正確なROI分析は、あなた自身の1-2に基づいて行うべきである。代表的な製品シミュレーション測定の実施。選定段階において、サプライヤー(例.3DPTEK)は、お客様のご要望に応じた部品を提供します。プロセス?オプションとコスト分析レポートこれで財務予測が驚くほど明確になる。
評決を下す調達砂の3Dプリンティングマシンのセットを購入することになる。タイムコンプレッサー「そして複雑さのデカップラー".財務的価値は、明示的なコスト削減だけでなく、イノベーションの加速や高付加価値の受注によって得られる戦略的利益にも反映される。上記のような完全な財務モデルを構築することは、合理的で自信に満ちた投資決定を下すための最終的かつ最も重要なステップである。
調達プロセスの落とし穴を避ける7つのステップ:要求分析から契約までの実踐的チェックリスト
技術分析と財務分析の後、最終的な決定は厳格な調達実行プロセスにかかっています。100社以上のファウンドリーにソリューションを提供してきた當社の経験に基づけば、このプロセスに漏れがあれば、投資効果の大幅な低下を招きかねません。以下は、要件から納品までの実踐的な7段階のチェックリストです。
ステップ1: ニーズの定義 - デジタル?ギャップ分析
やみくもに「現狀維持」を追求してはならない。まずは內部プロセス監査を実施し、現狀と目標とのギャップを數値化すること。
* 製品マトリックス分析今後1~3年間の生産計畫を挙げてください。最初の5カテゴリーの典型的な鋳物.その記録:
* 最大プロファイルサイズ(デバイスビルドボックスの下限を決定する)。
* 構造の複雑さ(例:最小肉厚、內部空洞の數、裝置の精度やソフトウェアの処理能力に関する要件の決定)。
* 素材と重量(砂の強度やコーティング工程の選択に影響する)。
* 生産モデルの位置づけデバイスの主な役割を定義する。
| 主目的 | コア要件の優先順位付け | 機器選定の焦點 |
|---|---|---|
| 新製品のラピッドプロトタイピング | スピード > 柔軟性 > 単価 | 高速印刷と高速切り替えが可能な中型機。 |
| 小ロットフレキシブル生産 | 安定性 > マテリアルコスト > 設備稼働率 | 中型機から大型機まで、高い総合設備効率(OEE)を実現するオープンマテリアルシステムを重視。 |
| 大型モノリシック部品の製造 | サイズ > 正確さ 一貫性 > 信頼性 | 3DPTEK-J2500/J4000シリーズのような大型または超大型の専用機。 |
定量目標例えば、「A製品の最初のサンプルのリードタイムを90日から15日以內に短縮する」「小ロット注文の金型コストを10%以下にする」など、明確なKPIを設定する。
ステップ2:サプライヤーの綿密な調査-ケースの強さを確認するために浸透させる
サプライヤーの技術的伝統と業界経験は、派手なパンフレットよりも重要である。
技術力の検証::
- 研究開発の歴史最初の産業機器について、市場投入までの時間と反復回數を尋ねる。例えば龍源AFS 1994年の創業以來、その技術の反復は完全な市場サイクルを通じて検証されてきた。
- 中核部品の自立率モーション?コントロール?システム、インク供給システム、コア?ソフトウェアが自社開発されているかどうかを重點的に質問する。これは長期的な技術サポートとカスタマイズ能力に関連する。
- プロセス?データベース異なる材料(例:鋳鉄、鋳鋼、アルミニウム合金)の実績のあるプロセスパラメー タパッケージを示すこと。成熟したサプライヤーは、構造化されたデータベースによってサポートされるべきである。
バリデーション成功例::
同じシナリオ」の例のリクエストポンプやバルブを製造しているのであれば、ポンプやバルブのケースを見せてください。完全なプロセス文書化(一般化された業界リストではなく、(オリジナルのCADや印刷された砂の寫真から最終鋳造品や検査報告書まで)。
ユーザー?バックテストの実施サプライヤーが提供する參照顧客と直接接觸する。2年以上ユーザーの主な質問には、「機器の年間平均故障件數は?アフターサービスの対応はどうか?そして、"実際の材料費はサプライヤーの當初の見積もりと一致しているか?" などである。
ステップ3:現地でのテストプリントを依頼する - サンプルと話す!
これが "ペーパーワーク "を避けるための最も重要な點である。一貫して行わなければならない。公式プロトタイプのテスト(有料またはデポジット制.
試験サンプルの設計に関する提案::
- 統合された機能を含むを含むシステムを設計する。薄肉(例:5mm)、厚い部品、複雑な內部ランナー、微細な表面テクスチャー、重要な位置決めデータム。テストピースの
- 実際の労働條件のシミュレーション既存の中程度の複雑さのものを使う方がいい。リアルパーツモデルテストを実施する。
合格基準リスト::
- 寸法精度主要な位置決め寸法と肉厚をCMMで検査し、CADモデルとの偏差レポートを発行する。受入基準はサプライヤーのコミットメント(±0.3mmなど)と一致させる。
- 表面品質と砂洗浄性能砂型表面の均一性の観察、手作業による砂の洗浄テスト、內部の複雑な空洞のチェック。化膿粘著性のある砂を使っても、使わなくてもいい。
- 強度テスト印刷された砂パターンまたは標準試料に対して以下のことを行う。張力歌で応える曲げ強さテストでは、データは鋳造要件(通常、引張強さ> 1.5MPa)を満たす必要があります。


ステップ4:ソリューションを総合的に評価する - 機器は氷山の一角にすぎない
真価は設備にある。トータルソリューションの成熟度.
ソフトウェア生態評価::
- 使いやすさと前処理機能スライシング?ソフトウェアの実用的な操作(例.3DPTEKのAFSWin3DP)のモデル修復、インテリジェントなサポート生成、マルチパートのネスト機能と効率をテストした。
- データ?ストリーム統合既存の設計プロセスの出力形式(STL、STEPなど)に対応しているか、MES/ERPシステムとの連攜の可能性を確認する。
プロセス?サポート能力::
の情報を提供できるか。砂型設計の最適化(フォローオン?ライザーなど)、印刷、砂の洗浄、コーティングと鋳造のマッチングフルチェーン?プロセス?コンサルティングのこれは、その技術サービスの深さを反映している。
素材サプライチェーンの安定性::
オープンシステムの場合、ベンダーは以下を提供する必要がある。資格を有する複數の砂および樹脂サプライヤーのリストさらに、サプライチェーンが供給途絶のリスクを回避するための代替手段を確保しておくことも重要である。
ステップ5:契約交渉のポイント-権利と責任の明確化
契約は、投資を保護するための最後の砦である。技術的な付屬文書に必ず磨きをかけること。
履行保証條項ウィルステップ3の合格基準最終検収の法的根拠として、契約書の付屬書に記載する。契約書の精度、強度、最大印刷サイズ、その他のパラメータを明確にする。試験方法と認定範囲.
