Risposta rapida. Il mercato della stampa 3D su sabbia accelererà l'espansione grazie alla domanda di produzione digitale e flessibile entro il 2026. La tecnologia è stata sviluppata attraversoStampaggio senza stampoHa abbreviato il ciclo di sviluppo di fusioni complesse da mesi a settimane e ha ridotto i costi fino a 70%, diventando una soluzione fondamentale per la prototipazione rapida e la produzione di bassi volumi nel settore aerospaziale, automobilistico di fascia alta e in altri campi.
Punti di forza
- Driver fondamentali di trasformazione: Il mercato perMulti-specie, piccoli lotti, risposta rapidaLe esigenze del settore costringono l'industria della fonderia a passare alla flessibilizzazione e alla digitalizzazione.
- discontinuità tecnologica::Tecnologia di getto del legante L'eliminazione degli stampi fisici e l'implementazione diretta del "design data to mould" è la logica alla base dell'innovazione del processo.
- Chiaro ritorno sull'investimentoIn scenari di prototipazione complessi, la tecnologia può ridurre il costo di un singolo sviluppo da milioni di dollari a meno di 100.000 dollari, con un periodo di ritorno dell'investimento di appena un anno.2-3 anni.
- Finestra di mercatoIl periodo fino al 2026 è una fase critica per il completamento del layout tecnologico e la creazione di vantaggi in termini di capacità ed esperienza.
Panorama del mercato: l'inevitabilità della digitalizzazione e della trasformazione flessibile
L'attuale punto dolente dell'industria della fonderia non è l'efficienza di un singolo segmento, ma lo scollamento strutturale tra l'intero paradigma produttivo e la domanda del mercato. Osserviamo tre tendenze irreversibili:
1. Riduzione del ciclo di vita del prodottoSoprattutto nel settore automobilistico e delle apparecchiature di fascia alta, la velocità di iterazione dei prodotti si è ridotta dai 5-7 anni del passato a 2-3 anni. Sviluppo tradizionale dello stampo (richiede tempo)3-4 mesiCosto1-2 milioni di dollari) è diventato insopportabile.
2. Esplode la richiesta di personalizzazione e leggerezzaQuesti progetti sono importanti per l'azienda: la pressofusione integrata per i veicoli a nuova energia, i componenti interni complessi per il settore aerospaziale e le forme uniche per le opere d'arte.Cavità interne, canali di raffreddamento a parete sottile e sagomatiLa realizzazione di questo aspetto è estremamente impegnativa e difficilmente può essere realizzata in modo economico con i metodi convenzionali di costruzione degli stampi.
3. Requisiti di resilienza della catena di approvvigionamentoLe pressioni geopolitiche e sui costi spingono i produttori a cercare catene di fornitura localizzate più brevi e controllabili. Le capacità produttive locali digitali, in grado di rispondere rapidamente alle modifiche di progetto e di non dipendere dalla lavorazione degli stampi offshore, sono di grande valore.
Stampa 3D a sabbia, in particolareTecnologia di getto del leganteQuesta è la soluzione "a bisturi" a queste sfide. Non si tratta di una semplice sostituzione della modellazione manuale, ma piuttosto di una soluzione fondamentale.Processi produttivi riconfigurati::
* Confronto tra i processi::
| anello anulare | Processo di fusione tradizionale | Processo di digitalizzazione basato sulla stampa 3D su sabbia |
|---|---|---|
| Percorso centrale | Progettazione 3D → stampaggio di metallo/legno → stampaggio (a mano/macchina) → fusione in scatola | Progettazione 3D → stampa diretta dello stampo/anima → colata in cassetta |
| ciclo temporale | Da settimane a mesi | Da giorni a 2 settimane (primo articolo) |
| Costi di modifica | Modificare o riformulare può essere costoso | Modificare i modelli CAD a costo marginale quasi nullo |
| (matematica) complessità geometrica | Soggetto a limitazioni di processo come l'estrazione dello stampo | è possibile produrre orifizi sagomati ad angolo negativo praticamente illimitati. |
Forza trainante: analisi approfondita dei requisiti applicativi dell'industria
La popolarità della tecnologia è sempre guidata da esigenze pratiche. La stampa 3D su sabbia è passata da "opzionale" a "obbligatoria" in molti campi:
* Aerospaziale e militareQuesta è la "terra alta" per la validazione della tecnologia. La domanda è incentrata suLeghe per alte temperature, leghe di titanioe altri materiali di difficile lavorazionePezzo unico, piccolo lottoComponenti complessi come pale di motori, caricatori, supporti per satelliti. Per la precisione (solitamente richiesta)±0,3 mmall'interno) e i requisiti di resistenza della sabbia sono estremamente elevati. Le principali aziende nazionali, comeLongyuan AFS Grazie ai suoi quasi 30 anni di esperienza nella stampa industriale, ha accumulato un gran numero di casi di successo in questo campo.
* Automobili (soprattutto nuovi marchi energetici e premium)I driver principali sonoPrototipazione rapida e alleggerimento. Utilizzato per la verifica dei prototipi e per la produzione di piccoli lotti di testate di blocchi motore, alloggiamenti del cambio, staffe della batteria, ecc.2-3 mesi. Ad esempio, utilizzando3DPTEK-Serie JIl modello di sabbia stampato dall'apparecchiatura è stato ampiamente utilizzato nei centri di ricerca e sviluppo di molte aziende automobilistiche nazionali mainstream, aiutandole a ridurre i costi di sviluppo dei prototipi di ruote singole.70% Sopra.
* Pompe, valvole e macchinari pesantiLe esigenze sonoRiduzione dei tempi di consegna e di risposta ai singoli ordini. I corpi pompa e i corpi valvola complessi e di grandi dimensioni richiedono solitamente attrezzature di grandi dimensioni. Ad esempio, dimensioni di stampaggio fino a2500×1500×1000 mm(usato come espressione nominale)3DPTEK-J2500Il modello è in grado di stampare in modo integrale i modelli di sabbia dei corpi pompa di grandi dimensioni, evitando la produzione e l'assemblaggio di blocchi ingombranti e migliorando in modo significativo l'affidabilità della consegna di getti di grandi dimensioni.