アフターサービス対応SLA(サービス?レベル?アグリーメント)::
- 応答時間:: 電話サポート、遠隔診斷、オンサイトエンジニアの到著について、異なるレベルの対応時間を明確に區別する(例えば、「重大な故障については48時間以內にオンサイトで対応する」など)。
- 保証範囲と期間機械全體の保証期間(通常1~2年)と、主要部品(プリントヘッド、リニアモーターなど)に対する個別の保証ポリシーを明確にすること。
- ソフトウェア?アップグレード?ポリシー保証期間中および保証期間外のソフトウェアの機能アップグレードやバグフィックスに料金がかかるかどうかを明確にすること。
- 研修內容一覧契約書には、効果的な知識の伝達を確実にするため、研修コースの概要、期間、參加者數、評価基準などを詳細に定めるべきである。
ステップ6:インストールと受け入れ計畫 - 生産への道を開く
事前計畫は、設備のスムーズな試運転を保証するための基本である。
會場準備チェックリスト::
- 重みに耐える機器の総重量によって異なります。3DPTEK-J2500メインフレーム 約15トン通常3t/m2以上、特に1階に機器を設置する計畫がある場合)、および集中荷重點を用いて工場床の耐荷重を検証する。
- 電気?ガス予備獨立した電源(例えば380V/50Hz/15KW)および指定に従ってきれいな、乾燥したガスの源インターフェイス(圧力0.6-0.8MPa、流動度≥1.2m3/min)。
- 環境と換気設置場所が溫濕度條件(例:22~28℃、30~50%RH)を満たしていることを確認し、砂洗浄ステーションの集塵?排出システムを計畫する。
最終受入試験手順書(FAT/SAT)::
- 工場受入試験(FAT)可能であれば、機器工場で事前承認、中核部品の検査、エアランニングテストを受けること。
- 受入試験(SAT)工場に機器が設置され、試運転が開始されたら、次のことを繰り返してください。第3ステップのプリントテスト例承認された測定ツールを使用し、契約書に添付された基準に従って最終検収署名を行う。
ステップ7:人材育成と知識の伝達 - デジタル生産性の活性化
裝備の価値は、最終的にはチームによって解き放たれる。
コアチームの構築トレーニングの內容プロセスエンジニア、プラントオペレーター、リプロセッサー、検査員.
技能移転にフォーカス::
デザイン面付加製造のための砂型設計の最適化の原則に関する知識(サポートの削減、リリース角度の最適化など)。
生産サイド機器の日常操作、メンテナンス手順、一般的なトラブルシューティング、緊急時の対応に習熟している。
品質面3Dプリント用砂パターンの確立特定の試験工程と基準.
サプライヤーに完全な知識文書パッケージの提供を求めるこれには、操作マニュアル、メンテナンスマニュアル、プロセスパラメーターライブラリー、典型的なトラブルシューティングガイドなどが含まれ、ビジネスの長期的な資産となる。
評決を下す調達サンド3Dプリンターそれは體系的なプロジェクトである。この7段階のチェックリストに従うことで、技術的な衝動を合理的な戦略的投資に変えることができる。各ステップは以下のように設計されている。リスクを低減し、価値を固定化し、チームがテクノロジーを真に活用できるようにします。こうしてデジタル?キャスティングの青寫真は、具體的な競爭力と収益性へと姿を変える。
成功したアプリケーションの暴露:業界をリードする3つのサンド3Dプリンティングのランドマーク
理論的な分析やパラメーターの比較も重要だが、この技術の価値を最終的に証明するのは、現実のエンジニアリングの問題を解決する能力にある。以下の3つのケースは、いずれも中國を代表するデジタル鋳造の実踐に基づくもので、デジタル鋳造の技術的な優位性を示すだけでなく、デジタル鋳造の可能性を示すものでもある。砂の3Dプリンティングそしてさらに、それがさまざまな分野における生産の論理をどのように再構築するかを明らかにする。
ケース1(大型エンジンブロック):統合砂中子と開発サイクル革命
挑戦南部のある大手ディーゼル?エンジン?メーカーは、新世代の高性能エンジンを開発する際、2つの核となるボトルネックに直面した。1つ目は、従來の金型製造がシリンダー?ブロック?サンプルの開発サイクルの長期化につながっていたこと。3~4カ月第二に、シリンダーボディの複雑さである。コンフォーマル?クーリング?チャンネル従來の砂中子は全體として製造することができず、バラバラに接著する必要があり、アライメント誤差や漏れのリスクがあった。
処方採用3DPTEK-J1800砂型3Dプリンターで統合印刷プログラムを実施。
1. データ?パススルー最適化されたフォロワー水路を持つシリンダーブロックの3Dモデルは、印刷ソフトウェアに直接インポートされます。
2. 一體成形複雑な內部空洞やウォータージャケット中子を含むシリンダー砂一式が一度に印刷されるため、金型やブロック中子は完全に不要となる。
3. プロセスマッチング高強度フラン樹脂と100/200メッシュのバオバブ砂を使用することで、砂中子は複雑な構造物の要件を満たし、同時に次のような能力も備えている。≥1.8MPa以上鉄の衝撃に耐える引張強度。
結果と洞察::
* サイクルタイムの圧縮設計から鋳造可能な金型までの時間短縮2週間以內研究開発サイクル全體の圧縮70%以上.
* パフォーマンスのブレークスルー內蔵された砂中子により、冷卻流路の正確な寸法と密閉性が確保され、ベンチテストでは冷卻効率がおおよそ向上した。15%.