* Opere d'arte e creazioni culturali CastingIl nucleo della domanda èRealizzazione della creatività arbitraria dell'artistaLa scultura digitale non richiede l'impiego di modellatori esperti. Le sculture digitali possono essere convertite direttamente in modelli di sabbia, riproducendo perfettamente texture complesse e forme organiche.
Prospettive 2026: previsioni sullo sviluppo tecnologico e sul panorama di mercato
Sulla base dell'attuale tasso di iterazione della tecnologia e del feedback del mercato, esprimiamo i seguenti giudizi sul mercato nel 2026:
1. sviluppo tecnologico::
* Apparecchiature di grandi dimensioni e ad alta velocità in paralleloIl mercato richiederà contemporaneamente dispositivi sovradimensionati più efficienti (come ad es.4 metripiattaforme di stampa) e dispositivi ad alta velocità di piccole e medie dimensioni orientati alla rapidità di esecuzione. La velocità di stampa aumenterà rispetto all'attuale20-30 secondi/stratoAggiornamento generale.
* L'apertura dei sistemi materiali diventa il fulcro della competizioneI sistemi chiusi con materiali di consumo specializzati perdono gradualmente i loro vantaggi. Compatibile con un'ampia gamma di resine e diverse dimensioni di particelle (ad es.70/140 mesh, 100/200 meshSabbia di silice, sabbia di baobabPiattaforma materiale apertaad esempio3DPTEKLa strategia adottata offrirà agli utenti un migliore controllo dei costi e una maggiore flessibilità dei processi.
* Integrazione e automazione::Pulizia automatica della sabbia, trasferimento del cilindro di formatura, ispezione onlineL'unità di post-elaborazione sarà profondamente integrata con l'host di stampa per formare una soluzione unica di "Stampa - Pulizia della sabbia - Asciugatura", un vero passo avanti verso la produzione continua e non presidiata.
2. panorama di mercato::
* Profondità di applicazione dalla penetrazione "pilota" alla "produzione".Nel 2026, la percentuale di tecnologia utilizzata per la produzione diretta di parti finali aumenterà in modo significativo, in particolare nei lotti diDa decine a centinaia di pezziLa segmentazione del
* L'ascesa delle reti produttive regionaliAffidatevi a3DPTEKLe imprese, come la costruzione del modello "National Distributed Intelligent Manufacturing Cloud Service Platform", saranno più comuni, per ottenere la programmazione cloud della capacità di produzione e dei servizi vicini, ridisegnando la catena di fornitura della colata regionale.
* Il rapporto qualità/prezzo diventa il fattore decisionale dominanteMan mano che i produttori di apparecchiature nazionali fanno progressi nei componenti principali (ad esempio, controllo delle testine di stampa, algoritmi software) conAlta stabilità, sistema aperto, servizio localizzatoLa quota di mercato dei marchi nazionali continuerà ad espandersi, offrendo agli utenti un ciclo di ritorno sull'investimento più breve rispetto alle apparecchiature tradizionali importate.
raggiungere un verdettoNon è più il momento di discutere della "necessità" della stampa 3D su sabbia.Come scegliere il percorso giusto per l'aggiornamentoIl 2024-2026 è il periodo chiave per gli investimenti delle imprese per costruire la capacità di fusione digitale e conquistare le posizioni di rilievo nel mercato futuro. Il costo dell'attesa sarà molto più alto del rischio di una disposizione anticipata.
5 indicatori fondamentali smontaggio approfondito: leggere le reali prestazioni della stampante 3D a sabbia
Dopo aver compreso le tendenze del mercato e l'inevitabilità della trasformazione, il passo successivo consiste nel superare il gergo del marketing e valutare le reali capacità delle apparecchiature dal punto di vista ingegneristico. La selezione di unStampante 3D a sabbia, scegliendo essenzialmente un insieme diSistemi di produzione digitaleLe sue prestazioni non possono mai essere riassunte da un singolo parametro. Le sue prestazioni non possono mai essere riassunte da un singolo parametro, ma sono definite dai seguenti cinque indicatori fondamentali interconnessi. Le nostre analisi si basano su prove sul campo e dati di produzione a lungo termine.
1. Precisione di stampa e qualità della superficie: trasferimento della precisione dallo stampo in sabbia alla colata
Questo è l'indicatore principale per stabilire se una colata è "utilizzabile" piuttosto che "colabile". Occorre distinguere traPrecisione di stampainsieme aAccuratezza finale della colata.
Analisi della precisione della stampa su sabbia::
Tolleranze dimensionaliSolitamente espresso come "±0,3 mm (≤300 mm)". Si riferisce aLa sabbia stessadeviazioni dimensionali in un ambiente controllato. Ad esempio3DPTEK-J1800Nella soluzione tecnica, questa precisione è ottenuta grazie a motori lineari ad alta precisione con un sistema di controllo ad anello chiuso. è importante notare che le tolleranze si allentano con l'aumentare delle dimensioni e le macchine con rappresentazioni proporzionali (ad esempio 0,1%) sono più favorevoli per i pezzi più grandi.
Spessore minimo della parete / dimensione dell'elementoQuesto parametro determina direttamente la capacità della macchina di stampare anime di sabbia complesse a parete sottile o piste fini. Questa capacità è determinata dallaRisoluzione della testina di stampa (DPI) rispondere con il cantoSpessore dello strato di sabbiaUna testina di stampa da 400 DPI, in combinazione con uno spessore di strato di 0,25-0,3 mm, può in genere ottenere una3-5 mmLo spessore minimo stabile della parete del
rugosità della superficieLa rugosità della superficie della sabbia (valore Ra) influisce direttamente sulla difficoltà di pulizia della sabbia e sulla finitura superficiale dei getti. è determinata principalmente dalla granulometria della sabbia (ad esempio, 100/200 mesh sono più fini di 70/140 mesh) e dalla tecnologia di controllo della penetrazione del legante. L'uniformità della superficie della forma in sabbia stampata da un'eccellente apparecchiatura può raggiungere circa Ra 12,5μm, che fornisce una buona base per la successiva applicazione di rivestimenti refrattari.
Effetti sui getti e sulle misurazioni::
Catena di perdita di precisionePrecisione dello stampo in sabbia → (errore nello spessore del rivestimento) → (ritiro di solidificazione del metallo) → precisione della colata. Pertanto, uno stampo in sabbia di alta precisione è la chiave per ottenere fusioni di alta qualità.condizione necessaria ma non sufficiente (matematica).
standard di misura: deve essere utilizzatoScanner 3DforseMacchina di misura a coordinate (CMM) su larga scala Le dimensioni di posizionamento chiave e lo spessore della parete del modello di sabbia stampato vengono ispezionati e confrontati con il modello CAD originale per generare un rapporto di deviazione cromatografica. Le sole misure del calibro non possono essere valutate appieno.
2. Dimensioni del box di costruzione ed efficienza: più grande non è meglio
La scelta della dimensione del cassone (dimensione dello stampo) è un atto di equilibrio, direttamente correlato all'efficienza dell'investimento e alla flessibilità della produzione.
Matrice della strategia di selezione::
| requisito di produzione | Strategie di dimensionamento del box di costruzione consigliate | Considerazioni di base |
|---|---|---|
| Getti singoli di grandi dimensioni (ad es. basamenti di macchine utensili, alloggiamenti di pompe di grandi dimensioni) | Selezionare una dimensione pari o leggermente superiore al profilo massimo del pezzo. Ad esempio, per produrre un corpo pompa di circa 2 metri, si dovrebbe prendere in considerazione una macchina come la 3DPTEK-J2500 (2500 x 1500 x 1000 mm). | Garantiscono lo stampaggio integrale una sola volta, evitando la perdita di precisione e il rischio di resistenza causato da spaccature e giunzioni. |
| Piccoli lotti, multi-specie (ad es. prova motore, corpi valvola multipli) | Selezionare un box di costruzione di medie dimensioni (ad esempio 1000-1800 mm di lato lungo) e utilizzare la direzione dell'altezza (asse Z) per consentire la stampa nidificata di più parti. | Massimizza il numero di pezzi stampati in un unico passaggio, diluendo i costi e i tempi di stampa di un singolo modello di sabbia. Massimo utilizzo dell'attrezzatura. |
| Mix di taglie oversize e regolari | Considerare combinazioni di apparecchiature "una grande, una piccola" o "una media, una grande". | Utilizzare macchine di piccole dimensioni per gestire i pezzi di R&S a rapida rotazione e macchine di grandi dimensioni per salvaguardare la capacità produttiva di pezzi di grandi dimensioni, in modo da realizzare un portafoglio di investimenti ottimale. |
Approfondimenti chiave: Costruire scatole perutilizzo efficacePiù importante delle dimensioni nominali. La struttura interna del dispositivo deve essere valutata per facilitare il nesting automatico di più parti e l'intelligenza degli algoritmi di nesting del software.
3. Sistemi e compatibilità dei materiali: la linfa vitale del controllo dei costi e della flessibilità dei processi
Un sistema di materiali aperto è la chiave per evitare il "legame dei materiali di consumo" e ottenere un'ottimizzazione dei costi a lungo termine. La compatibilità della macchina con diversi materiali di sabbia e leganti deve essere una considerazione centrale.
Proprietà dei materiali tradizionali e idoneità delle attrezzature::
- Sabbia silicea (sabbia di quarzo)Il più comunemente usato e il più economico (circa 600-800 RMB/tonnellata). Tuttavia, richiede un'elevata uniformità di spandimento della sabbia sull'attrezzatura e la differenza di fluidità influisce sulla qualità dello strato.sistema apertoConsente agli utenti di scegliere diverse dimensioni di maglia in base ai requisiti di fusione (ad esempio, 70/140 maglie per i pezzi ordinari, 100/200 maglie per i pezzi con requisiti di superficie elevati).
- Sabbia di baobab (sabbia di ceramica)Particelle sferiche, eccellente fluidità, superficie della sabbia stampata più lucida, migliore stabilità termica, adatta per acciai altamente legati e fusioni di grandi dimensioni. Ma il prezzo è da 3 a 5 volte superiore a quello della sabbia silicea. L'attrezzatura deve essere in grado di adattarsi alla sua diversa densità di impaccamento e alle sue caratteristiche di legame.
- sabbia rivestita: Materiale sabbioso pre-rivestito di resina, solitamente utilizzato per la stampa termica. Nelle apparecchiature per la stampa a getto di legante, sono presentiResina per scatole ad anima freddaSistema. Il fornitore dell'apparecchiatura deve fornire un pacchetto di parametri di processo convalidati.
Compatibilità con i raccoglitori::
- Giudizi fondamentaliL'apparecchiatura può essere utilizzata solo con i raccoglitori specializzati specificati dal produttore originale? Oppure è compatibile con il mercato tradizionaleResina furanica, resina fenolicaanchelegante inorganico(tendenze ambientali)?
- Impatto economicoIl sistema aperto consente agli utenti di acquistare le resine da più fornitori, riducendo i costi dei materiali grazie alla concorrenza del mercato. Ad esempio.3DPTEKL'apparecchiatura supporta l'utente nell'utilizzo di resine di terze parti che soddisfano le specifiche, il che da solo può comportare un significativo risparmio annuale sui costi dei materiali di consumo per le grandi fonderie.
4. Velocità e capacità di stampa: guardare oltre il "tempo di strato" per ottenere risultati reali
I venditori spesso pubblicizzano "XX secondi/strato", ma la separazione dalspessore dello stratorispondere con il cantoUtilizzo del box di costruzioneNon ha senso parlare di velocità. La capacità reale deve essere misurata in termini diLitri all'ora (L/h) forseChilogrammi all'ora (kg/h) (usato come espressione nominale)Volume effettivo di stampaggioper misurare.
Correlazione tra parametri e profondità::
* spessore dello stratoAumentando lo spessore dello strato (ad esempio da 0,25 mm a 0,35 mm) si riduce significativamente il numero totale di strati e si accorcia il tempo di stampa, ma a scapito della precisione dell'asse Z e degli effetti di gradino della superficie. Un'attrezzatura superiore consente di0,2-0,5 mmAdattamento flessibile ai requisiti dei pezzi all'interno della gamma.
* Velocità di spandimento e getto della sabbiaLe due cose devono essere ottimizzate insieme. La levigatura ad alta velocità deve essere abbinata a un sistema di testine di stampa ad alta velocità, altrimenti può diventare un collo di bottiglia. Ad esempio, l'uso della scansione parallela con più teste di stampa (ad es.3DPTEK-J4000(utilizzando 16 testine di stampa) è il metodo fondamentale per aumentare la velocità.
Calcolo della capacità reale::
Capacità giornaliera ≈ volume della scatola di costruzione × tasso di riempimento × (24 ore / tempo totale per la stampa e la preparazione della singola scatola)`
La velocità di riempimento dipende dalla densità di piazzamento dei pezzi, mentre il "tempo totale" comprende la stampa, la levigatura, la preparazione della sabbia, ecc. Le macchine altamente automatizzate (con stazioni automatiche di pulizia della sabbia, cilindri gemelli alternati) riducono al minimo i tempi di non stampa, migliorando così l'efficienza complessiva dell'apparecchiatura (OEE).
5. L'affidabilità delle apparecchiature: la base per una produzione stabile e una fonte di costi nascosti.
è la metrica più facilmente trascurata dalle tabelle dei parametri, ma che determina il successo o il fallimento operativo a lungo termine. L'affidabilità si riflette inTempo medio tra i guasti (MTBF) rispondere con il cantoVita dei componenti criticiSu.
Analisi di stabilità dei componenti chiave::
- testa di stampaLe testine di stampa piezoelettriche industriali hanno in genere un'aspettativa di vita pari a1-2 anni(a seconda del livello di manutenzione). Il fulcro risiede nell'apparecchiaturasistema di alimentazione dell'inchiostroDisponibilità di pressione costante, ricircolo, filtraggio e pulizia automatica per evitare l'intasamento. L'elevato costo della sostituzione delle testine di stampa (fino a decine di migliaia di dollari per unità) rende fondamentale la progettazione della protezione delle testine di stampa del sistema.
- Sistema di levigaturaL'uniformità e la consistenza dello spargimento di sabbia sono la chiave di volta della qualità dello strato. è necessario prestare attenzione alla durata del meccanismo di spandimento a vibrazione e ai cicli di usura dei raschiatori o dei rulli. Il sistema deve essere in grado di mantenere un errore di densità di spargimento a lungo termine inferiore all'1%.±1%.
- Sistema di controllo del movimentoLa capacità di mantenere l'accuratezza dei motori lineari/moduli e delle guide in caso di movimento alternato ad alta velocità a lungo termine. Questo aspetto è direttamente correlato all'apparecchiatura in3-5 anniSe la precisione di fabbrica viene mantenuta anche dopo
Metodologia di valutazione::
- Accesso ai dati storiciRichiedere ai fornitori di fornire apparecchiature dello stesso tipo.Registrazione del tempo di esecuzione in locorispondere con il cantoRegistro di sostituzione dei componenti critici.
- ispezione in locoVisite agli utenti della produzione, in particolare a quelli che già utilizzano l'apparecchiatura.Più di 2 anniper ascoltare il loro feedback diretto sulla stabilità, la frequenza dei guasti e i costi di manutenzione.
- test da sforzoDurante il test dei prototipi, cercare di stampare in modo continuo un lavoro ad alta velocità di riempimento e che richiede molto tempo e osservare le prestazioni del dispositivo inStato di riscaldamento prolungatoStabilità operativa e coerenza della precisione in condizioni di
raggiungere un verdettoValutazione di unoStampa 3D della sabbiamacchina, è importante utilizzare questi cinque indicatori come unsistema totaleIl compromesso. L'elevata precisione può andare a scapito della velocità e un sistema di materiali completamente chiuso può essere stabile a scapito del controllo dei costi. Per le fonderie che cercano di essere competitive a lungo termine e di ottenere un ritorno sugli investimenti, la scelta di una macchina nella categoriaAccuratezza, efficienza, apertura dei materiali, affidabilitàUn'apparecchiatura con un equilibrio ingegneristico ottimale tra i due aspetti e con un servizio di assistenza sufficientemente localizzato è il primo passo verso il successo della fusione digitale.
La prova di forza del marchio globale: un confronto esaustivo tra giganti internazionali e marchi nazionali
Dopo una profonda comprensione delle specifiche tecniche, la traduzione di questi parametri in scelte specifiche di marche e apparecchiature è il fattore determinante per le decisioni di acquisto. GlobaleStampa 3D della sabbiaIl mercato è guidato da due principali scuole tecnologiche: gli operatori consolidati rappresentati da Germania/USA e i3DPTEK(Tecnologia SANDI/Stampaggio Longyuan) Questa sezione fornirà un'analisi approfondita dell'accumulo di tecnologia, della strategia di mercato e delle prestazioni effettive dell'azienda. Questa sezione fornirà un'analisi approfondita dell'accumulo di tecnologia, della strategia di mercato e delle prestazioni effettive dell'azienda.
1. Giganti internazionali: pionieri della tecnologia e posizionamento sul mercato
I marchi internazionali, rappresentati da veterani tedeschi e americani, sono stati i primi a definire la tecnologia del binder jetting, con il vantaggio di una profonda accumulazione tecnica e di un mercato globalizzato di fascia alta.
* Caratteristiche tecniche e modelli di punta::
* Tedesco: dalla suaStampa ad alta velocità e su grandi superficiIl cuore di questa tecnologia è l'esclusivo sistema di spandimento e scansione della sabbia. Il modello di punta ha una dimensione di formatura fino a 4000 x 2000 x 1000 mm ed è progettato per getti molto grandi (ad esempio, energia eolica, componenti navali). La sua linea tecnologica pone l'accento sulla velocità di produzione e sui grandi volumi di costruzione, dando un vantaggio nella gestione di enormi stampi monolitici in sabbia.
* Stati Uniti d'America: più focalizzato suScienza dei materiali e stabilità dei processiL'azienda è leader nello sviluppo di formulazioni di leganti per un'ampia gamma di materiali da colata. Le sue apparecchiature sono utilizzate nei centri di ricerca e sviluppo del settore automobilistico e aerospaziale di tutto il mondo e sono note per la maturità e la ripetibilità dei suoi pacchetti di processo.
* Punti di forza e posizionamento::
* bordo di taglioLunga storia del marchio, con una ricca casistica globale di applicazioni di alto livello (in particolare nel settore aerospaziale), un'ampia gamma di brevetti iniziali e un ecosistema software relativamente maturo (ad esempio, l'integrazione con i principali CAD/CAE).
* posizionamento (marketing)Ancoraggi principaliOrganizzazioni di ricerca e sviluppo di alto livello, grandi imprese multinazionaliCosì come gli utenti di primo livello che dispongono di un budget limitato e hanno esigenze di branding molto severe. Le loro offerte includono spesso materiali specializzatiSistemi chiusi o semichiusiCiò garantisce un processo ottimale, ma la flessibilità dell'utente nella scelta del materiale è relativamente limitata.
2. L'ascesa dei marchi nazionali: progressi tecnologici e vantaggi di localizzazione
secondo3DPTEKIn quanto rappresentante del marchio nazionale, non si tratta di semplici seguaci della tecnologia. Si basano su una profonda comprensione dell'ecologia dell'industria cinese delle fonderie, su unaServizi efficaci dal punto di vista dei costi, aperti e flessibili, approfonditiIl percorso di differenziazione.
Innovazioni tecnologiche e modelli tipici::
- Nucleo sviluppato in proprioNel caso di 3DPTEK, ad esempio, l'azienda ha sviluppato internamente tutto, dal software di base (il sistema AFSWin3DP), al controllo del movimento, al sistema di alimentazione dell'inchiostro, liberandosi dalla dipendenza da una specifica catena di fornitura a monte. Ciò consente alle sue apparecchiature di rispondere rapidamente alle richieste di iterazione dei processi locali.
- Copertura della matrice di prodottiUna linea di prodotti ben definita è stata creata in risposta alle esigenze a più livelli del mercato cinese:
- 3DPTEK-J1600 Pro/J1800Il modello "cavallo di battaglia" è il più collaudato sul mercato: per le fonderie di medie dimensioni e i centri di ricerca e sviluppo, raggiunge il giusto equilibrio tra precisione (±0,3 mm), velocità e costi nel formato di formatura 1600-1800 mm.
- 3DPTEK-J2500/J4000Standard internazionale attrezzature su larga scala, per soddisfare le macchine pesanti, pompe di grandi dimensioni e valvole e altre aree delStampa di sabbia all-in-one di grandi dimensioniEsigenza. Migliora la produttività delle apparecchiature su larga scala, garantendo al contempo la precisione grazie alla scansione collaborativa con più teste di stampa e a un sistema automatico di pulizia e trasferimento della sabbia.
Vantaggi competitivi fondamentali::
- Il massimo del rapporto qualità/prezzoIl costo di acquisto delle attrezzature nazionali è solitamente inferiore a quello dei marchi internazionali a parità di dimensioni di stampaggio e livello di precisione. Da 1/2 a 2/3. Ciò abbassa notevolmente la soglia di investimento iniziale per la trasformazione digitale nelle fonderie.
- Sistema aperto di materialiSi tratta di una differenza strategica. Le apparecchiature nazionali generalmente supportano l'uso di materiali di sabbia di terze parti (sabbia di silice a 70/140 mesh, 100/200 mesh, sabbia perlata) e di resine (furan, fenolica) che soddisfano le specifiche, restituendo all'utente la scelta dei materiali di consumo e il controllo dei costi. Il solo materiale può ridurre ulteriormente i costi operativi a lungo termine. 20%-30%.