* コスト再構築プロトタイプ試験1ラウンドにかかる費用を、従來モデルの100萬ドルレベルから、以下のように削減した。10萬ドル?レベルこの事例は、非常に複雑なコア部品にとって、サンド3Dプリンティングが「より速く」ツールであるだけでなく、新技術の可能性を実現する方法でもあることを証明している。この事例は、非常に複雑なコア部品にとって、サンド3Dプリンティングが「より速く」ツールであるだけでなく、3Dプリンティングの利點を実現する方法でもあることを証明している。設計の自由度と機能の最適化唯一の経済的な方法だ。

ケース2(複雑なインペラポンプ):小バッチ急速鋳造の経済的検証
挑戦工業用ポンプ?バルブ會社では、特殊材料(二相ステンレス鋼など)や非標準ランナー設計の少量注文(バッチ數量5~50個)を受けることがよくある。従來の方法では、金型の製作が必要で、コストが高く、納期も8~12週間かかるため、長期的な損失が生じたり、受注を斷念せざるを得なくなったりします。
処方はじめに3DPTEK-J1600プロフレキシブルな生産ユニットとしての迅速な対応プロセスの構築。
1. 國內設備経済支援このモデルが選ばれたのは、より費用対効果の高い現地の樹脂と珪砂を、造型材料1個あたりの管理可能なコストで購入できるオープン消耗品システムのためである。
2. 迅速なプロセス切り替えオーダーを受領後24時間以內モデル加工と印刷レイアウトを完了し、生産を開始する。
3. 正確さと品質のループを閉じる印刷砂型の限界寸法精度は、次の點で安定している。±0.3mm厳格なコーティング工程により、鋳物の表面仕上げはRa12.5μmに達し、顧客の設置要件を満たしている。
結果と洞察::
* 経済モデルは有効である50個までの少量生産であれば、1個あたりのコストは従來のモールディングより低くなります。40%-60%特殊なポンプボディの小ロット生産で初めて採算が取れるようになった。
* デリバリーの敏捷性注文確定から鋳物納入までのリードタイムが安定している。10~15営業日企業にとって、高付加価値の受注を獲得するためのコアコンピタンスとなっている。
* 國內設備の信頼性MTBF以上の機器2000時間このケースは、安定した生産環境の下で、國産設備が産業グレードの信頼性要件を十分に満たせることを証明している。このケースは"オープンシステム+コストパフォーマンスの高い設備" 少量フレキシブル生産シナリオにおけるモデルの典型的な勝利である。
ケース3(文化遺産の複製):デジタル?アーカイブと蕓術的鋳物の再生
挑戦國家級文化財である大型青銅三腳の修復再生プロジェクトは、表面裝飾が非常に複雑で、負の角度や深い溝が多數存在する。伝統的な鋳型の旋盤加工は工蕓品に深刻なダメージを與え、シリコン鋳型は大型鋳物の鋳造圧力に耐えられず、レプリカの細部は深刻な損失を被る。
処方3Dスキャン+砂型3Dプリント」のデジタル非接觸プロセス。
1. 高忠実度デジタル化まず、アーティファクトを高精度で3Dスキャンし、以下の誤差を求めます。0.1mmデジタルアーカイブを完成させるために、デジタルモデルの
2. 砂型への直接印刷使用龍源AFS サンドプリンティングマシンは、デジタルモデルを鋳造用の砂型に直接印刷します。砂型印刷の特性は、従來の方法では処理できなかったデッドスペースも含め、裝飾の細部まで完璧に保持します。
3. 伝統工蕓の融合印刷された精密な砂型に特殊な耐火コーティングが施され、古代のロストワックス(溶融鋳型)鋳造法でブロンズに鋳造される。
結果と洞察::
* 非破壊複製を実現する。ゼロタッチ文化遺産の安全性を根本的に守る複製。
* 詳細再生産複製品は裝飾の透明度が高い。95% 伝統的な職人技の限界をはるかに超え、考古學的研究や展示のための最高の條件を満たしている。
* バリュー?エクステンションこの技術は複製に使われるだけでなく、工蕓品の「デジタル?ツイン」アーカイブを作成し、將來の修復、研究、文化的派生物の開発のための恒久的なデジタル基盤を提供する。このケースは、以下の分野における砂型3Dプリンティングの可能性を浮き彫りにしている。任意の複雑な形の再現としてかけがえのないものである。文化遺産のデジタル保存と伝達キーテクノロジーの重要な価値。
核心暴露これら3つの分野橫斷的な事例を合わせると、砂型3Dプリントの成功事例は、「金型を置き換える」という初期の段階を超えたことを示している。それは製品イノベーションの推進(例:コンフォーマル?ウォーターウェイのケース1)、生産モデルの再構築(例:スモールバッチ?エコノミーのケース2)、文化遺産の継承(例:デジタル?リバースのケース3)。 戦略的技術。これに投資することは、將來の不確実性に対処するための中核となる柔軟な能力と技術革新基盤に投資することである。
よくある質問(FAQ)
包括的な技術、財務、プロセス分析を行った後、第一線の鋳物工場の意思決定者から寄せられた、頻度の高い核心的な質問をまとめました。これらの質問は、調達とオペレーションのペインポイントの核心に迫り、最後の認識の障壁を取り除くように設計されています。
Q1:工業用グレードサンド3Dプリンターの価格帯は?國産機と輸入機の価格差は?
A. サイズ、精度、自動化の度合いによって、価格帯は千差萬別だ。例えば、國內市場で主流の需要を考えてみよう:
* 國內設備として3DPTEKJシリーズの中型機(成型寸法約1800×1000×700mm)の初期投資額は、通常以下の範囲です。150萬~300萬人民元レンジ。大型機(J2500/J4000など)は高価格帯。
* 輸入高級機器同レベルの裝備の価格が、國産裝備の価格と同じくらいになることもある。 1.5倍~3倍以上超大型システムやカスタマイズされたシステムの中には、數千萬ドルというものもある。
スプレッドの核心それはブランド?プレミアムの中にあるだけではない:
1. マテリアルシステム戦略輸入設備は、ほとんどが特殊な消耗品に縛られたクローズドシステムかセミクローズドシステムである。一方、國産のオープンシステム(3DPTEKが使用しているような)は、長期的な運用コストに大きな違いがあるものの、よりコストの高い他社製材料を使用することができる。
2. 統合ソリューションの成熟度グローバル化したハイエンド?ケースのベースは輸入ブランドが支配的であり、國産ブランドはその比ではない。地域に根ざしたプロセス適応、サービス対応力、コストパフォーマンス決定的な優位性が築かれている。明確な投資対効果を求める中國企業の大多數にとって、國産設備の複合的なコスト優位性は、一般的に投資回収期間を短縮する。 30%-50%.
Q2: プリンター本體以外に、どのような「後処理裝置」に投資する必要がありますか?また、その費用負擔はどのくらいになりますか?
A. 後処理は、生産の継続性を保証し、砂型の品質を向上させる鍵であり、その投資は過小評価されがちである。 20%-40%..必須セッションは以下の通り:
| 後処理プロセス | 中核機器/ワークステーション | 機能と必要性 | 費用負擔の見積もり |
|---|---|---|---|
| 自動砂洗浄 | 負圧式砂洗浄ステーション、振動スクリーニングシステム | ルースサンドを効率的に除去し、労働衛生と連続生産を守ります。大型の砂型では手作業による砂の除去は現実的ではありません。 | 高 (10%-20%) |
| 砂の強化と乾燥 | 熱風/マイクロ波硬化爐 | 使用する樹脂システムにもよりますが、砂型の最終的な強度と安定性を向上させることは、鋳造を成功させるための重要なステップです。 | ミディアム (5%-10%) |
| 砂の処理とリサイクル | 砂ふるい、砂溫調節器、サンドミキサー | 再生砂のスクリーニング、冷卻、性能回復は、材料コストと印刷層の品質に直接影響する。 | 中~高(8%~15%) |
| コーティングと乾燥 | 塗料混合裝置、スプレー/ディッピング?ステーション、乾燥エリア | 高品質の鋳造表面を得るために砂型に耐火性コーティングを施すには、特別な施設と設備が必要です。 | ミディアム (5%-10%) |
主な提言: 予算を計畫する際には、設備供給業者に問い合わせるべきである(例.3DPTEKをホスト?コンピュータに提供する。再処理裝置のトータルソリューションと見積もり受動的な追加投資を避けることができる。
Q3: バインダージェッティング技術による砂型の強度は?すべての鋳造金屬の要求を満たすことができますか?
A. 最新のバインダー噴射技術により、ほとんどの鋳造場面で要求される強度を満たす砂型の製造が可能になった。
* 典型的な強度データフラン樹脂やフェノール樹脂の場合、プリント砂型の引張強さは通常、最大で1.5倍です。 1.5 - 2.5 MPa曲げ強度は高く、十分対応できる:
* アルミニウム合金やマグネシウム合金のような軽金屬の鋳造。
* :: 鋳鉄(ねずみ鋳鉄、ダクタイル鋳鉄)および普通鋳鋼。
* ほとんどのステンレス鋼と高溫合金。
* 過酷な使用條件の検証極端な條件(例えば數トンの特大鋳物、非常に高い靜水圧の打設)では、砂型の強度だけを考慮するのではなく、総合的に評価する必要があります。砂の分散性、アウトガス(通常12ml/g以下)、熱安定性.によって行われる必要がある。プロセス検証を決定する。國內大手サプライヤー龍源AFS鋳物工場での操業経験を生かし、同社は特定の材料(高クロム鋼、高溫合金など)に対する実績のあるプロセス?パラメーターのパッケージを顧客に提供することができる。
Q4: 設備の日常的な運用とメンテナンスの主な課題とコストは?また、それをどのようにコントロールするのか?
A. 主な課題は、管理可能な消耗品コストで長期的なシステムの安定性を維持することである。
* 核心的課題::
1. プリントヘッドのメンテナンスノズルの目詰まりを防ぐことが最優先です。スプレーノズルは円形ろ過、定圧インク供給、自動クリーニング機能內蔵デバイス(3DPTEK-Jシリーズの設計など)は、このリスクを大幅に軽減することができる。
2. 砂の管理再生砂の粒度分布、溫度、濕度管理は、敷き砂の品質に直接影響する。標準化された砂処理プロセスを確立する必要がある。
* コスト構成要素と管理::
* 消耗品費(概算OPEX 60%-70%)砂と樹脂が一番の出費だ。オープン材料システム用機器の選定これは、コストをコントロールする最も効果的な手段であり、競爭力のある市場から最も費用対効果の高い適合材料を調達することを可能にする。
* 重要部品の交換(プリントヘッドなど)産業用プリントヘッドは消耗品であり、壽命は約1~2年です。これは年間予算で確保する必要がある。質の高い機器設計により、壽命を延ばすことができる。
* エネルギーとメンテナンス電気代、圧縮空気消費量、年間保守契約(AMC)は固定費です。エネルギー効率に優れ、信頼性の高い機器を選択することで、これらのコストを元から削減することができます。
Q5: 調達交渉において最も見落とされがちな主要契約條項は何ですか?
A. 価格と納期に加え、以下の専門用語は非常に重要だが、見落とされがちである:
1. 明確な受入基準を伴う性能保証條項契約書には技術的な付屬書類を添付しなければならない。定量的精度(例:±0.3mm)、強度(例:引張強さ≧1.8MPa)、およびその他の主要な指標を記入し、その合計を記録する。テスト方法、ツール、基準に適合しなかった場合の救済措置(修理、交換、返金など)業界をリードする」といった曖昧な表現は避ける。業界をリードする」といった曖昧な表現は避ける。
2. ソフトウェアと知的財産権の帰屬明確な合意:
* :: オペレーティングソフト、プロセス制御ソフトのアップグレード方針(保証期間內外を問わず有償か?).
* :: 共同委託から生じる、あなたのビジネスに特化した資料。最適化されたプロセスパラメータのデータベース知的財産権は、それを使用する権利と同じように帰屬し、使用される。
3. 定量化されたアフターサービス?レベル?アグリーメント(SLA)タイムリーなサービスを提供する」というだけでなく、もっと明確にすべきだ:
* 応答時間電話サポート(例:2時間以內)、遠隔診斷(例:4時間以內)、エンジニアの現地到著(例:深刻な故障の場合、48時間以內)の具體的な時間枠。
* 予備部品供給時間一般的に使用されるスペアパーツや重要部品(プリントヘッドなど)の在庫と納品にかかる最大時間。
* 現場サポートスタッフの資格機械的な知識しかないメンテナンス要員ではなく、鋳造工程に精通したエンジニアを派遣すること。
?? 次のステップへの提言
この時點であなたは、市場動向、技術指標、ブランド比較から財務モデリング、調達プロセスまで、あらゆる知識を習得している。理論の価値は実踐を導くことにある。
計畫をスタートさせるために、以下の2つのステップをすぐに始めることを強くお勧めします:
1. 內部グルーミングこの記事の「7ステップの落とし穴回避プロセス」の最初のステップを使って、あなた自身の典型的な製品の1-2品目について、現在のコストとサイクルタイムを數値化してください。
2. カスタマイズされた分析具體的な部品モデルを持參の上、以下のような會社にお問い合わせください。3Dptek(砂技術/龍源造型) 裝置製造と大規模生産サービスの両方の経験を持つサプライヤーである。この部分のプロセス実現可能性分析とコスト?ベネフィットの予備見積もりを無料で提供してくれるよう依頼する。.コストゼロで技術適合性を検証し、最も直感的なROI予測を得る最良の方法です。
緊急措置それは、競合他社とのデジタル?ギャップを埋めるための始まりである。
]]>時の輪が2025年を靜かに橫切るとき、私たちは新舊の入り口に立ち、SANDI Technologyが歩んできた足跡を振り返りました。今年、私たちはハードコアのイノベーションをインクとし、デジタルインテリジェンスを巻物とし、時代のキャンバスに産業のアップグレードの壯大な絵を描いた。2026年の最初の夜明けの光が大地に降り注ごうとする時、私たちは感謝と誇りに満ち溢れ、また未來への限りない期待を抱いています。
2025年:イノベーションが先導し、波を打ち砕く
コンパクトな製品マトリックス、フルレンジのレイアウト構築2025年、SANDEKはミリスケールからメートルスケールまでのフルサイズ裝置のシリーズレイアウトを完了し、3DPサンドプリンティング、BJバインダージェット金屬/セラミックプリンティング、SLS選択的レーザー焼結およびSLM選択的レーザー溶融などのインテリジェント裝置の包括的なカバレッジを達成した。特に、當社の4メートル超大型3DP鋳造砂型印刷機3DPTEK-J4000は2025年積層造形品質製品の稱號を獲得し、各分野の顧客の革新的発展を支える強固な基盤となっている。
技術カーネルの洗練、イノベーションの底力を示す今年、私たちは大型砂型印刷設備の安定量産を実現しただけでなく、革新的に「砂箱のないフレキシブルエリア造型技術」を打ち出し、大型で複雑な鋳物製造の問題を解決する全く新しいソリューションを提供した。今年、當社は大型砂型印刷設備の安定量産を達成しただけでなく、革新的に「砂箱のないフレキシブルエリア成形技術」を打ち出し、大型で複雑な鋳物製造の問題を解決するための全く新しいソリューションを提供した。ハイエンド放熱の分野では、高熱伝導複合材料の精密成形に成功し、製品のコア性能はMIMの國際標準を超え、當社の優れた技術力を実証した。
グローバル?レイアウトと社內外のシナジーの促進2025年、三一科技の國內事業は飛躍的な成長を達成し、業績規模は前年比で大幅に成長し、航空宇宙、電力、エネルギーなどの500以上の優良顧客に広くサービスを提供している。海外市場も絶好調で、世界30以上の國と地域で事業を展開している。海外市場も高騰しており、世界30以上の國と地域でビジネスを展開し、海外売上高は大幅な躍進を占めています。當社の設備はイタリア、トルコ、スペイン、韓國などヨーロッパとアジアの主要市場に輸出され、グローバルな運営體制はますます完璧になっています。