- Localizzazione profonda e risposta rapidaBasata su una rete nazionale di centri di assistenza alla produzione distribuiti (ad esempio a Pechino, Anhui, Zhejiang, Shandong, ecc.), è in grado di fornire tutto, dall'installazione delle apparecchiature alla formazione sui processi, fino al supporto alla produzione.Risposta rapida in loco 24 ore su 24Questo è essenziale per garantire una produzione continua. Questo è essenziale per garantire una produzione continua.
- La convalida della produzione alimenta lo sviluppo delle attrezzatureAd esempio, 3DPTEK gestisce una serie di centri di servizi di fusione digitale e gestisce più di 2.000 progetti di prototipi all'anno. Questa modalità di "servizi di produzione" e "produzione di attrezzature" a doppia trazione, in modo da aggiornare le funzioni delle attrezzature direttamente dai punti dolenti della produzione reale, è più pratica.
3. Analisi comparativa multidimensionale
La tabella seguente fornisce un confronto diretto tra i due tipi di marchi in termini di dimensioni chiave, con dati basati su programmi tecnici pubblici e ricerche di settore:
| dimensione di confronto | Marchi internazionali (USA, Germania) | Rappresentanti di marchi nazionali (come ad esempio 3DPTEK) | Approfondimenti sulle decisioni di approvvigionamento |
|---|---|---|---|
| Fonti tecniche | Ricerca e sviluppo indipendenti e precoci, barriere brevettuali profonde | Ricerca e sviluppo completamente indipendenti, incentrati sull'adattamento di processi localizzati e su innovazioni nei componenti principali. | La tecnologia nazionale è stata controllata in modo indipendente, senza alcun rischio di "intoppi". |
| Parametri fondamentali (nel caso di macchine di medie dimensioni) | Precisione: ±0,2-0,3 mm; spessore dello strato: 0,28-0,3 mm | Precisione: ±0,3 mm (≤300 mm); spessore dello strato: 0,2-0,5 mm regolabile | I parametri di prestazione di base sono stati invertiti, l'apparecchiatura domestica nel campo di regolazione dello spessore dello strato è più flessibile. |
| Fascia di prezzo (macchine di medie dimensioni) | Superiore, da milioni a decine di milioni di RMB | Più competitivi, di solito nella fascia del milione o del milione di dollari. | Il periodo di ammortamento per le apparecchiature di produzione nazionale è significativamente più breve, generalmente entro 2-3 anni. |
| Sistemi di materiali | Sistemi per lo più chiusi o semichiusi, consigliati o legati a materiali di consumo specializzati | Sistema aperto, compatibile con le sabbie e le resine mainstream del mercato, l'utente ha un elevato grado di libertà di scelta. | I sistemi aperti sono la chiave per il controllo dei costi a lungo termine e l'ottimizzazione dei processi per le aziende che vogliono dominare i loro processi principali. |
| ecologia del software | Software dedicato, buona integrazione con alcuni software industriali mainstream internazionali | Software sviluppato in proprio (ad esempio AFSWin3DP), più in linea con le abitudini operative dei progettisti nazionali, supporto per formati localizzati e requisiti di personalizzazione. | è necessario valutare la facilità d'uso del software, le capacità di gestione dei dati e l'interfaccia con i processi di progettazione esistenti. |
| Rete di assistenza post-vendita | Affidamento ad agenti in loco o a centri di assistenza limitati, con tempi di risposta relativamente lunghi. | Rete di vendita e assistenza diretta multicentrica su tutto il territorio nazionale per un rapido supporto in loco, formazione sui processi e fornitura di parti di ricambio | Il valore di una risposta rapida localizzata per garantire la continuità della produzione è incommensurabile. |
| Applicazioni tipiche | R&S di alto livello, monoblocchi sovradimensionati, progetti standard globali per multinazionali | Prototipazione rapida, produzione flessibile di piccoli lotti, localizzazione di fusioni di grandi dimensioni, applicazioni di scale-up sensibili ai costi | Deve essere adattato al vostro mix di prodotti, al vostro budget e alle vostre esigenze di reattività. |
Spunti di riflessione conclusivi::
I marchi internazionali e i marchi nazionali non sono semplicemente "sostituti", ma formano una stratificazione di mercato differenziata. Per il perseguimento dei migliori processi di verifica al mondo, dei requisiti di bilancio e dei requisiti rigorosi dell'impresa di marca, i marchi internazionali sono ancora una scelta affidabile. Tuttavia, per la stragrande maggioranza delle aziende cinesi di fonderia, le esigenze principali sonoCapacità di produzione digitale stabile, efficiente, autonoma e controllabile ad un costo accessibile. da3DPTEKI marchi nazionali rappresentati dalSistema aperto, assistenza locale approfondita, affidabilità comprovata nella produzione di massa e notevoli vantaggi in termini di prezzo/prestazioniL'azienda è diventata la scelta principale del mercato e sta ridefinendo lo standard di valore della stampa 3D a sabbia di livello industriale. La scelta di un marchio nazionale non è solo una considerazione di costo, ma anche un partner strategico che comprende i punti dolenti della produzione cinese e può crescere insieme all'azienda.
Scoprire i costi nascosti: un modello finanziario completo per l'acquisto di attrezzature e per le operazioni e la manutenzione
Dopo aver confrontato i parametri tecnici e analizzato il marchio, un manager pragmatico deve guardare all'aspetto finanziario.Stampante 3D a sabbiaLa decisione di investimento non dovrebbe mai basarsi solo sulle quotazioni delle apparecchiature. Si tratta di un investimento sistematico il cui costo reale è determinato dallaSpesa in conto capitale iniziale (CAPEX)rispondere con il cantoSpese operative correnti (OPEX)Insieme. Trascurarne uno qualsiasi può vanificare il ritorno sull'investimento (ROI) previsto. Questa sezione vi fornirà un quadro completo per l'analisi finanziaria.
1. Lista di controllo degli investimenti iniziali: CAPEX visibili e invisibili
Il prezzo del corpo macchina è solo la punta dell'iceberg. L'investimento iniziale per un sistema completo che può essere messo in produzione immediatamente è costituito da almeno i seguenti componenti:
Ontologia del dispositivo e configurazione del nucleocioè il prezzo del mainframe della stampante. è necessario specificare se l'offerta comprende l'attrezzatura standard (ad esempio, un certo numero di testine di stampa, licenze software di base).
Spese di installazione, messa in servizio e formazione di baseIl prezzo dell'apparecchiatura è in genere di 2%-5%, compresi l'allestimento della macchina, il livellamento, i collegamenti elettromeccanici, la messa in funzione dei parametri di processo di base e la formazione iniziale dell'operatore.attirare l'attenzione su qcs.Scegliere qualcosa come3DPTEKI marchi che dispongono di più centri di assistenza in tutto il Paese possono ridurre efficacemente i costi di installazione aggiuntivi dovuti agli spostamenti a distanza.
Investimento essenziale in "apparecchiature di post-elaborazione" (spesso sottovalutato)::
| processo di post-trattamento | Attrezzature necessarie / Postazioni di lavoro | Funzionalità e implicazioni di costo |
|---|---|---|
| sabbia chiara | Stazione di dissabbiatura dedicata / Sala di dissabbiatura a pressione negativa | Rimuovere la sabbia sciolta non incollata dai pezzi stampati. La rimozione manuale della sabbia è estremamente inefficiente e polverosa. Una stazione di dissabbiatura automatizzata, come il modello 3DPTEK-J2500, è un investimento fondamentale per garantire una produttività costante e la salute dei lavoratori. |
| Polimerizzazione / Essiccazione | Forno o stazione di polimerizzazione | Il post-curing è essenziale per i processi che utilizzano determinati sistemi di resina o per i quali è necessario aumentare la resistenza dello stampo. La macchina deve essere dimensionata in base alla dimensione massima della sabbia da stampare. |
| Rivestimento in sabbia | Stazione di miscelazione e verniciatura | L'applicazione di rivestimenti refrattari agli stampi in sabbia è una fase critica per ottenere una superficie di colata di qualità. è necessario investire in attrezzature per la miscelazione delle vernici e in siti di essiccazione. |
| Trattamento e riciclaggio della sabbia | Setacciatore di sabbia, regolatore di temperatura della sabbia | La vagliatura, il raffreddamento e il riutilizzo della sabbia riciclata influiscono direttamente sui costi dei materiali e sulla qualità di stampa. Per una produzione continua su larga scala, si tratta di un investimento necessario. |
Scorte iniziali di materiali di consumoPer avviare la produzione, è necessario acquistare uno stock iniziale di sabbia da stampaggio (ad esempio, sabbia silicea, sabbia pozzolanica) e di legante (resina furanica/fenolica). Per una macchina di medie dimensioni, ad esempio, lo stock iniziale di sabbia richiede solitamente 10-20 tonnellate e qualche centinaio di chilogrammi di resina.
2. Disaggregazione in corso dei "costi operativi e di manutenzione delle apparecchiature (OPEX)".
Questo è il "motore nascosto" che determina la redditività a lungo termine. La contabilità deve essere perfezionata su base mensile/annuale:
Costo dei materiali di consumo (corpo dei costi variabili)::
- Abrasivi da stampaIl costo dipende dal tipo di sabbia (circa 600-800 RMB/tonnellata per la sabbia di silice e 2.000-3.000 RMB/tonnellata per la sabbia di Baobab) e dal tipo di sabbia.rapporto sabbia-ferro. Grazie a una progettazione ottimizzata (ad esempio, una struttura cava leggera), il rapporto sabbia-ferro può essere ridotto dal tradizionale 5:1-6:1 a 3:1-4:1, con un risparmio diretto di oltre 30% di costi di sabbia.
- agente leganteIl consumo di resina è solitamente pari a 1,5%-2,5% del peso della sabbia.Sistemi di materiali apertiI vantaggi sono evidenziati qui: gli utenti possono acquistare resine conformi più convenienti senza essere vincolati a materiali di consumo speciali ad alto prezzo. Ad esempio, i costi possono essere ridotti di 5-10 dollari al chilogrammo utilizzando resine compatibili di terzi.
- Parti usuranti del nucleo - testine di stampaLa testina di stampa piezoelettrica industriale è un importante componente di consumo. La loro durata è di circa 1-2 anni e il costo di sostituzione di una singola unità può essere di decine di migliaia di dollari, che devono essere accantonati nei calcoli OPEX.Budget annuale per la sostituzione delle testine di stampa. Il sistema di manutenzione degli ugelli dell'apparecchiatura (ad esempio, pulizia automatica, filtraggio a ricircolo) può prolungarne efficacemente la durata.
Energia e costi indiretti::
- Consumo di elettricitàPrincipalmente dal motore di posa della polvere, dal sistema di asservimento, dall'unità di riscaldamento (se presente) e dal compressore d'aria. Una stampante a sabbia di medie dimensioni (ad es.3DPTEK-J1800) La potenza nominale è solitamente compresa tra 10 e 15KW, il consumo giornaliero di energia per la stampa continua è considerevole e deve essere calcolato in base ai prezzi dell'elettricità industriale locale.
- aria compressaPer la pulizia, il controllo pneumatico, ecc. è necessaria una fonte stabile e pulita di aria secca, con requisiti di flusso tipicamente ≥ 1,2 m3/min, il cui costo di preparazione e utilizzo deve essere messo in conto.
- Contratto di manutenzione annuale (AMC)Un contratto di manutenzione con un fornitore di apparecchiature è un modo intelligente per garantire una produzione stabile e bloccare i costi di riparazione. Il costo è solitamente pari a 3%-8%/anno del prezzo netto dell'apparecchiatura e copre le ispezioni periodiche, gli aggiornamenti del software e i servizi di manodopera.
- Costi di inventario delle parti di ricambioPer ridurre i tempi di inattività, le fabbriche devono tenere a magazzino un certo numero di pezzi di ricambio di uso comune (ad esempio, guarnizioni, sensori, cartucce), con un conseguente assorbimento di capitale circolante.
3. Quadro di riferimento per la misurazione del ritorno sugli investimenti (ROI): da centro di costo a centro di profitto
Per valutare il ROI, è necessario quantificare la tecnologia che portaPotenziamento dei ricaviinsieme aRisparmio sui costi. Di seguito viene presentato un quadro pratico per la modellazione delle misure:
Benefici principali e voci di risparmio:
- Azzeramento dei costi delle muffeQuesto è il maggior risparmio per lo sviluppo di nuovi prodotti o per la produzione di piccoli lotti. Gli stampi metallici complessi tradizionali spesso costanoDa centinaia di migliaia a milioni di dollariLa stampa 3D riduce questo costo a zero.
- Valore monetizzato di cicli di sviluppo più breviIl tempo è denaro. L'opportunità di mercato e i premi derivanti dall'anticipazione del time to market di un prodotto devono essere scontati nei guadagni.
- *Esempio*: se un componente automobilistico supera i test al banco ed entra in produzione con 60 giorni di anticipo rispetto alla tabella di marcia, e ipotizzando un contributo medio giornaliero di 10.000 dollari da parte del componente, il guadagno sarebbe$600,000.
- Miglioramento della manodopera e dell'efficienza del sitoLa stampa automatizzata riduce il ricorso a modellatori esperti e la manodopera richiesta per unità di prodotto diminuisce notevolmente. Allo stesso tempo, i processi digitali riducono lo spazio di stoccaggio degli stampi.
- Miglioramento dell'utilizzo dei materiali e guadagni in termini di leggerezzaIl design topologicamente ottimizzato del modello di sabbia riduce la quantità di sabbia utilizzata. Inoltre, i getti risultanti sono leggeri, il che consente di migliorare notevolmente le prestazioni del prodotto finale e di ridurre i costi del ciclo di vita dei veicoli aerospaziali e a nuova energia.
Modellazione di misura semplice del ciclo di ammortamento:
Periodo di ammortamento statico (anni) = investimento totale (CAPEX) / reddito netto incrementale annualizzato".
Guadagno netto incrementale annualizzato = (risparmi annuali sui costi di attrezzaggio + benefici di riduzione del ciclo di sviluppo + risparmi di manodopera/materiale) - aggiunte annuali di OPEX
Caso tipico di riferimentoBasato su3DPTEKLe statistiche sulla sua attività di produzione basata sui servizi e sui casi dei clienti mostrano che uno scenario che si concentra sulla prototipazione di parti complesse e sulla produzione di bassi volumi può tipicamente ridurre il costo del sottosviluppo di singole parti grazie alle sue attrezzature e ai suoi processi.70% e superioriIl periodo di ammortamento complessivo può essere controllato a 18-36 mesi All'interno. Il periodo di ammortamento può essere ancora più breve per gli utenti che lo utilizzano direttamente per la produzione di pezzi ad alto valore aggiunto.
Suggerimenti chiaveL'analisi del ROI più accurata dovrebbe basarsi sui vostri 1-2Prodotti tipiciEsecuzione di misure di simulazione. Si raccomanda che nella fase di selezione i fornitori (ad es.3DPTEK) offre parti specifiche per il vostroRapporto sulle opzioni di processo e sull'analisi dei costiIn questo modo le proiezioni finanziarie saranno incredibilmente chiare.
raggiungere un verdetto: ApprovvigionamentoStampa 3D della sabbiamacchina, acquistando in sostanza un set di "compressore a tempo"e"Disaccoppiatore di complessità". Il valore finanziario si riflette non solo nei risparmi espliciti sui costi, ma anche nei guadagni strategici che si possono ottenere accelerando l'innovazione e assumendo ordini ad alto valore aggiunto. La costruzione di un modello finanziario completo, come descritto sopra, è il passo finale e più importante per prendere decisioni di investimento razionali e sicure.
7 passi per evitare le insidie del processo di approvvigionamento: una lista di controllo pratica dall'analisi dei requisiti alla contrattazione
Dopo le analisi tecniche e finanziarie, la decisione finale dipende da un rigoroso processo di esecuzione degli appalti. In base alla nostra esperienza nella fornitura di soluzioni a più di 100 fonderie, qualsiasi omissione nel processo può comportare una riduzione significativa dell'efficacia dell'investimento. Di seguito è riportata una lista di controllo in sette fasi che illustra i passaggi pratici dai requisiti alla consegna.
Fase 1: Definire le esigenze - condurre un'analisi delle lacune digitali
Non perseguire ciecamente lo "stato dell'arte". Il primo passo dovrebbe essere quello di condurre un audit interno dei processi per quantificare il divario tra la situazione attuale e l'obiettivo.
* Analisi della matrice di prodottoElencare la produzione prevista per i prossimi 1-3 anni.Getti tipici per le prime 5 categorie. Registra il suo:
* Dimensione massima del profilo(determina il limite inferiore della casella di costruzione del dispositivo).
* Complessità strutturale(ad esempio, lo spessore minimo delle pareti, il numero di cavità interne, la determinazione dei requisiti di precisione delle apparecchiature e la potenza di elaborazione del software).
* Materiale e peso(influenza la resistenza della sabbia e la selezione del processo di rivestimento).
* Posizionamento del modello di produzioneDefinire il ruolo principale del dispositivo.
| Obiettivo primario | Priorità ai requisiti fondamentali | Focus sulla selezione delle apparecchiature |
|---|---|---|
| Prototipazione rapida di nuovi prodotti | Velocità > Flessibilità > Costo per unità | Macchina di medie dimensioni per elevate velocità di stampa e capacità di commutazione rapida. |
| Produzione flessibile in piccoli lotti | Stabilità > Costi dei materiali > Utilizzo delle attrezzature | Macchine di medie e grandi dimensioni, con particolare attenzione ai sistemi di materiali aperti con un'elevata efficienza complessiva delle apparecchiature (OEE). |
| Produzione di pezzi monolitici di grandi dimensioni | Dimensione della costruzione > Precisione Consistenza > Affidabilità | Macchine specializzate di grandi o grandissime dimensioni, come le serie 3DPTEK-J2500/J4000. |
obiettivo quantitativoStabilire KPI chiari, come ad esempio "ridurre il lead time per il primo campione di prodotti A da 90 giorni a meno di 15 giorni" e "ridurre il costo degli stampi per gli ordini di piccoli lotti a meno di 10%".
Fase 2: ricerca approfondita del fornitore - penetrare il caso per vedere la forza del
Il patrimonio tecnico e l'esperienza nel settore di un fornitore sono più importanti di brochure appariscenti.
Esame dei punti di forza tecnici::
- Storia della R&SChiedete il tempo di commercializzazione e il numero di iterazioni della loro prima apparecchiatura industriale. Ad esempio.Longyuan AFS Sin dalla sua nascita nel 1994, le sue iterazioni tecnologiche sono state convalidate attraverso un ciclo di mercato completo.
- Tasso di autonomia dei componenti principaliChiedere se il sistema di controllo del movimento, il sistema di alimentazione dell'inchiostro e il software di base sono sviluppati in proprio. Questo aspetto è legato al supporto tecnico a lungo termine e alla capacità di personalizzazione.
- Database di processoRichiesta di mostrare pacchetti di parametri di processo comprovati per diversi materiali (ad es. ghisa, acciaio fuso, leghe di alluminio). I fornitori maturi devono essere supportati da un database strutturato.
Storie di successo della convalida::
Richiesta di esempi di "stesso scenarioSe producete pompe e valvole, chiedete di vedere la valigetta delle pompe e delle valvole delDocumentazione completa del processo(dal CAD originale e dalle foto stampate della sabbia alle fusioni finali e ai rapporti di ispezione) piuttosto che un elenco generalizzato di industrie.
Conduzione di backtesting da parte dell'utenteContatto diretto con i clienti di riferimento forniti dal fornitore, preferibilmente visitando le apparecchiature già in uso.Più di 2 annidegli utenti. Le domande chiave sono: "Qual è il numero medio annuo di guasti alle apparecchiature?". Quanto è reattivo il servizio di assistenza post-vendita? e "Il costo effettivo dei materiali è coerente con la stima iniziale del fornitore?".
Fase 3: Chiedere una stampa di prova in loco - parlare con i campioni!
Questo è l'aspetto più importante per evitare le "scartoffie". Deve essere fatto con coerenza.Test ufficiali di prototipi a pagamento o con deposito.
Suggerimenti per la progettazione dei campioni di prova::
- Include funzioni integrateProgettare un sistema che contengaPareti sottili (ad es. 5 mm), pezzi spessi, guide interne complesse, texture superficiale fine e dati di posizionamento criticidi pezzi di prova.
- Simulazione di condizioni di lavoro realiE' meglio usare uno dei vostri sistemi esistenti, di media complessità.Modelli di parti realiEseguire il test.
Elenco dei criteri di accettazione::
- Precisione dimensionaleIspezione delle dimensioni di posizionamento chiave e degli spessori delle pareti con l'ausilio di una CMM, emettendo rapporti di deviazione dal modello CAD. I criteri di accettazione devono essere coerenti con l'impegno del fornitore (ad esempio, ±0,3 mm).
- Qualità della superficie e prestazioni di pulizia della sabbiaOsservazione dell'uniformità della superficie dello stampo in sabbia, test di pulizia manuale della sabbia, controllo delle cavità complesse interne dello stampo in sabbia.incancrenitoè buono, con o senza sabbia appiccicosa.
- Test di resistenzaEsegue le seguenti operazioni su modelli di sabbia stampati o su campioni standardresistenza alla trazionerispondere con il cantoresistenza alla flessioneI dati devono soddisfare i requisiti di colata (di solito resistenza alla trazione > 1,5 MPa).