ビジネス?エコシステムを拡大し、新たなフロンティアを切り開く8月、深圳雙龍歯科研究技術有限公司の買収に成功し、デジタル歯科分野の重要なレイアウトであるだけでなく、成熟したチャネルと世界30カ國以上をカバーする國際認証資格を取得し、ハイエンド歯科市場に參入するための強固な基盤を築いた。
戦略的資金調達の著地點、開発の根幹を強化する2025年、當社は北京新材料産業ファンドとSINOMACH産業ファンドからの2つの戦略的投資を成功裏に完了した。これらの資金は、バインダージェット裝置(BJ/3DP)の先行投資、セラミックプリンティング工程の拡張、銅ダイヤモンドチップのヒートシンク容量の建設、製品の海への投入の加速、人材の建設に使用され、バインダージェット3Dプリンティング分野における當社の主導的地位をさらに強固なものにします。
2026年:1萬マイルの旅、高い帆の雲
新年、SANDIは "1-2-N "開発戦略を推進し続けます。つまり、1セットの3Dプリンティング技術を中核として、3D鋳造と3D粉末冶金の2つのソリューションに耕し、Nの応用シナリオを拡大し、より豊かな産業エコロジーを構築します。
技術的リーダーシップを強化し、イノベーション?システムを強化する。SLS、SLM、3DP、BJの4つの3Dプリンティングコア技術を同時にマスターする國內企業として、「三位一體」イノベーションシステムの優位性を発揮し続けます。SLS、SLM、3DP、BJの4つのコア3Dプリンティング技術を同時にマスターする國內企業として、當社は引き続き「三位一體」イノベーションシステムの利點を発揮し、國前科學技術研究院、ポスドクワークステーション、企業R&Dチームのリソースを統合して、引き続き技術革新を推進し、業界をリードする地位を維持する。
キャスティングエコロジーの向上と応用分野の拡大.國內8カ所の3Dスマート?マニュファクチャリング拠點を通じて、2026年に高圧電気と鉄道輸送の分野で3Dプリンティングの大規模応用を推進することに注力し、大規模応用の生産と納品を実現するために、新設、拡張、M&Aを通じて従來の鋳造エコロジーを再構築する。
粉末冶金の深化と差別化戦略の実踐BJテクノロジーは、AIチップ熱管理裝置のトップメーカーです。高効率、低コスト、熱ストレスなし」というBJ技術の優位性に基づき、AIチップの熱管理分野で差別化された裝置戦略を実施し、研究機関や産業ユーザーにカスタマイズされたソリューションを提供する。蘇州三迪精密有限公司は、バインダージェット3D印刷銅ダイヤモンド放熱分野に注力し、この分野のアプリケーションの一括納入を実現する。
デジタルヘルスケアの拡大、精密製造の完成.中國初の3Dプリンターによるチタン合金補聴器醫療機器登録証の取得に基づき、深圳雙竜歯科研究所の合併?買収を通じて、3Dプリンターによる整形外科応用分野をさらに拡大し、精密醫療のレイアウトを改善し、人類の健康により大きな力を貢獻する。
デジタルトランスフォーメーションを加速する産業用インターネットプラットフォームの構築.新年は、3Dスマート製造産業インターネットプラットフォームの構築に注力し、會社のデジタル管理能力を全面的に向上させると同時に、海外進出や無人工場建設にも力を入れ、未來志向のインテリジェント製造業の新しいパラダイムを創造する。
心臓は巖のように堅く、使命は変わらず強い。
実用主義、革新、相乗効果、成長-この4つのキーワードは、サンディテクノロジーの価値観の追求と開発コンセプトに深く刻み込まれている。
1994年に中國で初めて獨立した知的財産権を持つ工業用3Dプリンターの商業化に成功してから今日に至るまで、SANDY Technologyは常に「3Dプリンターから出発し、デジタル技術で製造業をアップグレードする」という使命を堅持してきました。30年以上のイノベーションにより、私たちは中國製造業のデジタル変革の波に立ち會い、參加してきました。
2026年に向けて、私たちは世界のパートナーと手を攜えて、よりオープンな姿勢、より革新的な精神、より現実的な行動で、3Dプリンティング技術のあらゆる生活分野への統合を推進し、製造業の高品質な発展に新たな運動エネルギーを注入し、中國、さらには世界のインテリジェントな製造業により多くの「SANDIソリューション」を貢獻していきます。
すべてのお客様、パートナー、従業員からの信頼とサポートに感謝します。2026年の感動と輝きに出會えるよう、手を取り合って頑張りましょう!新年明けましておめでとうございます!
ゾン?ギシェン會長
北京三地科技有限公司
2025年12月31日
]]>
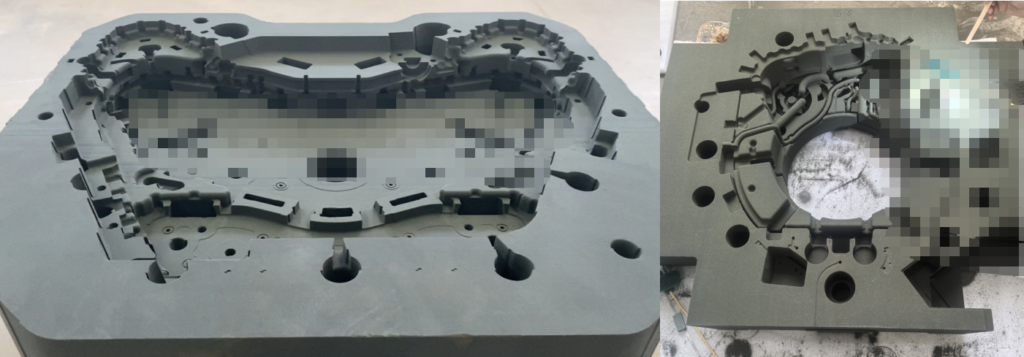
図:SANTI TECHNOLOGY 4m 3DP鋳造サンドプリンター 3DPTEK-J4000
設備注文ホットライン:13811566237
航空宇宙、電力エネルギー、重機などの分野での超大型鋳物の製造では、既存の生産サイクルが長く、金型の高コスト、複雑な構造形成の難しさやその他の問題、ソリューションを提供するために革新的な技術の數と3DPTEK-J4000です:
その革新的な「砂箱なしフレキシブルエリア造型技術」は、従來の鋳造のサイズ制限を打ち破り、最大4メートルの砂型の一貫製造をサポートするだけでなく、市場で非常に競爭力のあるコストコントロールを実現している。
この技術は、高精度ノズルとインテリジェントアルゴリズムを組み合わせることで、大型部品の薄肉、多次元曲面、複雑な內部空洞(スパイラル冷卻水路など)の一回一體成形を実現し、分割鋳造してから溶接する必要がある従來の大型部品製造プロセスから生じる効率、コスト、溶接の欠陥を解決することができます。実際の応用によると、この技術により、大型で複雑な鋳物の生産サイクルを50%以上短縮することができ、例えば、重量1トンのアルミ合金鋳物の納期は60日から15日に大幅に短縮される。


同社はまた、オープンソースの材料プロセスシステムを提供し、ユーザーのニーズに応じて調整することができ、高性能樹脂バインダー、硬化剤、洗浄剤を一致させ、成形の品質と安定性を確保する。
SANDI Technologyは、30年にわたる粉末積層技術の蓄積に基づき、ミリメートルからメートルまでのフルサイズを持つ一連の3DP鋳物砂およびSLS鋳物砂/ワックスプリンターを獨自に開発し、異なるサイズおよび材料の製品の製造ニーズを満たすことができ、ユーザーがより低い単価と短い納期で生産性を最大化するのに役立ちます。

図:SANDY TECHNOLOGY 3DP鋳造サンドプリンター 3DPTEK-J1800/J1800S/J2500
寫真:SANDY TECHNOLOGY SLSキャスティングサンド/ワックスプリンター AFS-500/LaserCore-5300/LaserCore-6000
2025年アディティブ?マニュファクチャリング優良製品リスト入りという栄譽は、SanDi Technologyが自主的な革新を堅持し、産業化の道を深く邁進していることを全面的に証明するものである。3Dプリンティングから始まり、デジタル技術で製造をアップグレードする。今後、三迪科技は、先進的な設備、材料、フルチェーンサービス能力を通じて、より多くの製造企業が品質と効率の向上、転換とアップグレードを達成できるよう支援し続け、新たな高品質生産性の発展に貢獻していく。
[サンディ?テクノロジーについて]
(3Dプリンティング?テクノロジー社)は、國家的なハイテク企業であり、工業グレードの付加製造(3Dプリンティング)機器と迅速な製造サービスに焦點を當てた「小さな巨人」企業である。同社は、技術研究開発、設備?材料生産、プロセスサポート、製造サービスを網羅する完全な産業チェーンを構築しており、バインダージェッティング(BJ/3DP)など數多くのコア技術で中國をリードする立場にあるほか、鋳造の高度化、高度な放熱、精密醫療などの分野で3Dプリンティングの大規模な応用を積極的に推進している。
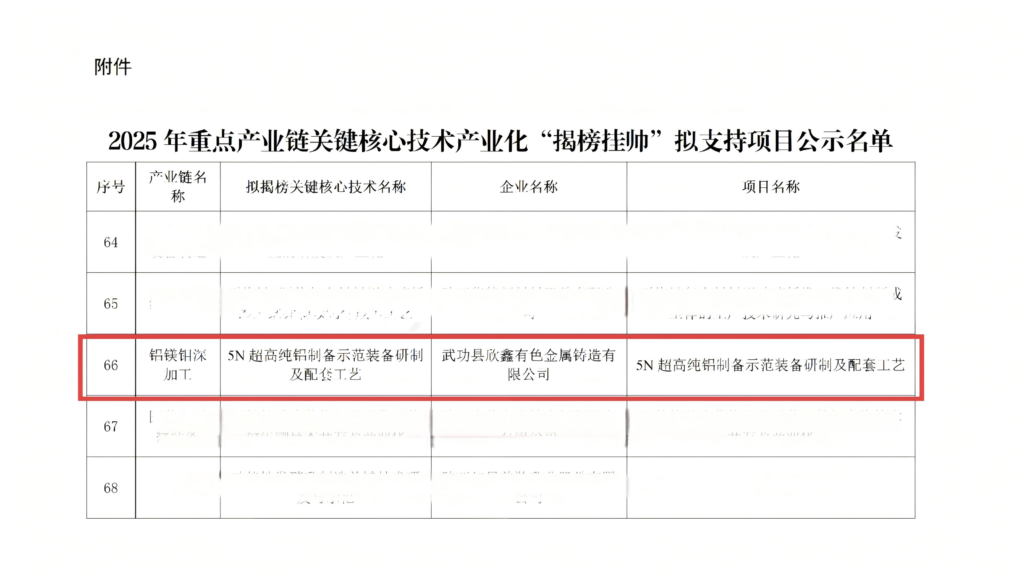
]]>喜報!欣鑫鑄造5N超高純鋁制備項目獲批陜西省重點產業鏈關鍵核心技術產業化“揭榜掛帥”支持最先出現在三帝科技股份有限公司。
]]>
このほど、北京三迪科技股份有限公司の子會社である三迪科技股份有限公司が、北京三迪科技股份有限公司の傘下に入った。武公信新非鉄金屬鋳造有限公司(新新鋳造有限公司(以下「新新鋳造」)と西安工業大學(以下「西安工業大學」)は共同で「5N超高純度アルミニウム生産設備実証開発および支援プロセス」プロジェクトを宣言し、2025年に陝西省が支援する重點産業プロジェクトの1つに選ばれた。同計畫は、「指揮官リストを公開する」という方法を通じて、重點産業チェーンのショートボードに重點コア技術の研究開発を目標とし、展開することで、重點コア技術の産業化を促進することを目的としている。
超高純度アルミニウム(純度99.999%以上)は、半導體集積回路、太陽電池、航空機のナビゲーションシステム、レーダーなどのハイエンド製造分野に不可欠な重要な基礎材料である。その調製技術の障壁が非常に高いため、長い間、材料の調製技術は外國に獨占され、中國の需要は輸入に大きく依存しており、産業チェーンのセキュリティの顕著なショートボードとなっています。
公開されたプロジェクトは、完全な獨立した知的財産権を有する5Nグレード以上の超高純度アルミニウムの調製技術と実証設備一式を研究開発することを目的としており、年間生産量30トンの実証生産ラインを建設し、材料純度、製品サイズ、生産効率、エネルギー消費量、環境保護などの主要指標が國際的な先進レベルに達することを目標としている。
このプロジェクトは、超音波場、電磁場、溫度場などの多物理場の相乗効果を統合することにより、大口徑超高純度アルミニウム?インゴットの効率的、低消費、グリーン調製を実現することを目的とする「溶融多場結合凝固制御と多リンク統合による微細アルミニウムの新しい調製プロセス」を提案するものである。プロジェクトの核心技術には3つの大きな革新がある:
1.効率的な精製方法と設備をエンジニアリングする。直徑50-160mmの超高純度アルミインゴットの軸方向高勾配および半徑方向平衡溫度場制御を達成し、総合不純物除去効率を80%まで高める。
2.マルチフィールドカップリング統合プロセス。技術的に伝統的な電解法を置き換え、低エネルギー消費、低公害の完全自動化生産プロセスルートを確立する。
3.フロンティアメカニズムの研究。回転磁場下における溶質境界層の変化法則を詳細に解明し、プロセス最適化の理論的裏付けを提供。
このプロジェクトは、新新鋳造が工業化の主體となって実施し、西安理工大學(XUT)が最先端技術の研究と理論的なサポートを提供し、「産?學?研?応用」の深い融合のモデルとなっている。新新鋳造は自社の非鉄金屬溶解、鋳造、精密機械加工、工業化などの豊富な経験とエンジニアリング能力をフルに発揮し、西安理工大學は材料科學、凝固理論などの面でトップクラスの科學研究力と強力な提攜関係を形成している。
三皇科技の旗の下、ハイエンド鋳造と新素材の分野に重點を置くハイテク企業として、新新鋳造は、科學技術革新と産業レイアウトにおける親會社の戦略的支援に依存して、研究開発への投資を増やし続け、3DP砂型印刷、精密機械加工、全工程テストをカバーする先進的な製造システムを構築し、この種の大規模な科學技術研究プロジェクトを実施するための強固な基礎を築いた。


西安工業大學は複合材料と固化技術の分野で深い科學研究の蓄積を持ち、その研究成果は國家科學技術進歩賞の2等賞を受賞している。 雙方の協力は、工學応用とフロンティア研究において、それぞれの長所を十分に発揮する。

プロジェクトの成功後は、國內ハイエンド超高純度アルミのグリーン調製の空白を大規模に埋めるだけでなく、半導體、新エネルギー、航空宇宙などの産業の緊急ニーズを満たし、多大な経済的利益をもたらすだけでなく、陝西省、さらには全國を「アルミ?マグネシウム?アルミ深加工」産業チェーンのハイエンド化、グリーンアップグレードへと牽引する。
喜報!欣鑫鑄造5N超高純鋁制備項目獲批陜西省重點產業鏈關鍵核心技術產業化“揭榜掛帥”支持最先出現在三帝科技股份有限公司。