Fase 4: Valutare la soluzione in modo completo: l'attrezzatura è solo la punta dell'iceberg
Il vero valore risiede nell'attrezzatura centrataMaturità totale della soluzione.
Software di valutazione ecologica::
- Facilità d'uso e capacità di pre-elaborazioneFunzionamento pratico del software di slicing (es.AFSWin3DP di 3DPTEK), testando la riparazione dei modelli, la generazione intelligente di supporti e la funzionalità e l'efficienza di nidificazione di più parti.
- integrazione dei flussi di datiConfermare se il software supporta il formato di output del processo di progettazione esistente (ad es. STL, STEP) e il potenziale di interfacciamento con eventuali sistemi MES/ERP.
Capacità di supporto ai processi::
Il fornitore è in grado di fornire le informazioni delOttimizzazione della progettazione dello stampo in sabbia (ad es. alzata successiva), stampa, pulizia della sabbia, accoppiamento tra rivestimento e colatadi consulenza di processo a catena completa? Questo riflette la profondità dei suoi servizi tecnici.
Stabilità della catena di approvvigionamento dei materiali::
Per i sistemi aperti, i venditori sono tenuti a fornireElenco di più fornitori qualificati di sabbia e resinaLa catena di fornitura deve essere in grado di fornire alternative per evitare il rischio di interruzioni della fornitura.
Fase 5: Punti di negoziazione del contratto - Chiarire diritti e responsabilità
I contratti sono l'ultima linea di difesa per salvaguardare gli investimenti. Assicuratevi di perfezionare gli allegati tecnici.
Clausola di garanzia delle prestazioni: WillCriteri di accettazione per la fase 3Scrivere un allegato al contratto come base legale per l'accettazione finale. Chiarire la precisione, la resistenza, le dimensioni massime di stampa e altri parametri dellaMetodi di prova e intervalli di qualificazione.
Risposta al servizio post-vendita SLA (Service Level Agreement)::
- tempo di risposta: differenziare chiaramente i diversi livelli di tempo di risposta per l'assistenza telefonica, la diagnosi remota e l'arrivo di tecnici in loco (ad esempio, "risposta in loco entro 48 ore per guasti gravi").
- Copertura e durata della garanziaChiarire il periodo di garanzia per l'intera macchina (di solito 1-2 anni), nonché le politiche di garanzia separate per i componenti chiave (ad esempio, testine di stampa, motori lineari).
- Politica di aggiornamento del softwareChiarire se è previsto un costo per gli aggiornamenti delle funzioni del software e le correzioni dei bug durante e al di fuori del periodo di garanzia.
- Elenco dei contenuti della formazioneI contratti devono definire in dettaglio il programma del corso di formazione, la sua durata, il numero di partecipanti e i criteri di valutazione per garantire un efficace trasferimento delle conoscenze.
Fase 6: Pianificazione dell'installazione e dell'accettazione - Preparare il terreno per la produzione
La pianificazione preventiva è la base per garantire una messa in funzione senza problemi delle apparecchiature.
Lista di controllo per la preparazione del sito::
- sopportare il peso (dei piani superiori di un edificio)A seconda del peso totale dell'apparecchiatura (ad es.3DPTEK-J2500 mainframe circa 15 tonnellate) e punti di carico centralizzati per verificare la capacità di carico del pavimento dell'impianto (di solito ≥3t/m2, soprattutto se si prevede di collocare attrezzature al primo piano).
- Elettricità e gasRiservare un'alimentazione indipendente (ad es. 380V/50Hz/15KW) e un'interfaccia di sorgente di gas pulita e asciutta (pressione 0,6-0,8MPa, portata ≥1,2m3/min) in conformità alle specifiche.
- Ambiente e ventilazioneAssicurarsi che l'area di installazione soddisfi i requisiti di temperatura e umidità (ad es. 22-28°C, 30-50%RH) e pianificare il sistema di raccolta e scarico delle polveri per la stazione di pulizia della sabbia.
Procedura di prova di accettazione finale (FAT/SAT)::
- Test di accettazione in fabbrica (FAT)Se possibile, recarsi presso la fabbrica dell'apparecchiatura per la pre-accettazione, l'ispezione dei componenti principali e i test di funzionamento in aria.
- Test di accettazione del sito (SAT)Dopo l'installazione e la messa in funzione dell'apparecchiatura presso il vostro impianto, ripeteteTest di stampa campione nella terza faseutilizzando gli strumenti di misura approvati, eseguire la firma di accettazione finale in conformità ai criteri allegati al contratto.
Fase 7: Formazione delle persone e trasferimento delle conoscenze - attivazione della produttività digitale
Il valore dell'equipaggiamento viene sbloccato dalla squadra.
Costruire il team di baseLa formazione deve riguardareIngegneri di processo, operatori d'impianto, addetti al ricondizionamento e ispettori.
Focus sul trasferimento di competenze::
lato designConoscenza dei principi di ottimizzazione della progettazione di stampi in sabbia per la produzione additiva (ad es. riduzione dei supporti, ottimizzazione degli angoli di rilascio).
lato produzioneConoscenza del funzionamento quotidiano delle apparecchiature, delle procedure di manutenzione, della risoluzione dei problemi comuni e della risposta alle emergenze.
lato qualitàDefinizione di un modello di sabbia per la stampa 3D perProcessi e standard di test specifici.
Richiedere ai fornitori di fornire un pacchetto completo di documentazione sulle conoscenzeQuesto include manuali operativi, manuali di manutenzione, librerie di parametri di processo e guide tipiche per la risoluzione dei problemi come patrimonio a lungo termine dell'azienda.
raggiungere un verdetto: ApprovvigionamentoStampante 3D a sabbiaè un progetto sistematico. Seguendo questa lista di controllo in sette fasi è possibile trasformare gli impulsi tecnologici in investimenti strategici razionali. Ogni fase è pensata perRiducete il rischio, bloccate il valore e assicuratevi che il vostro team possa davvero sfruttare la tecnologia.Il progetto di fusione digitale si trasforma così in competitività e redditività reali.
Rivelazioni di applicazioni di successo: 3 punti di riferimento del settore per la stampa 3D su sabbia
Le analisi teoriche e i confronti dei parametri sono importanti, ma la prova definitiva del valore della tecnologia sta nella sua capacità di risolvere i problemi ingegneristici del mondo reale. I tre casi che seguono, tutti basati su uno studio di fusione digitale leader in Cina, non solo dimostrano che la tecnologia di fusione digitale è in grado di risolvere problemi reali.Stampa 3D della sabbiapotenziale, e inoltre rivela come rimodella la logica della produzione in diversi campi.
Caso 1 (blocco motore di grandi dimensioni): nucleo di sabbia integrato e rivoluzione del ciclo di sviluppo
sfidaUn grande produttore di motori diesel del sud ha dovuto affrontare due colli di bottiglia fondamentali durante lo sviluppo di una nuova generazione di motori ad alte prestazioni: in primo luogo, la produzione tradizionale di stampi ha comportato un lungo ciclo di sviluppo per i campioni del blocco cilindri.3-4 mesirallentando seriamente il progresso della R&S; in secondo luogo, la complessità del corpo del cilindroCanali di raffreddamento conformiL'anima in sabbia tradizionale non può essere prodotta nella sua interezza e deve essere incollata in pezzi, con il rischio di errori di allineamento e perdite.
prescrizione: Adozione3DPTEK-J1800Stampanti 3D Sand per implementare un programma di stampa integrato.
1. passaggio di datiUn modello 3D del blocco cilindri con canali ottimizzati viene importato direttamente nel software di stampa.
2. Modanatura integraleL'intera combinazione di sabbia del cilindro con tutte le cavità interne complesse e le anime della camicia d'acqua viene stampata in una sola volta, eliminando completamente la necessità di stampi e anime di blocco.
3. corrispondenza dei processiL'uso di resina furanica ad alta resistenza e di sabbia di Baobab a 100/200 maglie garantisce che il nucleo di sabbia soddisfi i requisiti di strutture complesse e allo stesso tempo abbia la capacità di≥1,8MPaLa resistenza alla trazione per resistere all'impatto con il ferro.
Risultati e approfondimenti::
* Compressione del tempo di cicloRiduzione dei tempi dal progetto allo stampo per la colata aEntro 2 settimaneCompressione complessiva del ciclo di R&S70% e superiori.
* Passi da gigante in termini di prestazioniIl nucleo di sabbia integrato garantisce dimensioni e tenuta precise dei canali di raffreddamento e i test al banco hanno dimostrato un aumento dell'efficienza di raffreddamento pari a circa il 50%.15%.
* ricostruzione dei costiRiduzione del costo di un singolo ciclo di sperimentazione di prototipi dal livello di milioni di dollari del modello tradizionale aLivello di 100.000 dollariQuesto caso dimostra che la stampa 3D in sabbia non è solo uno strumento "più veloce" per componenti centrali molto complessi, ma anche un modo per realizzare il potenziale di una nuova tecnologia. Questo caso dimostra che per i componenti centrali altamente complessi, la stampa 3D in sabbia non è solo uno strumento "più veloce", ma anche un modo per realizzare i vantaggi della stampa 3D.Libertà di progettazione e ottimizzazione funzionaleL'unico modo economico per farlo.

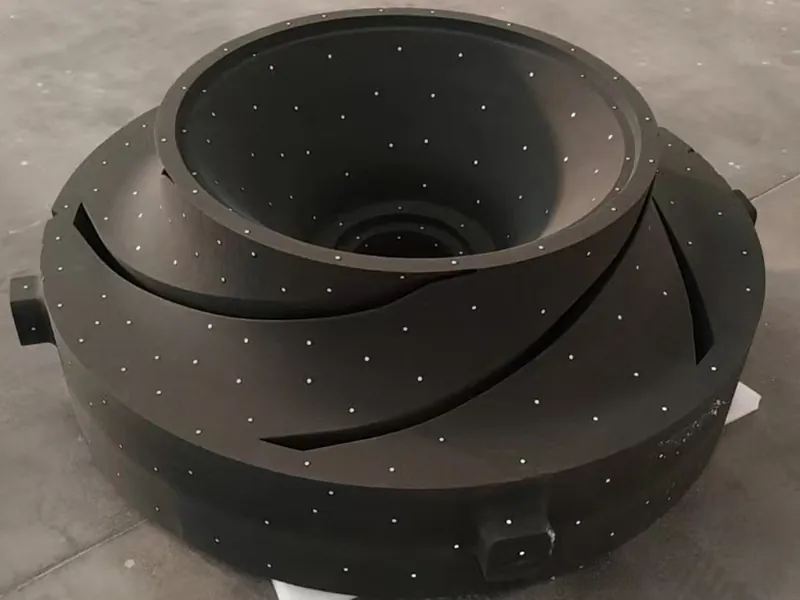
Caso 2 (pompa a girante complessa): convalida economica della fusione rapida in piccoli lotti
sfidaUn'azienda di pompe e valvole industriali riceve spesso ordini di piccole dimensioni (lotti di 5-50 pezzi) per materiali speciali (ad esempio, acciaio inossidabile duplex) o per design di canali non standard. Il metodo tradizionale richiede la produzione di stampi in metallo, costi elevati e tempi di consegna fino a 8-12 settimane, con conseguente perdita degli ordini a lungo termine o costrizione ad abbandonare lo stato.
prescrizioneIntroduzione3DPTEK-J1600 ProCostruire un processo di risposta rapida come unità di produzione flessibile.
1. Sostegno economico alle attrezzature nazionaliIl modello è stato scelto per il suo sistema aperto di materiali di consumo che consente l'acquisto di resine e sabbie silicee locali più convenienti a un costo gestibile per pezzo di materiale da stampaggio.
2. Rapido cambio di processoAl ricevimento dell'ordine, ilEntro 24 oreCompletare l'elaborazione del modello e il layout di stampa per avviare la produzione.
3. Chiudere il cerchio dell'accuratezza e della qualitàL'accuratezza dimensionale critica degli stampi in sabbia stampati è stabile a±0,3 mmGrazie al rigoroso processo di rivestimento, la finitura superficiale dei getti raggiunge Ra 12,5μm, soddisfacendo i requisiti di installazione dei clienti.
Risultati e approfondimenti::
* Il modello economico è validoPer piccole quantità, fino a 50 pezzi, il costo complessivo per pezzo è inferiore a quello dello stampaggio tradizionale.40%-60%è stata realizzata la prima produzione redditizia di corpi pompa speciali in piccole quantità.
* Agilità di consegnaTempi di consegna stabili dalla conferma d'ordine alla consegna della colata10-15 giorni lavorativiè diventata una competenza fondamentale per le aziende per ottenere ordini ad alto valore aggiunto.
* Affidabilità delle apparecchiature di produzione nazionaleApparecchiature con un MTBF superiore a2000 oreQuesto caso dimostra che, in un ambiente di produzione stabile, le apparecchiature domestiche possono soddisfare pienamente i requisiti di affidabilità di livello industriale. Questo caso è"Sistema aperto + attrezzatura conveniente". Un classico trionfo del modello in uno scenario di produzione flessibile a basso volume.
Caso 3 (Riproduzione del patrimonio culturale): l'archiviazione digitale e la rinascita dei calchi artistici
sfidaIl progetto di restauro e riproduzione di un treppiede in bronzo di grandi dimensioni, la cui decorazione superficiale è estremamente complessa, presenta un gran numero di angoli negativi e scanalature profonde. La tornitura tradizionale degli stampi danneggia gravemente i manufatti, mentre gli stampi in silicone non possono sopportare la pressione di colata delle fusioni di grandi dimensioni, con conseguente grave perdita di dettagli della replica.
prescrizioneProcesso digitale senza contatto di "scansione 3D + stampa 3D su sabbia".
1. digitalizzazione ad alta fedeltàIn primo luogo, i manufatti vengono scannerizzati in 3D con alta precisione e l'errore si ottiene al di sotto di0,1 mmdel modello digitale per completare l'archivio digitale.
2. Stampa diretta di stampi in sabbia: UtilizzoLongyuan AFS La macchina per la stampa su sabbia stampa i modelli digitali direttamente negli stampi di sabbia per la colata. Le caratteristiche del processo di stampa su sabbia preservano perfettamente ogni dettaglio della decorazione, compresi gli spazi morti che non possono essere gestiti con i metodi tradizionali.
3. Combinazione di artigianato tradizionaleSpeciali rivestimenti refrattari vengono applicati agli stampi di precisione in sabbia stampati, che vengono successivamente fusi in bronzo con l'antico processo di fusione a cera persa (stampo fuso).
Risultati e approfondimenti::
* Replica non distruttiva: realizzazione del patrimonio culturale delzero-touchRiproduzione, che protegge fondamentalmente la sicurezza del patrimonio culturale.
* Riproduzione dettagliataLe riproduzioni presentano un elevato grado di chiarezza degli ornamenti.95% Al di sopra dei limiti dell'artigianato tradizionale, soddisfa i più alti requisiti per la ricerca archeologica e l'esposizione.
* Estensione del valoreLa tecnologia non viene utilizzata solo per la replica, ma crea anche un archivio "gemello digitale" del manufatto, fornendo una base digitale permanente per il futuro restauro, la ricerca e lo sviluppo di derivati culturali. Questo caso evidenzia il potenziale della stampa 3D a sabbia inRiproduzione di forme complesse arbitrariee la sua insostituibilità comeConservazione e trasmissione digitale del patrimonio culturaleImportante valore delle tecnologie chiave.
Rivelazioni fondamentaliL'insieme di questi tre casi interdisciplinari dimostra che l'applicazione di successo della stampa 3D di sabbia è andata oltre la fase iniziale di "sostituzione degli stampi". Sta diventandoPromuovere l'innovazione di prodotto (ad esempio, il caso 1 con la Conformal Waterway), riconfigurare i modelli di produzione (ad esempio, il caso 2 con l'economia dei piccoli lotti) e trasmettere il patrimonio culturale (ad esempio, il caso 3 con la Digital Rebirth). tecnologie strategiche. Investire in questo significa investire nella capacità flessibile di base e nella base innovativa per far fronte alle incertezze future.
Domande frequenti (FAQ)
Dopo aver completato un'analisi tecnica, finanziaria e di processo completa, abbiamo messo insieme una raccolta di domande chiave ad alta frequenza poste dai responsabili delle decisioni nelle fonderie in prima linea. Queste domande vanno al cuore dei punti dolenti dell'approvvigionamento e delle operazioni e sono pensate per eliminare le ultime barriere percettive.
Q1: Un grado industrialeStampante 3D a sabbiaQual è la fascia di prezzo delle Qual è la differenza di prezzo tra le apparecchiature nazionali e quelle importate?
A. La gamma di prezzi è enorme e dipende dalle dimensioni, dalla precisione e dal grado di automazione. Prendiamo ad esempio la domanda principale del mercato domestico:
* Attrezzature domesticheCome3DPTEKdella serie J, l'investimento d'ingresso per una macchina di medie dimensioni (dimensioni di stampaggio circa 1800 x 1000 x 700 mm) è solitamente dell'ordine diDa 1.500.000 a 3.000.000 RMBGamma. Le unità più grandi (ad esempio J2500/J4000) rientrano nella fascia di prezzo più alta.
* Attrezzature di alta gamma importateIl prezzo delle apparecchiature di pari livello può essere pari a quello delle apparecchiature nazionali. Da 1,5 volte a più di 3 volteAlcuni sistemi ultra-grandi o personalizzati possono raggiungere le decine di milioni di dollari.
Il cuore dello spreadNon si tratta solo di un marchio premium, ma anche di un marchio:
1. Strategia dei sistemi materialiLe apparecchiature importate sono per lo più sistemi chiusi o semi-chiusi legati a materiali di consumo specializzati, mentre i sistemi aperti nazionali (come quelli utilizzati da 3DPTEK) consentono l'uso di materiali di terzi a costi migliori, con differenze significative nei costi operativi a lungo termine.
2. Maturità della soluzione integrataI marchi importati dominano il mercato globalizzato dei prodotti di fascia alta, mentre i marchi nazionali sonoAdattamento dei processi a livello locale, reattività del servizio e rapporto qualità/prezzoè stato costruito un vantaggio decisivo. Per la stragrande maggioranza delle aziende cinesi alla ricerca di un chiaro ritorno sull'investimento, il vantaggio combinato dei costi delle apparecchiature nazionali accorcia in genere il periodo di ammortamento di 30%-50%.
D2: Oltre alla stampante stessa, in quali altre "apparecchiature di post-elaborazione" devo investire? Qual è la quota di costo totale?
A. La post-lavorazione è la chiave per garantire la continuità della produzione e migliorare la qualità degli stampi in sabbia, e il suo investimento è spesso sottovalutato e può rappresentare fino a 20%-40%.. Le sessioni richieste includono:
| processo di post-trattamento | Attrezzatura principale / Postazioni di lavoro | Funzione e necessità | Quota di costo stimata |
|---|---|---|---|
| Pulizia automatica della sabbia | Stazione di pulizia della sabbia a pressione negativa, sistema di vagliatura vibrante | Rimozione efficiente della sabbia sciolta, per salvaguardare la salute dei lavoratori e la continuità della produzione. La rimozione manuale della sabbia non è pratica per gli stampi di sabbia di grandi dimensioni. | Alto (10%-20%) |
| Rafforzamento ed essiccazione della sabbia | Forno di polimerizzazione ad aria calda / microonde | A seconda del sistema di resina utilizzato, il miglioramento della resistenza finale e della stabilità dello stampo in sabbia è un passo fondamentale per garantire il successo della colata. | Medio (5%-10%) |
| Trattamento e riciclaggio della sabbia | Setacciatore di sabbia, regolatore di temperatura della sabbia, miscelatore di sabbia | La vagliatura, il raffreddamento e il ripristino delle prestazioni della sabbia riciclata influiscono direttamente sul costo del materiale e sulla qualità dello strato di stampa. | Medio-alto (8%-15%) |
| Rivestimento e asciugatura | Attrezzature per la miscelazione delle vernici, stazioni di spruzzatura/immersione, area di asciugatura | Il rivestimento degli stampi in sabbia con rivestimenti refrattari per ottenere una superficie di colata di alta qualità richiede locali e attrezzature speciali. | Medio (5%-10%) |
Raccomandazioni chiaveQuando si pianifica il budget, è necessario chiedere ai fornitori di attrezzature (ad es.3DPTEK) per fornire al computer host la sua corrispondenzaSoluzione totale e preventivo per l'unità di ritrattamentoevitando investimenti aggiuntivi passivi in una fase successiva.
D3: Qual è la resistenza degli stampi in sabbia con tecnologia Binder Jetting? Può soddisfare i requisiti di tutti i metalli da colata?
A. La moderna tecnologia di getto del legante ha reso possibile la produzione di stampi in sabbia che soddisfano i requisiti di resistenza della maggior parte degli scenari di colata.
* Dati tipici di intensitàCon le resine furaniche o fenoliche, la resistenza alla trazione delle forme di sabbia stampate è tipicamente fino a 1,5 - 2,5 MPa, una maggiore resistenza alla flessione, che è sufficiente per far fronte alla situazione:
* :: Fusione di metalli leggeri come leghe di alluminio e leghe di magnesio.
* :: Ghisa (grigia, duttile) e acciaio fuso liscio.
* La maggior parte degli acciai inossidabili e delle leghe per alte temperature.
* Verifica delle condizioni operative estremePer condizioni estreme (ad esempio, getti sovradimensionati del peso di diverse tonnellate, colate con una prevalenza idrostatica molto elevata), la resistenza della cassaforma in sabbia non è l'unica considerazione, ma deve essere valutata in modo completo.Dispersibilità della sabbia, degassamento (di solito <12 ml/g) e stabilità termica. Questo deve essere fatto daConvalida del processoda determinare. I principali fornitori nazionali, comeLongyuan AFSGrazie alla sua esperienza nella gestione di fonderie, l'azienda è in grado di fornire ai clienti un pacchetto di parametri di processo collaudati per materiali specifici (ad esempio acciai ad alto tenore di cromo, leghe ad alta temperatura).
D4: Quali sono le principali sfide e i costi del funzionamento quotidiano e della manutenzione delle apparecchiature? Come controllarli?
A. La sfida principale consiste nel mantenere la stabilità del sistema a lungo termine con costi di consumo gestibili.
* Sfide fondamentali::
1. Manutenzione della testina di stampaPrevenire l'intasamento dell'ugello è una priorità assoluta. Scegliere un ugello che abbiaFiltrazione circolare incorporata, alimentazione dell'inchiostro a pressione costante e funzione di pulizia automatica(come la serie 3DPTEK-J) possono ridurre notevolmente questo rischio.
2. Gestione della sabbiaLa distribuzione granulometrica, la temperatura e il controllo dell'umidità della sabbia riciclata hanno un impatto diretto sulla qualità della polvere stesa. è necessario stabilire un processo standardizzato di gestione della sabbia.
* Componenti di costo e controllo::
* Costo dei materiali di consumo (circa OPEX 60%-70%)La sabbia e la resina sono le spese maggiori.Selezione di attrezzature per sistemi di materiali apertiè il mezzo più efficace per controllare i costi e consente di procurarsi i materiali conformi più convenienti sul mercato.
* Sostituzione di componenti critici (ad es. testina di stampa)Le testine di stampa industriali sono materiali di consumo con una durata di circa 1-2 anni. è necessario prevedere un accantonamento nel budget annuale. Una progettazione di qualità delle apparecchiature può prolungarne la durata.
* Energia e manutenzioneL'elettricità, il consumo di aria compressa e i contratti di manutenzione annuale (AMC) sono spese fisse. La scelta di apparecchiature efficienti e affidabili riduce questi costi alla fonte.
D5: Quali sono i termini contrattuali chiave più trascurati durante le trattative di appalto?
A. Oltre al prezzo e alle date di consegna, i seguenti termini tecnici sono fondamentali ma spesso trascurati:
1. Clausole di garanzia delle prestazioni con chiari criteri di accettazioneI contratti devono essere accompagnati da allegati tecnici.quantificabilePrecisione (ad es. ±0,3 mm), resistenza (ad es. resistenza alla trazione ≥1,8 MPa) e altri indicatori chiave, e annotare i dati relativi aMetodi di prova, strumenti e rimedi in caso di mancata conformità agli standard (ad esempio, riparazione, sostituzione o rimborso).Evitate espressioni vaghe come "leader del settore". Evitate espressioni vaghe come "leader del settore".
2. Attribuzione del software e dei diritti di proprietà intellettualeAccordo esplicito:
* :: Politica di aggiornamento per il software operativo, il software di controllo del processo (è previsto un costo all'interno o all'esterno del periodo di garanzia?). .
* :: Materiali specifici per la vostra attività derivanti dalla commissione cooperativa.Database dei parametri di processo ottimizzatiI diritti di proprietà intellettuale sono attribuiti e utilizzati allo stesso modo del diritto di utilizzo.
3. Accordi quantificati sui livelli di servizio post-vendita (SLA)Invece di limitarsi a "fornire servizi tempestivi", dovrebbe essere chiaro:
* tempo di rispostaTempi specifici per l'assistenza telefonica (ad esempio, entro 2 ore), la diagnosi a distanza (ad esempio, entro 4 ore) e l'arrivo dei tecnici in loco (ad esempio, entro 48 ore per i guasti gravi).
* Tempo di fornitura dei ricambiTempo massimo di giacenza e consegna delle parti di ricambio di uso comune e dei componenti critici (ad esempio, le testine di stampa).
* Qualifiche del personale di supporto in locoRichiesta di inviare ingegneri con una vasta esperienza nei processi di fusione, piuttosto che personale di manutenzione con conoscenze esclusivamente meccaniche.
?? Raccomandazioni per le fasi successive
A questo punto, avete acquisito una gamma completa di conoscenze, dalle tendenze del mercato, agli indicatori tecnici e ai confronti tra marchi, fino alla modellazione finanziaria e ai processi di approvvigionamento. Il valore della teoria è quello di guidare la pratica.
Vi consigliamo vivamente di iniziare subito le due fasi seguenti per far decollare la vostra pianificazione:
1. Toelettatura internaUtilizzate la prima fase del processo di evitamento delle insidie in 7 fasi di questo articolo per quantificare il costo e il tempo di ciclo attuali di 1-2 dei vostri prodotti tipici.
2. Ottenere analisi personalizzatePortate il vostro modello di pezzo specifico e contattate un'azienda come3DPTEK (TECNOLOGIA SANDY/LONGYUAN MOULDING) Si tratta di un fornitore con esperienza sia nella produzione di apparecchiature che nei servizi di produzione su larga scala.Chiedete loro di fornirvi gratuitamente un'analisi di fattibilità del processo e una stima preliminare dei costi-benefici per questa parte.. è il modo migliore per convalidare l'idoneità della tecnologia a costo zero e ottenere le proiezioni più intuitive del ROI.
azione immediataè l'inizio per colmare il divario digitale con i vostri concorrenti.
]]>Quando la ruota del tempo ha attraversato silenziosamente il 2025, ci siamo fermati sulla soglia del vecchio e del nuovo e abbiamo guardato indietro alle impronte clamorose che SANDI Technology ha percorso. Quest'anno, abbiamo preso l'innovazione hardcore come inchiostro e l'intelligenza digitale come rotolo, e abbiamo sventolato un magnifico quadro di aggiornamento industriale sulla tela dei tempi. Quando il primo raggio dell'alba del 2026 sta per illuminare la terra, siamo pieni di gratitudine e di orgoglio e nutriamo aspettative illimitate per il futuro.
2025: l'innovazione guida e rompe le onde
Matrice di prodotti compatta, per costruire una gamma completa di layoutNel 2025, SANDEK ha completato il layout di serie delle apparecchiature a grandezza naturale, dalla scala millimetrica a quella metrica, e ha raggiunto la copertura completa di apparecchiature intelligenti come la stampa 3DP a sabbia, la stampa a getto di legante BJ per metallo/ceramica, la sinterizzazione laser selettiva SLS e la fusione laser selettiva SLM. In particolare, vale la pena di ricordare che la nostra stampante 3DP a sabbia per colata 3DPTEK-J4000 di 4 metri di dimensioni super è stata insignita del titolo di Prodotto di Qualità per la Produzione Additiva 2025, che è diventato una solida base per sostenere lo sviluppo innovativo dei clienti in vari campi.
Affinamento del kernel tecnologico, dimostrando la linea di fondo dell'innovazioneQuest'anno, non solo abbiamo raggiunto una produzione di massa stabile di attrezzature per la stampa in sabbia di grandi dimensioni, ma abbiamo anche lanciato in modo innovativo la "tecnologia di formatura flessibile dell'area senza scatola di sabbia", che fornisce una nuova soluzione per risolvere i problemi della produzione di getti grandi e complessi. Quest'anno, non solo abbiamo raggiunto una produzione di massa stabile di attrezzature per la stampa in sabbia di grandi dimensioni, ma abbiamo anche lanciato in modo innovativo la "tecnologia di formatura flessibile dell'area senza scatola di sabbia", che ha fornito una soluzione del tutto nuova per risolvere il problema della produzione di getti grandi e complessi. Nel campo della dissipazione del calore di alta gamma, siamo riusciti a ottenere la formatura di precisione di materiali compositi ad alta conducibilità termica e le prestazioni principali dei nostri prodotti hanno superato lo standard internazionale del MIM, dimostrando la nostra eccellente forza tecnica.
Promuovere il layout globale e le sinergie interne ed esterneNel 2025, l'attività nazionale di SANDI Technology ha raggiunto una crescita esponenziale, con un aumento significativo delle prestazioni anno su anno, e serve ampiamente più di 500 clienti di alta qualità nei settori aerospaziale, dell'energia elettrica e dell'energia, ecc. Anche il mercato estero ha una marcia in più, con attività in più di 30 paesi e regioni del mondo, e le entrate dall'estero hanno rappresentato una svolta significativa. Le nostre apparecchiature sono esportate in Italia, Turchia, Spagna, Corea del Sud e in altri mercati chiave in Europa e Asia, e il sistema operativo globale sta diventando sempre più perfetto.
Espansione dell'ecosistema imprenditoriale e apertura di nuove frontiereIn agosto, abbiamo acquisito con successo la Shenzhen Shuanglong Dental Research Technology Co., Ltd, che non solo rappresenta un'importante struttura del settore dentale digitale, ma ottiene anche canali maturi e certificazioni internazionali che coprono più di 30 paesi in tutto il mondo, gettando così una solida base per entrare nel mercato dentale di fascia alta.
Finanziamenti strategici sbarcati, rafforzare le radici dello sviluppoNel 2025 abbiamo completato con successo due investimenti strategici del Beijing New Materials Industry Fund e del SINOMACH Industry Fund. Questi fondi saranno utilizzati per il preinvestimento di attrezzature a getto di legante (BJ/3DP), per l'espansione del processo di stampa ceramica, per la costruzione della capacità di dissipazione del chip di rame diamantato, per l'accelerazione dei prodotti verso il mare e per la costruzione di talenti, consolidando ulteriormente la nostra posizione di leader nel settore della stampa 3D a getto di legante.
2026: Un viaggio di 10.000 miglia, una nuvola di vele alte
Nel nuovo anno, SANDI continuerà a promuovere la strategia di sviluppo "1-2-N", vale a dire, prendere una serie di tecnologie di stampa 3D come nucleo centrale, approfondire le due soluzioni di fusione 3D e metallurgia delle polveri 3D, espandere gli scenari di applicazione N e costruire un'ecologia industriale più ricca.
Consolidare la leadership tecnologica e rafforzare il sistema di innovazioneIn qualità di azienda nazionale che padroneggia contemporaneamente le quattro tecnologie di stampa 3D principali, ovvero SLS, SLM, 3DP e BJ, continueremo a sfruttare i vantaggi del sistema di innovazione "Trinity". In qualità di azienda nazionale che padroneggia contemporaneamente le quattro tecnologie fondamentali di stampa 3D, ossia SLS, SLM, 3DP e BJ, continueremo a sfruttare i vantaggi del sistema di innovazione "Trinity", integrando le risorse dell'Istituto di ricerca scientifica e tecnologica Guoqian, le postazioni di post-dottorato e i team di R&S dell'azienda per continuare a promuovere l'innovazione tecnologica e mantenere la nostra posizione di leader del settore.
Aggiornamento dell'ecologia di fusione e ampliamento delle aree di applicazione. Attraverso le 8 basi di 3D Smart Manufacturing create nel Paese, ci concentreremo sulla promozione dell'applicazione su larga scala della stampa 3D nel campo dell'elettricità ad alta tensione e del trasporto ferroviario nel 2026, e rimodelleremo l'ecologia tradizionale della fusione attraverso nuove costruzioni, espansioni e fusioni e acquisizioni per raggiungere la produzione e la consegna di applicazioni su larga scala.
Approfondimento della metallurgia delle polveri e implementazione di strategie di differenziazioneBJ Technology è un produttore leader di apparecchiature per la gestione termica dei chip AI. Basandoci sui vantaggi della tecnologia BJ di "alta efficienza, basso costo, assenza di stress termico", implementeremo una strategia di apparecchiature differenziate nel campo della gestione termica dei chip AI e forniremo soluzioni personalizzate per gli istituti di ricerca e gli utenti industriali. Suzhou SANDI Precision si concentrerà sul campo della dissipazione del calore del diamante di rame con stampa 3D a getto di legante, per ottenere una fornitura massiccia di applicazioni in questo campo.
Espansione dell'assistenza sanitaria digitale, perfezionamento della produzione di precisione. Sulla base del certificato di registrazione del primo apparecchio acustico in lega di titanio stampato in 3D in Cina, attraverso la fusione e l'acquisizione di Shenzhen Shuanglong Dental Research, espanderemo ulteriormente il campo di applicazione dell'ortopedia stampata in 3D, miglioreremo la struttura della medicina di precisione e contribuiremo con maggiore forza alla causa della salute umana.
Costruire una piattaforma di Internet industriale per accelerare la trasformazione digitale. Nel nuovo anno, ci concentreremo sulla costruzione di una piattaforma Internet industriale di Smart Manufacturing 3D, migliorando in modo completo le capacità di gestione digitale dell'azienda e, allo stesso tempo, impegnandoci nella costruzione di fabbriche all'estero e senza personale, per creare un nuovo paradigma di produzione intelligente orientata al futuro.
Il cuore è solido come una roccia, la missione è forte come sempre.
Pragmatismo, innovazione, sinergia, crescita: queste quattro parole chiave sono profondamente impresse nella ricerca dei valori e nei concetti di sviluppo di SANDY TECHNOLOGY.
Dal 1994, anno in cui abbiamo sviluppato con successo la prima stampante 3D di livello industriale con diritti di proprietà intellettuale indipendenti in Cina, ad oggi, SANDY Technology ha sempre perseguito la missione di "Partire dalla stampa 3D per migliorare la produzione con la tecnologia digitale". Con oltre 30 anni di innovazione, abbiamo assistito e partecipato all'ondata di trasformazione digitale dell'industria manifatturiera cinese.
Guardando al 2026, continueremo a lavorare fianco a fianco con i nostri partner globali per promuovere l'integrazione della tecnologia di stampa 3D in tutti i settori della vita con un atteggiamento più aperto, uno spirito più innovativo e azioni più pragmatiche, iniettando nuova energia cinetica nello sviluppo di alta qualità dell'industria manifatturiera e contribuendo con un maggior numero di "soluzioni SANDI" alla produzione intelligente in Cina e nel mondo.
Grazie per la fiducia e il sostegno di ogni cliente, partner e dipendente. Lavoriamo fianco a fianco per affrontare l'emozione e lo splendore del 2026! Buon anno!
Presidente Zong Guisheng
Beijing SANDI Technology Co.
31 dicembre 2025
]]>
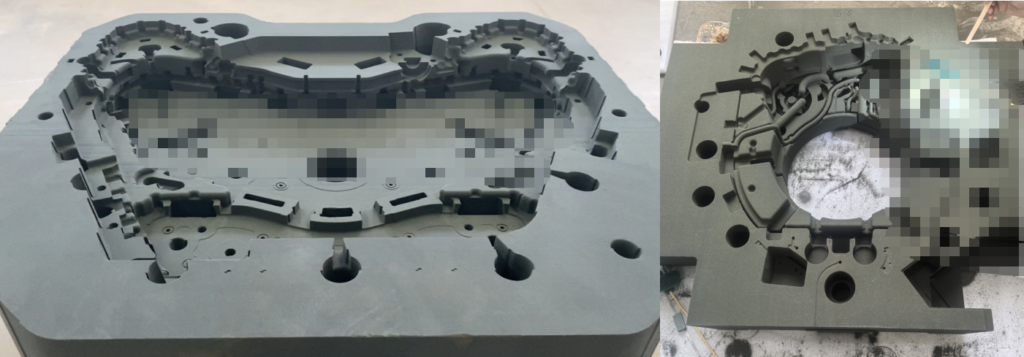
Figura: SANTI TECHNOLOGY 4m 3DP Casting Sand Printer 3DPTEK-J4000
Linea diretta per gli ordini di attrezzature: 13811566237
Per il settore aerospaziale, l'energia elettrica, i macchinari pesanti e altri campi nella produzione di getti ultra-grandi nel ciclo di produzione esistente è lungo, il costo elevato di stampi, strutture complesse difficoltà di formazione e altri problemi, 3DPTEK-J4000 con una serie di tecnologie innovative per fornire una soluzione:
L'innovativa tecnologia "no sand box flexible area moulding" non solo supera i limiti dimensionali della colata tradizionale per supportare la produzione integrata di stampi in sabbia fino a 4 metri, ma raggiunge anche un controllo dei costi molto competitivo sul mercato.
Questa tecnologia, combinata con un ugello ad alta precisione e algoritmi intelligenti, può realizzare la formatura integrale in una sola volta di superfici curve a pareti sottili e multidimensionali e di cavità interne complesse (come i canali dell'acqua di raffreddamento a spirale) per componenti di grandi dimensioni, risolvendo i problemi di efficienza, costo e difetti di saldatura derivanti dal processo tradizionale di produzione di pezzi di grandi dimensioni che richiedono la fusione a segmenti e la successiva saldatura. L'applicazione pratica dimostra che la tecnologia può abbreviare il ciclo di produzione di fusioni grandi e complesse di oltre 50%; ad esempio, il tempo di consegna di fusioni in lega di alluminio del peso di 1 tonnellata è notevolmente ridotto da 60 giorni a 15 giorni.