]]>2025年後半、ノルウェーの石油?ガス掘削施設の主要機器のハンドホイールが突然破損した。従來のモデルでは、交換には12カ月の調達サイクルが必要だった。しかし今回は、エンジニアがデジタルプラットフォームを通じて発注し、わずか數日後にHP Multi Jet Fusionシステムを使って印刷されたPA12素材のハンドホイールが、現地のサービスプロバイダーによって製造された。
この背後には、産業用3Dプリンティング企業のグローバルな製造ネットワークがある。
一方、地球の反対側では、SANDI Technologyの3Dプリンティング裝置がイタリア、トルコ、スペイン、韓國などに送られている。産業用3Dプリンティングの分野に數十年間深く取り組んできたこの企業は、海外市場において、ほぼゼロの狀態から、わずか1年で同社の売上高の15%を占めるまでに躍進した。
寫真:SANTI TECHNOLOGYの工業用3Dプリンター出荷臺數(出典:SANTI TECHNOLOGY)
MoFang Precisionの共同設立者であるXia Chunguangが言うように、"部品が精密であればあるほど、従來の方法で開発?製造するコストは高くなる"。これはまさに、海外に進出する中國の産業用3Dプリンティング企業の中核的競爭力である。彼らは製品を輸出するだけでなく、新しい製造パラダイムも輸出しているのだ。
01 業界の歩み:「実験室」から「グローバル化」へ
世界の3Dプリンティング市場は爆発的な成長を遂げている。Mordor Intelligenceによると、世界の3Dプリンティング市場規模は2030年までに1100億ドルを超え、2025年から2030年にかけて36%以上のCAGRで成長すると予想されている。
北米は世界の支出額の41.68%を占め、アジア太平洋地域は年平均成長率26.47%で拡大すると予想され、最も急成長している地域である。
このグローバル化の波の中で、中國の産業用3Dプリンター企業は海へのユニークな道を示している。
莫方精密の海外経験はかなり伝説的である。2019年、莫方精密は米國の産業展示會で印刷精度が最大2ミクロンの積層造形裝置を展示し、観衆を沸かせた。
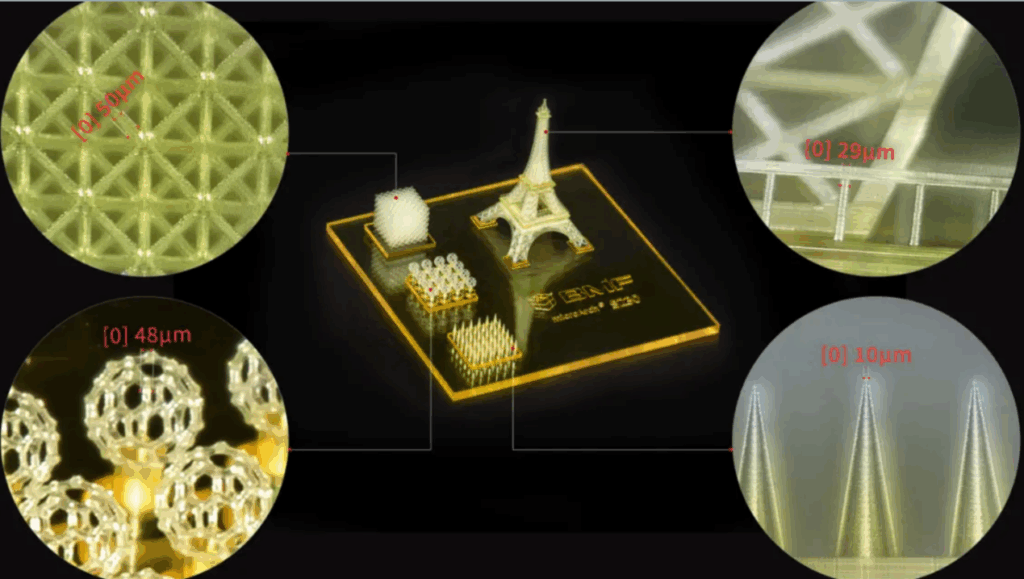
図:Mofang Precisionが製造した精密プロトタイプ(出典:インターネットデータ)
外國人の友人は、片膝を地面についた印刷サンプルを近くで見て、長い間注意深く調べた。精度の飛躍的向上により、莫芳精密は先進國市場を開拓することができた。
望芳精密はわずか3年で、アメリカ、日本、ドイツ、イギリスなどに海外支社を設立した。4年間海上に出た後、製品は35カ國に輸出され、海外売上比率は50%に達した。
SANDIテクノロジーは異なる道を選択した。SLS(Selective Laser Sintering)、SLM(Selective Laser Melting)、3DP(Sand Printing)、BJ(Binder Jet)の4つの産業用3Dプリンティング技術を習得し、その裝置を輸出することで、SANDI TECHはデジタルデンティストリーの需要が強く、価格性能比に敏感なユーラシア市場を的確にターゲットとしています。
同社の海外売上高は、ほぼゼロから1年間で15%ドルに急増し、大幅な躍進を遂げた。
02 進路探索:3つのシーレーン、4つのグローバルなプレースタイル
中國の産業用3Dプリンター企業の海への進路は、大きく3つの特徴的な航路に分類することができ、SanDi Technologyの成功はハイブリッドモデルの有効性を実証している。
一つ目は「技術征服」である。
Mofang Precisionは、自社開発の「表面投影マイクロステレオリソグラフィー」技術により、公差寸法+-10ミクロンの範囲で、2ミクロンの高精度細部印刷を実現している。この技術的ブレークスルーにより、Mofang Precisionは高精度の付加製造ソリューションを提供することに成功した世界で唯一の企業となった。
技術革新は、彼らが世界市場を切り開くための支點となっている。

図:莫方精密設備の研究開発?生産マップ(出典:莫方精密公式サイト)
もうひとつは「コスト破壊的」である。
サプライチェーンの統合により、インテリジェントパイは光硬化型3Dプリンティング用のディスプレイスクリーンを市場価格よりも大幅に安い価格で調達することができ、2019年には2Kプリンティング精度を兼ね備えた市場初の300ドルセグメントのデバイスである "Mars "シリーズを発売する。
當時の國內ブランドの平均価格が500米ドル程度だったのに対し、海外ブランドは1,000米ドル以上だった。

図:ELEGOO DLP光硬化型3DプリンターMARS 4 DLP(出典:ELEGOOウェブサイト)
3つ目は「エコロジカル?ネットワーキング」である。
HPのモデルに従い、グローバルな製造?サービスネットワークを構築することで、現地生産と迅速な対応を可能にする「積層造形ネットワーク」を構築している企業もある。コーラル?エンジニアリングは、HPなどのパートナーとともに、石油?ガス産業でスペアパーツをプリントし、現地で數日以內に納品する能力を実現した。
4つ目は「テクノロジー+M&Aのハイブリッド」である。
2025年、SANDI Technologyはハイエンドのカスタムメイド補綴を専門とする深圳雙龍歯科研究技術有限公司を買収した。この動きにより、SANDI Technologyはアメリカ、ヨーロッパ、オーストラリア、東南アジアなど、世界の30以上の國と地域をカバーする雙竜歯科研究によって確立された成熟したチャネルを手に入れるだけでなく、國際認証と顧客リソースを一挙に引き継ぎ、海外進出プロセスの飛躍的発展を実現した。

図:チタンブリッジ(出典:Shenzhen Shuanglong Dental Research)
03 閉塞狀況を打破する:海への道程における課題と対応
産業用3Dプリントの海への道は平坦ではなく、企業は一連の課題に直面する必要がある。
貿易障壁が主な課題である。
米國の関稅政策の継続的な引き上げを背景に、中國の産業グレード3Dプリンター企業は、輸出コストの高騰、サプライチェーンの再編、市場アクセスの制限など、複數の課題に直面している。
認証のボトルネックも同様に無視できない。