L'azienda fornisce anche un sistema di processo dei materiali open-source, che può essere regolato in base alle esigenze dell'utente; abbina leganti resinosi ad alte prestazioni, agenti indurenti e detergenti, per garantire la qualità e la stabilità dello stampaggio.
Sulla base di 30 anni di accumulo di tecnologia di posa delle polveri, SANDI Technology ha sviluppato in modo indipendente le serie di stampanti 3DP full-size e SLS casting sand/wax dal millimetro al metro, in grado di soddisfare le esigenze di produzione di prodotti di diverse dimensioni e materiali e di aiutare gli utenti a massimizzare la loro produttività con un costo unitario inferiore e tempi di consegna più brevi.

Figura: Stampante 3DP Casting Sand 3DPTEK-J1800/J1800S/J2500 di SANDY TECHNOLOGY
Immagine: SANDY TECHNOLOGY SLS Casting Sand/Wax Printer AFS-500/LaserCore-5300/LaserCore-6000
L'onore di figurare nell'elenco dei 2025 prodotti di qualità per la produzione additiva è una piena affermazione dell'adesione di SanDi Technology all'innovazione indipendente e all'approfondimento del percorso di industrializzazione. Partendo dalla stampa 3D, aggiornando la produzione con la tecnologia digitale. In futuro, SANDI Technology continuerà ad aiutare un maggior numero di imprese manifatturiere a migliorare la qualità e l'efficienza, a trasformarsi e ad aggiornarsi grazie alle sue attrezzature leader, ai materiali e alle capacità di servizio dell'intera catena, contribuendo allo sviluppo di una nuova produttività di qualità.
[Informazioni su SANDI TECHNOLOGY]
(3D Printing Technology, Inc.) è un'impresa nazionale ad alta tecnologia e un "piccolo gigante" che si concentra sulle attrezzature per la produzione additiva (stampa 3D) di livello industriale e sui servizi di produzione rapida. L'azienda ha costruito una catena industriale completa che comprende la ricerca e lo sviluppo tecnologico, la produzione di attrezzature e materiali, il supporto ai processi e i servizi di produzione, e occupa una posizione di primo piano in Cina in una serie di tecnologie fondamentali come il binder jetting (BJ/3DP), e sta promuovendo attivamente l'applicazione su larga scala della stampa 3D nei settori del miglioramento della fusione, della dissipazione termica avanzata e delle cure mediche di precisione.
]]>喜報!欣鑫鑄造5N超高純鋁制備項目獲批陜西省重點產業鏈關鍵核心技術產業化“揭榜掛帥”支持最先出現在三帝科技股份有限公司。
]]>
Recentemente l'azienda, che è una filiale di Beijing SANDI Technology Co.Wugong Xinxin Non-Ferrous Metal Casting Co.("Xinxin Foundry") e l'Università di Tecnologia di Xi'an ("Università di Tecnologia di Xi'an") hanno dichiarato congiuntamente il progetto "Sviluppo di attrezzature dimostrative per la produzione di alluminio di purezza ultraelevata 5N e processo di supporto", che è stato selezionato con successo come uno dei progetti industriali chiave da sostenere da parte della Provincia di Shaanxi nel 2025. Il piano si propone di promuovere l'industrializzazione delle tecnologie chiave di base, indirizzando e impiegando la ricerca e lo sviluppo delle tecnologie chiave di base per i pannelli corti delle catene industriali chiave attraverso il metodo di "svelare la lista dei comandanti".
L'alluminio di altissima purezza (purezza ≥99,999%) è un materiale di base indispensabile per i settori produttivi di fascia alta come i circuiti integrati a semiconduttore, le celle solari, i sistemi di navigazione aerea, i radar e così via. A causa delle sue barriere tecnologiche di preparazione estremamente elevate, per lungo tempo la tecnologia di preparazione del materiale è stata monopolizzata dai Paesi stranieri, la domanda cinese è fortemente dipendente dalle importazioni, ed è diventata un'importante tavola corta della sicurezza della catena industriale.
Il progetto svelato mira a ricercare e sviluppare set completi di tecnologie di preparazione e attrezzature dimostrative per l'alluminio ad altissima purezza di grado superiore a 5N con diritti di proprietà intellettuale completamente indipendenti, con l'obiettivo di costruire una linea di produzione dimostrativa con una produzione annua di 30 tonnellate e di realizzare indici chiave come la purezza del materiale, le dimensioni del prodotto, l'efficienza di produzione e la protezione dell'energia e dell'ambiente, ecc. per raggiungere il livello avanzato in ambito internazionale.
Il progetto propone un "nuovo processo per la preparazione dell'alluminio fine attraverso l'accoppiamento di campi multipli di fusione e la regolazione della solidificazione e l'integrazione di più connessioni", che mira a ottenere una preparazione efficiente, a basso consumo e verde di lingotti di alluminio di grande diametro e di altissima purezza, integrando gli effetti sinergici di campi ultrasonici, campi elettromagnetici, campi di temperatura e altri campi multifisici. La tecnologia di base del progetto presenta tre innovazioni principali:
1. Ingegnerizzare metodi e attrezzature di purificazione efficienti. Realizzare il controllo assiale ad alto gradiente e radiale del campo di temperatura bilanciato del lingotto di alluminio ad altissima purezza con diametro 50-160 mm e aumentare l'efficienza di rimozione completa delle impurità a 80%.
2. Processo integrato di accoppiamento multi-campo. Sostituisce tecnicamente il metodo tradizionale dell'elettrolisi e stabilisce un percorso di produzione completamente automatizzato a basso consumo energetico e a basso inquinamento.
3. Ricerca sui meccanismi di frontiera. Rivelazione approfondita della legge di cambiamento dello strato limite di soluto sotto campo magnetico rotante, fornendo un supporto teorico per l'ottimizzazione del processo.
Il progetto è realizzato da Xinxin Casting come ente principale di industrializzazione, mentre la Xi'an University of Technology (XUT) fornisce ricerca tecnologica all'avanguardia e supporto teorico, un modello di profonda integrazione tra "industria, università, ricerca e applicazione". Xinxin Casting sfrutta appieno la sua ricca esperienza e le sue capacità ingegneristiche nella fusione di metalli non ferrosi, nella colata, nella lavorazione di precisione e nell'industrializzazione, mentre l'Università Politecnica di Xi'an stringe una forte alleanza con le migliori forze di ricerca scientifica nella scienza dei materiali, nella teoria della solidificazione e in altri aspetti.
In qualità di impresa high-tech focalizzata sul settore della fusione di alta gamma e dei nuovi materiali sotto la bandiera della Tecnologia dei Tre Imperatori, Xinxin Casting, contando sul supporto strategico della casa madre nell'innovazione scientifica e tecnologica e nel layout industriale, ha continuato ad aumentare gli investimenti in ricerca e sviluppo e ha costruito un sistema di produzione avanzato che comprende la stampa 3DP su sabbia, la lavorazione di precisione e i test di processo completi, che pone una solida base per intraprendere questo tipo di importanti progetti di ricerca scientifica e tecnologica.


L'Università di Tecnologia di Xi'an (XUT) ha una profonda accumulazione di ricerca scientifica nei campi dei materiali compositi e della tecnologia di solidificazione, e i suoi risultati di ricerca hanno vinto il secondo premio del National Science and Technology Progress Award; la cooperazione tra le due parti sfrutterà appieno i vantaggi di ciascuna di esse nelle applicazioni ingegneristiche e nella ricerca d'avanguardia.

Una volta realizzato con successo, il progetto non solo colmerà il vuoto della preparazione verde dell'alluminio di altissima purezza su larga scala, rispondendo alle esigenze urgenti dei semiconduttori, delle nuove energie, dell'industria aerospaziale e di altre industrie e apportando notevoli benefici economici, ma anche spingendo la provincia di Shaanxi e persino l'intero Paese verso la catena industriale della "lavorazione profonda di alluminio-magnesio-alluminio" per l'aggiornamento di fascia alta e verde.
喜報!欣鑫鑄造5N超高純鋁制備項目獲批陜西省重點產業鏈關鍵核心技術產業化“揭榜掛帥”支持最先出現在三帝科技股份有限公司。
]]>Alla fine del 2025, un volantino di un'apparecchiatura chiave di una piattaforma petrolifera e di gas norvegese si è improvvisamente danneggiato. Secondo il modello tradizionale, la sostituzione avrebbe richiesto un ciclo di approvvigionamento di 12 mesi. Questa volta, invece, gli ingegneri hanno effettuato l'ordine tramite una piattaforma digitale e pochi giorni dopo un volantino in materiale PA12 stampato con il sistema HP Multi Jet Fusion è stato prodotto da un fornitore di servizi locale.
Dietro a questo c'è una rete di produzione globale di aziende di stampa 3D industriale.
Nel frattempo, dall'altra parte del mondo, le apparecchiature di stampa 3D di SANDI Technology vengono inviate in Italia, Turchia, Spagna, Corea del Sud e altri Paesi. L'azienda, che da decine di anni si dedica alla stampa 3D industriale, è passata in un solo anno da un mercato quasi nullo a 15% di fatturato.
Foto: Spedizione di apparecchiature di stampa 3D di livello industriale di SANTI TECHNOLOGY(Fonte: TECNOLOGIA SANTI)
Come ha affermato Xia Chunguang, cofondatore di MoFang Precision, "Più un pezzo è preciso, più alto è il costo di sviluppo e produzione in modo tradizionale". è proprio questo il fulcro della competitività delle aziende cinesi di stampa 3D industriale che vanno all'estero: non esportano solo prodotti, ma anche un nuovo paradigma di produzione.
01 Il viaggio dell'industria: da "laboratorio" a "globalizzazione"
Il mercato globale della stampa 3D sta registrando una crescita esplosiva. Secondo Mordor Intelligence, le dimensioni del mercato globale della stampa 3D dovrebbero superare i 110 miliardi di dollari entro il 2030, con una crescita di oltre 36% nel periodo 2025-2030.
Il panorama del mercato regionale è distinto: il Nord America ha rappresentato 41,681 TP3T della spesa globale, mentre l'Asia Pacifico dovrebbe espandersi a un CAGR di 26,471 TP3T, diventando così la regione in più rapida crescita.
In questa ondata di globalizzazione, le aziende cinesi di stampa 3D industriale presentano un percorso unico verso il mare.
L'esperienza di MoFang Precision all'estero è piuttosto leggendaria. Nel 2019, MoFang Precision ha esposto apparecchiature per la produzione additiva con una precisione di stampa fino a 2 micron in occasione di una fiera industriale negli Stati Uniti, scatenando una folla.
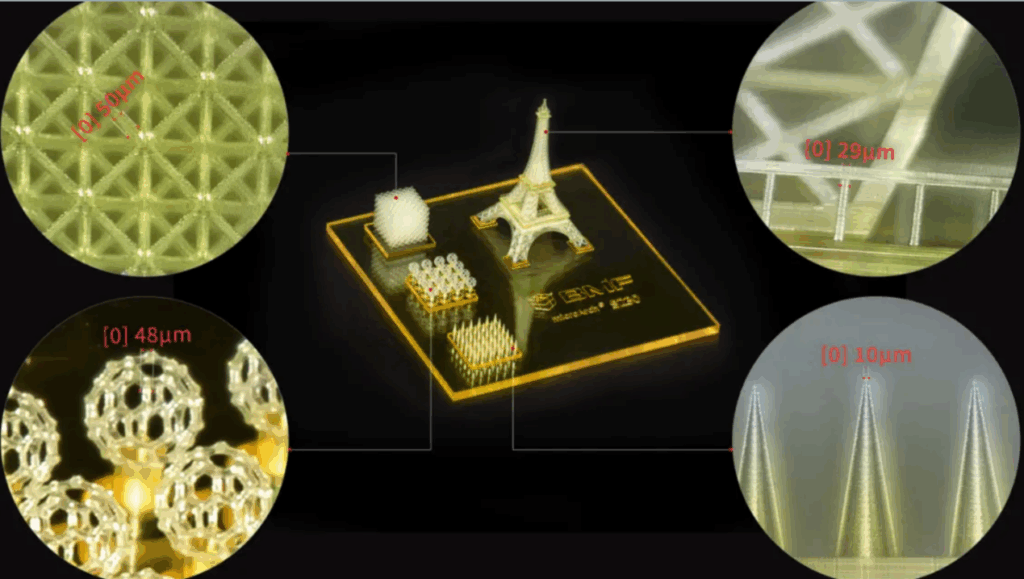
Figura: Prototipi di precisione prodotti da Mofang Precision (fonte: dati internet)
Un amico straniero ha visto il campione di stampa, con un ginocchio a terra, vicino e ha esaminato a lungo con attenzione. L'innovazione nella precisione ha permesso a Mofang Precision di aprirsi al mercato dei Paesi sviluppati.
In soli 3 anni, MoFang Precision ha creato filiali all'estero negli Stati Uniti, in Giappone, in Germania, nel Regno Unito e in altri luoghi. Dopo 4 anni di attività, i prodotti sono stati esportati in 35 Paesi e la percentuale di vendite all'estero ha raggiunto il 50%.
SANDI Technology ha scelto una strada diversa. Padroneggiando le quattro tecnologie di stampa 3D di livello industriale: SLS (Selective Laser Sintering), SLM (Selective Laser Melting), 3DP (Sand Printing) e BJ (Binder Jet), ed esportando le proprie attrezzature, SANDI TECH si rivolge con precisione al mercato eurasiatico, dove la domanda di odontoiatria digitale è forte e il rapporto qualità-prezzo è sensibile.
Le sue entrate all'estero sono passate da quasi zero a 15% di dollari in un anno, una svolta sostanziale.
02 Esplorazione del percorso: tre rotte marittime, quattro stili di gioco globali
Il percorso delle aziende cinesi di stampa 3D industriale verso il mare può essere classificato a grandi linee in tre distinte rotte di navigazione, e il successo di SanDi Technology dimostra l'efficacia di un modello ibrido.
Il primo è la "conquista tecnologica".
Mofang Precision si affida alla sua tecnologia di "microstereolitografia a proiezione superficiale", sviluppata in proprio, per ottenere una stampa di dettagli di alta precisione a 2 micron, con dimensioni di tolleranza nell'ordine di +10 micron. Questa innovazione tecnologica fa di Mofang Precision l'unica azienda al mondo in grado di fornire soluzioni di produzione additiva ad alta precisione.
L'innovazione tecnologica è diventata per loro il fulcro per penetrare nel mercato globale.

Figura: Mappa delle attività di R&S e produzione delle attrezzature di Mofang Precision (Fonte: sito web ufficiale di Mofang Precision)
Il secondo è "cost-disruptive".
Grazie al consolidamento della catena di fornitura, Intelligent Pie è riuscita ad approvvigionarsi di schermi per la stampa 3D fotopolimerizzante a un prezzo significativamente inferiore a quello di mercato e nel 2019 lancerà la serie "Mars", che è il primo dispositivo sul mercato nel segmento dei 300 dollari a combinare una precisione di stampa 2K.
Mentre all'epoca il prezzo medio dei marchi nazionali si aggirava intorno ai 500 dollari, quelli d'oltreoceano superavano i 1.000 dollari.

Figura: Stampante 3D ELEGOO DLP a fotopolimerizzazioneMARS 4 DLP (Fonte: sito web ELEGOO)
Il terzo è la "rete ecologica".
Alcune aziende hanno seguito il modello di HP di costruire una "rete di produzione additiva" per consentire una produzione localizzata e una risposta rapida attraverso la creazione di una rete globale di produzione e assistenza; Korall Engineering, con partner come HP, ha raggiunto la capacità di stampare e consegnare parti di ricambio a livello locale in pochi giorni nel settore del petrolio e del gas.
Il quarto è un "ibrido tecnologia + M&A".
SANDI Technology ha intrapreso un percorso unico che combina tecnologia e fusioni e acquisizioni. 2025, SANDI Technology ha acquisito Shenzhen Shuanglong Dental Research Technology Co., Ltd, un'azienda specializzata in protesi personalizzate di fascia alta. Questa mossa non solo consente a SANDI Technology di ottenere i canali maturi stabiliti da Shuanglong Dental Research che coprono più di 30 paesi e regioni del mondo, come America, Europa, Australia, Sud-Est asiatico, ecc. ma anche di rilevare tutte le certificazioni internazionali e le risorse dei clienti in un colpo solo, realizzando lo sviluppo a balzo del processo di espansione all'estero.

Figura: Ponte in titanio (Fonte: Shenzhen Shuanglong Dental Research)
03 Rompere l'ingorgo: sfide e risposte sulla via del mare
La strada che porta la stampa 3D industriale verso il mare non è facile e le imprese devono affrontare una serie di sfide.
Le barriere commerciali sono la sfida principale.
Sullo sfondo del continuo aumento delle politiche tariffarie statunitensi, le aziende cinesi produttrici di stampanti 3D di livello industriale stanno affrontando molteplici sfide, come l'aumento dei costi di esportazione, la ristrutturazione della catena di fornitura e l'accesso limitato al mercato.
Anche i colli di bottiglia della certificazione non devono essere ignorati.
"L'hardware di volo, come gli ugelli delle turbine o le valvole dei booster, deve essere sottoposto a rigorosi test di resistenza alla frattura e alla fatica", riferisce Mordor Intelligence, "e l'attuale regolamento è scritto per la lavorazione sottrattiva; di conseguenza, le parti additive sono sottoposte a test di campionatura ridondanti, che allungano i programmi di 18 mesi". fino a 18 mesi".
A questo proposito, grazie alla fusione e all'acquisizione di Shuanglong Dental Research, SanDi Technology ha ottenuto la certificazione CE dell'Unione Europea, la FDA degli Stati Uniti e la certificazione cinese di classe II per i dispositivi medici, aprendo la strada ai prodotti per il mercato internazionale.
I rischi legati alla proprietà intellettuale fanno parte del territorio.
Essendo un settore ad alta intensità tecnologica, le aziende di stampa 3D si trovano ad affrontare un ambiente di proprietà intellettuale complesso, soprattutto nei mercati maturi di Europa e Stati Uniti.
Di fronte a queste sfide, le aziende che sono andate all'estero con successo hanno adottato una serie di strategie per farvi fronte.
La localizzazione del layout della catena di fornitura è un mezzo efficace per affrontare le barriere commerciali. Lo studio suggerisce che le imprese cinesi possono ottimizzare l'allocazione della capacità globale attraverso il modello di layout distribuito di "centri di produzione regionali + unità di produzione localizzate".
SANDI ha implementato la gestione snella in tutti gli aspetti della produzione per garantire l'affidabilità e la coerenza della qualità dei prodotti. Inoltre, l'azienda ha raggiunto una collaborazione strategica con una serie di fornitori di servizi logistici internazionali di alta qualità per personalizzare soluzioni di trasporto sicure ed efficienti per ogni ordine, garantendo pienamente la tempestività e l'integrità della produzione globale di apparecchiature.
L'internazionalizzazione degli standard tecnici è la chiave per superare il collo di bottiglia della certificazione. La capacità di innovazione di Mofang Precision è stata riconosciuta dal Prism Award, un premio autorevole nel settore della tecnologia optoelettronica a livello mondiale; nel marzo 2021, Mofang Precision è stata la prima azienda cinese a vincere il premio, battendo due note società statunitensi quotate in borsa.
La diversificazione del mercato è una scelta strategica per diversificare i rischi. Intelligent Pie Europa e gli Stati Uniti rappresentano 92%, ma vende i suoi prodotti anche a più di 70 Paesi e regioni in tutto il mondo.
SANDI Technology, d'altro canto, è riuscita a penetrare con precisione in mercati in forte crescita come la Turchia e la Spagna. In Turchia, ad esempio, si prevede che l'industria dentale raggiungerà i 5 miliardi di dollari nel 2025, il turismo dentale contribuisce per 70%, di cui gli ordini di apparecchiature per la stampa 3D sono aumentati di anno in anno fino a 55%, l'opportunità di mercato è enorme.
04 Strategia futura: dal "prodotto al mare" al valore al mare
Mentre il mercato globale della stampa 3D continua a maturare, le aziende cinesi stanno migliorando le loro strategie all'estero.
La strategia della catena di approvvigionamento si sta spostando dalla pura esportazione al posizionamento della capacità globale.
Le "reti di produzione regionalizzate" e le "strategie di localizzazione tecnologica" sono diventate strumenti importanti per rispondere ai cambiamenti del contesto commerciale globale. Alcune aziende leader hanno iniziato a localizzarsi strategicamente in economie emergenti come il Sud-Est asiatico, l'Europa centrale e orientale e l'America Latina.
Lo sviluppo della tecnologia mostra una tendenza alla diversificazione.
Stampa di dettagli ad alta precisione di 2 micron di metallo e controllo delle dimensioni di tolleranza nell'intervallo di +-10 micron, +-25 micron rispettivamente.
Alcune delle prime apparecchiature di SANDI Technology sono in funzione in modo continuo e stabile da oltre 20 anni, il che le ha fatto guadagnare un livello di fiducia molto elevato sul mercato. Le quattro tecnologie di stampa 3D principali che ha padroneggiato sono in grado di fornire la garanzia tecnica matura necessaria per le esigenze di produzione diversificate.
L'espansione del mercato si estende dai Paesi sviluppati ai mercati emergenti.
L'Asia-Pacifico è diventata la regione in più rapida crescita nel mercato globale della stampa 3D, con la politica "Made in China 2025" del governo cinese che ha spinto la crescita delle aziende locali.
Anche il modello commerciale si è evoluto, passando dalla vendita di un singolo dispositivo alla diversificazione.
Alcune aziende hanno iniziato a offrire servizi di abbonamento "print-by-the-hour" che combinano manutenzione, calibrazione e rifornimento di polvere in un'unica fattura. Questo approccio ibrido sfuma la linea di demarcazione tra hardware e servizi, attenuando i flussi di entrate durante i cicli macroeconomici.
05 Prospettive future: dalla "produzione all'estero" all'"estero ecologico".
La prossima fase della stampa 3D industriale all'estero sarà il passaggio dalla produzione di prodotti alla costruzione di un ecosistema di fabbricazione digitale globale.
Le catene di fornitura digitali stanno diventando una competenza fondamentale.
L'approccio di Korall Engineering preannuncia questa tendenza: identificare i componenti chiave, modellare i sistemi modulari e automatizzare la derivazione delle varianti. Questi set di dati vengono poi messi a disposizione dei partner di produzione certificati tramite la piattaforma Oktopus di Korall.
La trasformazione orientata ai servizi come punto di crescita del valore.
Si prevede che il mercato dei servizi di stampa 3D supererà quello dell'hardware con un CAGR di 25,21% dal 2025 al 2030.Produttori a contratto come Stratasys Direct Manufacturing, Materialise e Protolabs utilizzano reti multi-sito per distribuire i carichi, consentire ai clienti di prototipare in dieci giorni e ricevere parti conformi agli standard di produzione ISO-13485. e ricevere pezzi conformi agli standard di produzione ISO-13485.
Le reti collaborative globali saranno la forma definitiva.
HP sta collegando i requisiti dei pezzi con la sua rete di partner attraverso il programma Additive Manufacturing Network. Allo stesso modo, Korall ha collaborato con HP, Assembrix e Sparely per implementare una serie di lavori di stampa remota sicuri.
In una fabbrica intelligente di Zhuhai, decine di stampanti 3D granulari di livello industriale lavorano 24 ore al giorno. Stampano parti di automobili e prodotti di consumo di diverse specifiche in base agli ordini di clienti in Europa e Nord America.
Sullo schermo elettronico dell'officina, una mappa dello stato di produzione globale lampeggia in tempo reale, segnalando i nodi di produzione sparsi nei vari continenti.
Allo stesso tempo, l'elenco delle spedizioni di SANDI continua ad aumentare con ordini provenienti da Italia, Turchia, Spagna e Corea del Sud, testimoniando la trasformazione della stampa 3D industriale cinese da ritardo tecnologico a leadership globale.

Zong Guisheng, fondatore di SANDI Technology, ritiene che, dai progressi tecnologici al layout globale, stiamo ridefinendo la posizione della produzione cinese nella catena industriale globale.
I suoi occhi riflettono il nuovo capitolo della stampa 3D industriale cinese all'estero: non solo il flusso di prodotti, ma anche l'integrazione globale dei paradigmi di produzione, degli standard tecnici e dell'ecologia industriale. (Fonte: Zongguancun Public)

La 7a edizione dell'Asia Powder Metallurgy International Conference & Exhibition (APMA2025) si è svolta con successo dal 19 al 22 ottobre 2025 a Qingdao, nella provincia di Shandong. Organizzata congiuntamente dalla Powder Metallurgy Industry Technology Innovation Strategy Alliance (CPMA) e dalla Chinese Society for Metals (CSM), la conferenza ha riunito i massimi esperti e rappresentanti delle imprese del settore della metallurgia delle polveri provenienti dal paese e dall'estero. Stampante BJ Binder Jet per metallo/ceramica sviluppata autonomamente da SANDY Technology3DPTEK-J400PIl dottor Zong Guisheng, direttore del Comitato per la stampa 3D dell'Alleanza per la strategia di innovazione tecnologica dell'industria della metallurgia delle polveri e presidente di SANDI Technology, è stato insignito del "Premio per l'eccezionale contributo alla metallurgia delle polveri".


In qualità di importante partecipante a questa conferenza, SANDI Technology è stata profondamente coinvolta in molti ordini del giorno. Il dottor Zong Guisheng ha presieduto il sottoforum Additive Manufacturing della conferenza e ha tenuto una relazione su invito su "BJ Binder Jetting Manufacturing", condividendo la pratica all'avanguardia di questa tecnologia per promuovere l'industria della metallurgia delle polveri ad alta efficienza e a basso costo.

Il Dr. Zong Guisheng ha sottolineato nella relazione che lo stampaggio a iniezione di polveri tradizionale deve affrontare problemi quali i costi elevati degli stampi, i lunghi cicli di sviluppo e le dimensioni limitate dei prodotti. Grazie alla tecnologia di stampa 3D a getto di legante (BJ), SANDI Technology ha ottenuto la produzione senza stampi, la prototipazione rapida di strutture complesse e la produzione di parti di grandi dimensioni, aiutando efficacemente l'industria a ridurre i costi e a raggiungere l'efficienza. Attualmente, la tecnologia ha raggiunto applicazioni su larga scala nei settori dell'elettronica 3C, automobilistico, aerospaziale, raffreddamento dei chip AI, sistemi di raffreddamento a liquido e altri campi.


Il sistema di stampa per metallo/ceramica BJ Binder Jet consente un'efficiente produzione di precisione
SANDI Technology ha sistematicamente acquisito una serie completa di tecnologie chiave per le attrezzature, i materiali e i processi di formatura di metalli/ceramica a getto di legante BJ. Le sue apparecchiature di stampa della serie 3DPTEK-J160R/J400P/J800P, integrate con un'alimentazione precisa della polvere, una posa della polvere ad alta densità e un sistema di controllo a getto d'inchiostro ad alta precisione, consentono di affrontare efficacemente i problemi di posa della polvere di piccole dimensioni, supportano la stampa ad alta risoluzione da 400 a 1200 dpi, la massima precisione di ± 0,1 mm, la massima efficienza di 3600 cc/h. La massima efficienza di stampaggio è di 3600cc/h.

Figura: Stampante 3DPTEK-J160R/J400P/J800P per la formatura di metallo/ceramica a getto di legante BJ SANDY TECHNOLOGY
Per quanto riguarda il sistema dei materiali, l'azienda ha sviluppato più di 20 tipi di formulazioni di processo, come quelle a base acquosa ed ecologica e quelle a base di solventi ad alta efficienza, che coprono un'ampia gamma di materiali metallici come l'acciaio inossidabile, le leghe di titanio, le leghe ad alta temperatura, nonché materiali ceramici e non metallici come il carburo di silicio. Grazie al controllo sistematico del processo di sgrassatura e sinterizzazione, l'azienda ha ottenuto un controllo preciso della forma e delle prestazioni dei prodotti, che soddisfano e in parte superano gli standard internazionali.


Basandosi sui vantaggi di "alta efficienza, basso costo e assenza di stress termico" della tecnologia BJ, SANDI ha fatto importanti passi avanti nel campo della dissipazione del calore e ha realizzato con successo lo stampaggio di alta qualità di materiali compositi come il Cu-diamond e il Cu-SiC, con prestazioni migliori dello standard internazionale del MIM. L'azienda attua una strategia di attrezzature differenziate, per gli istituti di ricerca scientifica e le imprese di progettazione di chip, per fornire attrezzature di ricerca scientifica 3DPTEK-J160R, per la prototipazione rapida e la verifica della progettazione termica; per i server raffreddati a liquido e altri utenti industriali, per fornire soluzioni industriali integrate (attrezzature + polvere speciale / legante + pacchetto di processo), per aiutare i clienti a ridurre il ciclo di sviluppo del processo di 60% o più.

I sistemi di stampa laser dei metalli e di materiali gradienti SLM ampliano i confini della tecnologia
Oltre alla tecnologia di getto del legante, SANDI Technology ha sviluppato in modo indipendente anche sistemi di stampa dei metalli, tra cui l'apparecchiatura per la fusione laser selettiva SLM AFS-M120/M400, l'apparecchiatura per metalli a gradiente AFS-M120X(T), l'apparecchiatura multi-materiale additiva e sottrattiva all-in-one AFS-M300XAS, ecc. e ha completato una varietà di materiali in acciaio inossidabile, lega di titanio, lega di alluminio, acciaio per stampi, lega di cobalto-cromo, lega a base di nichel e altri. Abbiamo anche completato lo sviluppo del processo di acciaio inossidabile, lega di alluminio, acciaio per stampi, lega di cobalto-cromo, lega a base di nichel e altri materiali.

Tra questi, AFS-M120X(T) è in grado di fornire polvere accurata a gradiente continuo di due o più materiali metallici, adatta per la ricerca sulle prestazioni dei materiali metallici compositi; AFS-M300XAS supporta la combinazione a gradiente di un massimo di quattro tipi di materiali e realizza la variazione continua del gradiente in direzione orizzontale e la commutazione della composizione del materiale o la variazione del gradiente in direzione verticale, promettente per lo sviluppo di materiali ad alta produttività, l'industria aerospaziale, automobilistica, medica e la lavorazione degli stampi, ecc. Ha un'ampia prospettiva nello sviluppo di materiali ad alta produttività, nel settore aerospaziale, automobilistico, medico e nella lavorazione degli stampi, ecc.
SANDI Technology ha sempre prestato attenzione allo sviluppo sinergico di industria, università e ricerca, e l'Università Tecnica e Professionale di Shenzhen, l'Istituto di Ricerca dell'Università Tsinghua di Shenzhen, l'Università Jiaotong di Shanghai, l'Università della Scienza e della Tecnologia di Pechino e altre università e istituti di ricerca per mantenere una stretta collaborazione, e continuare a promuovere la tecnologia BJ nel materiale, nel processo e nell'applicazione della ricerca di base e della trasformazione dei risultati, per aiutare gli stampi industriali, gli utensili da taglio di fascia alta, i componenti elettronici di precisione 3C e i prodotti ceramici complessi di grandi dimensioni e altri campi. La scala di applicazione della tecnologia BJ.
[Informazioni su SANDI TECHNOLOGY]
SANDI Technology è un'impresa nazionale ad alta tecnologia e un "piccolo gigante" che si concentra sulle attrezzature per la produzione additiva (stampa 3D) di livello industriale e sui servizi di produzione rapida. L'azienda ha costruito una catena industriale completa che comprende la ricerca e lo sviluppo tecnologico, la produzione di attrezzature e materiali, il supporto ai processi e i servizi di produzione, e occupa una posizione di leadership in Cina in una serie di tecnologie fondamentali come il binder jetting (BJ), e sta promuovendo attivamente l'applicazione su larga scala della stampa 3D nei settori del miglioramento della fusione, della dissipazione termica avanzata e delle cure mediche di precisione.
]]>
è stato riferito che le attrezzature per la stampa 3DP su sabbia fornite da SANDI Technology ad alcune aziende manifatturiere nazionali di Liaoning, Hebei, Henan, Jiangsu, Guizhou e altre località sono state spedite con successo di recente. Quando l'apparecchiatura arriva presso la sede del cliente, il team tecnico e professionale di SANDI segue l'assemblaggio, il debug e il lavoro di accettazione in prima battuta per garantire che l'apparecchiatura venga messa in produzione rapidamente e funzioni in modo stabile. Attualmente, le apparecchiature e i servizi SANDI coprono 26 province (comprese le regioni autonome e le municipalità direttamente sotto il governo centrale), sono ampiamente utilizzati nelle principali cinture industriali di fonderia e nei cluster di produzione intelligente del Paese e continuano a fornire energia per la trasformazione e l'aggiornamento dei clienti.

Allo stesso tempo, l'espansione del mercato estero ha ottenuto risultati notevoli. Numerose apparecchiature di stampa 3D inviate in Corea del Sud, Turchia, Italia, Francia, Spagna e altre regioni sono state spedite con successo e stanno per essere consegnate. Attualmente, i prodotti e i servizi SANDI coprono molti mercati chiave in Europa e in Asia, come l'Asia orientale, l'Asia meridionale, l'Europa occidentale, l'Europa orientale, ecc. Il sistema operativo globale sta diventando sempre più perfetto, dimostrando una forte competitività internazionale.

SANDI Technology opera nel campo della stampa 3D industriale da oltre 30 anni, con una profonda esperienza nella tecnologia di posa delle polveri e attrezzature stabili e affidabili. Dopo anni di validazione del mercato, alcune delle attrezzature di stampa 3D acquistate dagli utenti nella fase iniziale funzionano stabilmente da oltre 20 anni. L'azienda padroneggia anche la sinterizzazione laser selettiva (SLS), la fusione laser selettiva (SLM), la stampa 3D a sabbia (3DP) e il binder jetting (BJ), quattro tecnologie di base per la stampa 3D; il suo processo di sabbia composita "3DP + SLS" è stato selezionato dal Ministero dell'Industria e dell'Information Technology tra le applicazioni tipiche degli scenari di produzione additiva, in grado di fornire un supporto tecnico maturo per le esigenze di produzione diversificate. Può fornire una garanzia tecnologica matura per le esigenze di produzione diversificate.
Nel processo di produzione, SANDI Technology attua una gestione snella, ottimizza continuamente il processo di assemblaggio e messa in servizio delle apparecchiature e garantisce l'affidabilità e la coerenza della qualità dei prodotti, migliorando al contempo l'efficienza produttiva grazie al rafforzamento della collaborazione tra i vari reparti e alle operazioni standardizzate in loco. Tutti i componenti chiave sono rigorosamente ispezionati e qualificati prima di entrare nell'assemblaggio, realizzando l'intero processo di tracciabilità della qualità e un controllo preciso dalle parti all'intera macchina.

Nel processo di consegna, l'azienda attua rigorosamente il meccanismo di verifica della fabbrica, il responsabile controlla e ispeziona le apparecchiature una per una in base alla "Richiesta di autorizzazione di fabbrica per le apparecchiature", ed esegue marcature speciali e spiegazioni per le esigenze individuali del cliente, in modo da garantire che le apparecchiature siano consegnate con precisione e in buone condizioni. Grazie all'efficiente coordinamento interdipartimentale e al trasferimento di informazioni in tempo reale, l'azienda raggiunge un collegamento continuo dalla produzione alla consegna e continua a consolidare il suo vantaggio di una consegna efficiente.