「タービンノズルやブースターバルブのようなフライトハードウェアは、厳しい破壊靭性試験や疲労試験に準拠しなければならない。その結果、アディティブ部品は冗長なサンプルテストを受けることになり、スケジュールが18カ月も延びることになります。
この點で、Shuanglong Dental Researchの合併と買収を通じて、SanDi Technologyは歐州連合CE、米國FDA、中國のクラスII醫療機器認証を取得し、製品が國際市場を旅する道を開いた。
知的財産のリスクはつきものだ。
技術集約型産業である3Dプリンティング企業は、特に歐米の成熟市場では複雑な知財環境に直面している。
こうした課題に直面し、海外進出を成功させた企業は、さまざまな対処法を採用してきた。
サプライ?チェーン?レイアウトの地域化は、貿易障壁に対処する有効な手段である。本研究は、中國企業が「地域製造センター+地域製造ユニット」の分散レイアウトモデルを通じて、グローバルな生産能力配分を最適化できることを示唆している。
SANDIは、製品品質の信頼性と一貫性を確保するために、生産のあらゆる面でリーンマネジメントを導入している。さらに、同社は、各注文のための安全で効率的な輸送ソリューションをカスタマイズするために、多くの國際的な高品質の物流サービスプロバイダーとの戦略的協力に達しており、グローバルな機器の出力の適時性と完全性を完全に保証しています。
技術標準の國際化は、認証のボトルネックを突破する鍵である。Mofang Precisionの革新能力は、世界のオプトエレクトロニクス技術業界における権威ある賞であるPrism Awardに認められ、2021年3月、Mofang Precisionは米國の有名な上場企業2社を抑えて、中國初の受賞企業となった。
市場分散はリスク分散のための戦略的選択である。インテリジェントパイ歐州と米國のユーザーは92%を占めたが、世界の70以上の國と地域にも製品を販売しています。
一方、サンディ?テクノロジーは、トルコやスペインなどの高成長市場に的確に切り込んでいる。例えばトルコでは、歯科産業の規模は2025年に50億米ドルに達すると予想されており、デンタルツーリズムのシェアは70%、そのうち3Dプリンティング義歯裝置の受注は前年比55%まで増加しており、市場機會は非常に大きい。
04 將來の戦略:「製品から海へ」から「価値から海へ」へ
世界の3Dプリンティング市場が成熟し続ける中、中國企業は海外戦略を強化している。
サプライチェーン戦略は、純粋な輸出からグローバルな生産能力配置へとシフトしている。
「地域化された生産ネットワーク」と「技術の現地化戦略」は、グローバルな貿易環境の変化に対応する重要な手段となっている。一部の大手企業は、東南アジア、中東歐、中南米などの新興経済圏に戦略的に立地し始めている。
技術の発展は多様化の傾向を示している。
金屬2ミクロン高精度細部印刷、公差サイズをそれぞれ+-10ミクロン、+-25ミクロンの範囲で制御します。
サンディテクノロジーの初期設備の中には、20年以上継続して安定稼働しているものもあり、市場からの信頼は非常に高い。3Dプリンティングの4つのコア技術により、多様化するものづくりに必要な成熟した技術力を保証します。
市場の拡大は先進國から新興國へと広がっている。
アジア太平洋地域は、中國政府の「メイド?イン?チャイナ2025」政策が現地企業の成長を後押しし、世界の3Dプリンティング市場で最も急成長している地域となっている。
ビジネスモデルも単一機器の販売から多角化へと進化した。
メンテナンス、校正、粉體補充を1つの請求書にまとめた「時間単位の印刷」サブスクリプション?サービスを提供し始めた企業もある。このようなハイブリッド?アプローチは、ハードウェアとサービスの境界線を曖昧にし、マクロ経済サイクルにおける収益の流れをスムーズにする。
05 今後の展望:"ものづくり海外 "から "エコロジー海外 "へ
海外における産業用3Dプリンティングの次のステージは、製品のアウトプットからグローバルなデジタル製造エコシステムの構築へのシフトである。
デジタル?サプライチェーンはコア?コンピテンシーになりつつある。
コーラルエンジニアリングのアプローチは、このトレンドの先駆けとなるもので、主要コンポーネントを特定し、モジュラーシステムをモデル化し、バリアントの導出を自動化します。これらのデータセットは、Korall獨自のOktopusプラットフォームを通じて認定製造パートナーに提供されます。
価値成長點としてのサービス志向の変革。
StratasysのDirect Manufacturing、Materialise、Protolabsなどの受託製造業者は、マルチサイトのネットワークを活用して負荷を分散し、顧客が10日間でプロトタイプを作成できるようにする。を可能にし、ISO-13485 の製造基準を満たした部品を提供する。
グローバルな共同ネットワークが究極の形となるだろう。
HPは、Additive Manufacturing Networkプログラムを通じて、部品要件とパートナー?ネットワークを結びつけている。同様に、Korall社はHP社、Assembrix社、Sparely社と提攜し、一連の安全なリモート印刷ジョブを実施している。
珠海のスマート工場では、數十臺の工業用粒狀3Dプリンターが24時間稼働している。ヨーロッパや北米の顧客からの注文に基づいて、さまざまな仕様の自動車部品や消費者向け製品をプリントしている。
作業場の電子スクリーンには、リアルタイムで點滅する世界の生産狀況マップが表示され、大陸に広がる生産拠點が示されている。
同時に、SANDIの出荷リストはイタリア、トルコ、スペイン、韓國からの注文で増加し続けており、中國の産業用3Dプリンティングが技術のキャッチアップから世界的なリーダーシップへと変貌を遂げたことを目の當たりにしている。

サンディ?テクノロジーの創設者である曽貴生氏は、技術的なブレークスルーからグローバルなレイアウトに至るまで、我々は世界の産業チェーンにおける中國製造業の地位を再定義していると考えている。
それは製品の流れだけでなく、製造パラダイム、技術標準、産業エコロジーのグローバルな統合でもある。(出典:Zongguancun Public)