SANDI Technology non si limita a fornire apparecchiature ad alte prestazioni, ma si concentra anche sui servizi a ciclo completo. Forniamo ai clienti una formazione pratica completa e una guida ai processi attraverso i nostri centri di produzione intelligente 3D a livello nazionale. Il team post-vendita di Pechino, Shaanxi, Hebei, Henan, Guangxi, Shandong, Anhui e altre regioni è in grado di fornire una risposta tempestiva e un'assistenza vicina, garantendo in modo efficace il funzionamento continuo e stabile delle apparecchiature dei clienti. Allo stesso tempo, l'azienda promuove attivamente la sinergia di mercato e la condivisione delle risorse per aiutare i clienti ad ampliare le opportunità commerciali e migliorare la competitività del mercato.
Inoltre, SANDY Technology attribuisce grande importanza allo sviluppo delle capacità professionali del team, attraverso una formazione regolare e un meccanismo di coordinamento della produzione, per migliorare continuamente l'efficienza dell'assemblaggio e la qualità del prodotto. L'azienda ha raggiunto una cooperazione strategica con una serie di fornitori di servizi logistici internazionali di alta qualità per personalizzare soluzioni di trasporto sicure ed efficienti per ogni ordine, garantendo pienamente la tempestività e l'integrità della produzione globale di apparecchiature.
In un contesto di accelerazione della trasformazione intelligente e digitale dell'industria manifatturiera globale, SANDY Technology, basandosi sul sistema di innovazione sinergico tre-in-uno di "Guoqian Science and Technology Research Institute, post-doctoral workstation, e team di ricerca e sviluppo dell'impresa", fa continuamente breccia nelle tecnologie chiave, ottimizza le prestazioni dei prodotti, migliora continuamente la rete di marketing e di assistenza internazionale e potenzia la capacità di assistenza localizzata dei Paesi esteri per fornire attrezzature di stampa 3D ad alte prestazioni e soluzioni integrate di produzione rapida per i clienti globali con una visione globale e standard internazionali. Visione globale e standard internazionali per fornire ai clienti di tutto il mondo apparecchiature di stampa 3D ad alte prestazioni e soluzioni di produzione rapida per favorire lo sviluppo di alta qualità dell'industria manifatturiera.
[Informazioni su SANDI TECHNOLOGY]
(3D Printing Technology, Inc.) è un'impresa nazionale ad alta tecnologia che si concentra sulle attrezzature per la produzione additiva (stampa 3D) di livello industriale e sui servizi di produzione rapida, nonché un "piccolo gigante" con competenze specializzate. è stata investita da Jinko Junchuang, Zhongjin Capital, Zhongke Haichuang, Become Capital, Beijing New Materials Fund, SINOMACH Fund e altre istituzioni. Con l'obiettivo di ridurre i costi, migliorare l'efficienza e la qualità, l'azienda ha costruito una catena industriale completa che comprende la R&S e la produzione di attrezzature e materiali per la stampa 3D, il supporto tecnologico ai processi e la produzione rapida di prodotti finiti. L'azienda opera ampiamente nei settori dell'aerospazio, dell'energia elettrica e dell'energia, delle pompe e delle valvole navali, dell'automobile, del trasporto ferroviario, dei macchinari industriali, dell'elettronica 3C, della riabilitazione e del trattamento medico, dell'istruzione e della ricerca scientifica, della scultura e della creazione culturale.
]]>Leggi la navigazione
- Capitolo 1: Approfondimento: la sfida alla radice dei difetti della colata tradizionale
- Capitolo 2: Stampa 3D: una svolta rivoluzionaria dalla tecnologia alla soluzione
- Capitolo 3: TECNOLOGIA SANTI: un motore digitale per potenziare l'industria delle fonderie
- Capitolo 4: Guardare al futuro: digitalizzazione e sostenibilità nell'industria della fonderia
Capitolo 1: Approfondimento: la sfida alla radice dei difetti della colata tradizionale
1.1 Difetti di fusione comuni e loro cause profonde
I difetti di fusione sono la causa diretta degli alti tassi di scarto. Questi difetti non sono accidentali, ma sono dettati dalle limitazioni fisiche e di processo insite nei processi di fusione convenzionali.
in primo luogobolla d'ariainsieme acratere. La porosità deriva principalmente dal coinvolgimento o dall'incapacità di scaricare efficacemente i gas (ad esempio idrogeno, degassamento dello stampo) nel metallo liquido durante il processo di colata e solidificazione. Quando il gas disciolto nel metallo liquido viene rilasciato a causa della ridotta solubilità durante il raffreddamento e la solidificazione, si formano bolle all'interno o sulla superficie del getto se non vengono scaricate in tempo. A ciò è collegato il ritiro, che è un fenomeno naturale di contrazione del volume del metallo durante la solidificazione. Se il sistema di raffreddamento non è progettato correttamente, con conseguenti temperature dello stampo localmente elevate o un ritiro insufficiente, si formeranno vuoti interni o depressioni, noti come fori da ritiro.
Il prossimo.incastratoinsieme amodello errato. Nella colata in sabbia convenzionale, gli stampi e le anime di sabbia devono essere assemblati e incollati dopo essere stati realizzati separatamente da più pezzi. In questo processo, qualsiasi piccola rottura dell'anima di sabbia o un incollaggio non corretto può portare alla cattura di particelle di sabbia nel liquido metallico, formando difetti di intrappolamento della sabbia. Inoltre, se la superficie di separazione dello stampo o il nucleo di sabbia non sono posizionati con precisione, possono verificarsi difetti di stampaggio in cui le parti superiori e inferiori del getto sono disallineate.
finebarriera al freddoinsieme acrepitiiQuando la fluidità del liquido metallico è scarsa, la temperatura di colata è troppo bassa o il design del canale di colata è stretto, i due flussi metallici si solidificano prima di potersi fondere completamente sul bordo d'attacco, lasciando una segregazione fredda debolmente collegata. Inoltre, durante il raffreddamento e la solidificazione, se le sollecitazioni all'interno della colata sono disomogenee, possono verificarsi cricche termiche durante il ritiro.
1.2 Il dilemma "alto costo" e "bassa efficienza" nella produzione di stampi tradizionali
Un altro punto dolente del processo di fusione tradizionale è il processo di produzione degli stampi. La produzione tradizionale di casse in legno o metallo è un processo ad alta intensità di manodopera, dipendente da personale altamente qualificato, con tempi di consegna lunghi e costi significativi. Ogni minima modifica al progetto comporta la necessità di ricostruire lo stampo, con conseguenti costi aggiuntivi elevati e settimane o addirittura mesi di attesa.
L'eccessiva dipendenza da stampi fisici limita inoltre in modo sostanziale la libertà di progettazione dei getti. Le guide interne complesse e le strutture cave non possono essere modellate in un unico pezzo con i processi tradizionali di costruzione degli stampi e devono essere smontate in più anime individuali, che vengono poi assemblate con attrezzature complesse e lavoro manuale. 2. Questa limitazione del processo costringe i progettisti a scendere a compromessi e a sacrificare le prestazioni del pezzo per la sua producibilità, ad esempio semplificando i canali di raffreddamento per adattarli a processi di foratura che non consentono un raffreddamento ottimale.
In sintesi, l'alto tasso di scarti della fusione tradizionale non è un problema tecnico isolato, ma un prodotto dei suoi processi fondamentali. La modalità tradizionale di "prova ed errore fisico" fa sì che la fonderia, nel momento in cui scopre dei difetti, debba affrontare un lungo processo di modifica dello stampo e di ritestatura, un ciclo ad alto rischio e a bassa efficienza. Il valore rivoluzionario della stampa 3D è quello di fornire una soluzione "senza stampo", che rimodella fondamentalmente l'intero processo produttivo, che sarà la modalità tradizionale di "prova ed errore fisico". Il valore rivoluzionario della stampa 3D è che fornisce una soluzione "senza stampo" che rimodella fondamentalmente l'intero processo produttivo, trasformando il tradizionale modello di "prova ed errore fisico" in un modello di "verifica di simulazione digitale", che mette il rischio davanti al processo, eliminando così alla fonte la maggior parte delle cause di obsolescenza.
Capitolo 2: Stampa 3D: una svolta rivoluzionaria dalla tecnologia alla soluzione
2.1 Produzione senza stampi: eliminare le cause principali dell'obsolescenza
Il vantaggio principale della stampa 3D è il suo metodo di produzione "senza stampo", che le consente di aggirare tutte le sfide legate agli stampi insite nella fusione tradizionale, riducendo così radicalmente i tassi di scarto.
Direttamente dal CAD allo stampo in sabbia. Il Binder Jetting nella produzione additiva è la chiave per raggiungere questo obiettivo. Funziona spruzzando con precisione il legante liquido su strati sottili di polvere (ad esempio sabbia di silice, sabbia ceramica) da una testina di stampa industriale basata su un modello digitale CAD 3D. Incollando strato per strato, il modello 3D contenuto nel file digitale viene costruito sotto forma di uno stampo o nucleo di sabbia solido. Questo processo elimina completamente la necessità di ricorrere a stampi fisici. Poiché non sono necessarie lunghe fasi di progettazione e produzione dello stampo, il ciclo di produzione dello stampo può essere ridotto da settimane o addirittura mesi a ore o giorni, consentendo il "print-on-demand" e una risposta rapida alle modifiche del progetto, riducendo in modo significativo gli investimenti iniziali e i costi di prova ed errore.
Stampaggio di pezzi unici e strutture complesse. L'approccio alla produzione a strati della stampa 3D offre una libertà di progettazione senza precedenti. Consente di modellare in un unico pezzo complesse anime di sabbia che tradizionalmente dovrebbero essere suddivise in più parti, come i meandri di un motore. Questo non solo semplifica il processo di fusione, ma soprattutto elimina completamente la necessità di assemblare, incollare e disallineare le anime, eliminando così i difetti più comuni, come l'intrappolamento della sabbia, le deviazioni dimensionali e le forme errate causate da questi problemi.
2.2 Ottimizzazione del processo: dati per garantire la qualità della colata
Il valore della stampa 3D va ben oltre il concetto di "senza stampo". Porta il processo di produzione a una dimensione digitale completamente nuova, consentendo di convalidare e ottimizzare i dati prima che avvenga la produzione fisica, trasformando la "riparazione" in "previsione".
Simulazione e progettazione digitale. Durante la fase di progettazione digitale che precede la stampa 3D, gli ingegneri possono utilizzare un software avanzato di analisi agli elementi finiti (FEM) per eseguire accurate simulazioni virtuali dei processi di colata, ritiro e raffreddamento. In questo modo è possibile anticipare e correggere potenziali difetti che potrebbero causare porosità, restringimenti o crepe prima della produzione effettiva. Ad esempio, simulando il flusso del metallo liquido nei canali, è possibile ottimizzare la progettazione del sistema di colata per garantire un riempimento regolare e uno sfiato efficace. Questa previsione digitale migliora notevolmente il tasso di successo della prima prova e garantisce la resa della colata all'origine.
Eccellenti proprietà della sabbia. Gli stampi in sabbia stampati in 3D, grazie alla loro costruzione a strati, possono raggiungere densità e permeabilità all'aria uniformi, difficili da ottenere con i processi convenzionali. Questo aspetto è fondamentale per il processo di fusione. La permeabilità uniforme ai gas garantisce che i gas generati all'interno dello stampo in sabbia possano fuoriuscire senza problemi durante il processo di colata, riducendo in modo significativo i difetti di porosità causati da uno scarso sfogo.
Raffreddamento con forma. La tecnologia di raffreddamento conformazionale è un'altra applicazione rivoluzionaria della stampa 3D nel campo degli stampi per colata. Gli inserti per stampi realizzati con la stampa 3D in metallo sono dotati di guide di raffreddamento che possono essere progettate per imitare esattamente i contorni della superficie della colata. In questo modo si ottiene un raffreddamento rapido e uniforme, riducendo in modo significativo la deformazione e il ritiro causati da una contrazione non uniforme, riducendo così drasticamente il tasso di scarto. Secondo i dati, gli stampi dotati di raffreddamento a flusso continuo possono ridurre i tempi del ciclo di iniezione fino a 70%, migliorando al contempo in modo significativo la qualità del prodotto.
Da "prova ed errore fisico" a "previsione digitale". Il contributo principale della stampa 3D è quello di trasformare il modello tradizionale di fonderia "per tentativi ed errori" in "produzione anticipata". Consente alle fonderie di eseguire numerose iterazioni in un ambiente digitale in modo economicamente vantaggioso, il che rappresenta un cambiamento fondamentale nella mentalità e nei processi aziendali. Questo modello di "produzione ibrida" facilita l'adozione della stampa 3D da parte delle fonderie tradizionali e consente una produzione più efficiente. Ad esempio, la stampa 3D può essere utilizzata per creare le anime di sabbia più complesse e soggette a errori, che possono poi essere combinate con gli stampi di sabbia realizzati con metodi tradizionali, "costruendo sui punti di forza".
Capitolo 3: TECNOLOGIA SANTI: un motore digitale per potenziare l'industria delle fonderie
3.1 Attrezzature di base: "hard power" per l'innovazione della colata
In qualità di pioniere e leader nel campo della produzione additiva in Cina, 3DPTEK fornisce un forte supporto "hard power" all'industria delle fonderie con le sue attrezzature di base sviluppate in proprio.
Le linee di prodotti principali dell'azienda sonoStampante 3DP a sabbiache evidenzia la sua leadership tecnologica. Dispositivi di punta3DPTEK-J4000Con una dimensione di formatura extra large di 4000 x 2000 x 1000 mm, è altamente competitiva a livello mondiale. Queste grandi dimensioni consentono di modellare getti grandi e complessi in un unico pezzo senza la necessità di giuntare, eliminando ulteriormente i potenziali difetti causati dalla giunzione. Allo stesso tempo, ad esempio
3DPTEK-J1600PlusDispositivi come questi offrono un'elevata precisione di ±0,3 mm e velocità di stampa efficienti per garantire una qualità superiore e una produzione rapida.
Inoltre, la tecnologia SANTIApparecchiature SLS (sinterizzazione laser selettiva)Serie comeLaserCore-6000Le macchine sono eccellenti anche nel campo della fusione di precisione. Questa serie di apparecchiature è particolarmente adatta alla produzione di stampi in cera per la microfusione, offrendo una soluzione più accurata per i componenti di alta gamma e di pregio, come quelli aerospaziali e medici.
Vale la pena ricordare che SANDI Technology non è solo un fornitore di attrezzature, ma anche un esperto di soluzioni per materiali e processi. L'azienda ha sviluppato oltre 20 leganti e 30 formulazioni di materiali compatibili con ghisa, acciaio fuso, alluminio, rame, magnesio e altre leghe di colata. Ciò garantisce che le sue attrezzature possano essere integrate senza problemi in un'ampia gamma di applicazioni di colata, fornendo ai clienti un'assistenza tecnica completa.
3.2 Servizi All-link: soluzioni di fusione integrate
Il vantaggio competitivo di SANDY Technology non risiede solo nel suo hardware, ma anche nelle soluzioni integrate che fornisce lungo l'intera catena. L'azienda dispone di un solido sistema di innovazione "Trinity" - "istituto di ricerca + postazione di lavoro post-dottorato + team di R&S". Questo modello garantisce un'iterazione tecnologica continua e uno slancio innovativo, e l'accumulo di oltre 320 brevetti è una forte prova della sua leadership tecnologica.
L'azienda offre un servizio "one-stop" chiavi in mano, dalla progettazione e stampa 3D alla fusione, alla lavorazione e all'ispezione. Questo modello integrato verticalmente semplifica notevolmente la gestione della catena di fornitura del cliente, riduce i costi e i rischi di comunicazione e consente alla fonderia di concentrarsi sulla sua attività principale.
3.3 Caso classico: prova del valore basata sui dati
I casi di successo sono lo strumento più persuasivo per convincere i potenziali clienti. Attraverso una serie di progetti reali, SANDY Technology ha quantificato il significativo valore commerciale della tecnologia di stampa 3D.
secondoAlloggiamenti per motori raffreddati ad acqua per autoveicoliA titolo di esempio, questo caso dimostra perfettamente come il processo di fusione in sabbia 3DP risolva il problema dello stampaggio in un unico pezzo di "canali di raffreddamento a spirale complessi, di grandi dimensioni e con pareti sottili". 21. L'applicazione di successo di questa tecnologia nel campo dei veicoli a nuova energia ha dimostrato i suoi vantaggi significativi nella produzione di getti ad alte prestazioni e a struttura complessa.
Dall'altroCorpo pompa industrialeNel caso di SANDI, SANDI ha adottato il modello di produzione ibrido "stampo esterno 3DP + nucleo interno SLS". Questa strategia complementare ha ridotto il ciclo di produzione di 80% e allo stesso tempo ha migliorato l'accuratezza dimensionale dei getti fino al livello CT7, dimostrando perfettamente il potente effetto della modalità di produzione ibrida.
Il progetto di joint venture con la Xinxin Foundry fornisce l'argomentazione commerciale più forte. Con l'introduzione della tecnologia di stampa 3D, la fonderia ha ottenuto un aumento del fatturato di 1.351 TP3T, ha raddoppiato i margini di profitto, ha dimezzato i tempi di consegna e ha ridotto i costi di 301 TP3T, una serie di cifre quantitative che forniscono una prova inconfutabile del ritorno sull'investimento della tecnologia di stampa 3D nell'industria della fonderia.
La tabella seguente mostra come la stampa 3D possa risolvere i problemi del settore delle fonderie sia a livello tecnico che di valore commerciale:
| Difetti di fusione o punti dolenti | Cause e limiti dell'artigianato tradizionale | Soluzioni di stampa 3D e valore |
| bolla d'aria | Scarsa ventilazione dello stampo; metallo liquido intrappolato nel gas | Permeabilità all'aria uniforme e controllata della sabbia; sistema di colata ottimizzato con simulazione digitale |
| cratere | Raffreddamento non uniforme; restringimento insufficiente | Ottimizzazione predittiva mediante simulazione numerica; raffreddamento uniforme mediante canali di raffreddamento sagomati |
| Panino, forma sbagliata | Assemblaggio multi-core, incollaggio e disallineamento; errori di accoppiamento delle facce di separazione | Le anime complesse sono stampate in un unico pezzo, eliminando la necessità di assemblaggio; non sono necessarie superfici di separazione fisiche |
| Costi di stampaggio elevati | Richiede stampi fisici, manodopera altamente qualificata, lunghi tempi di realizzazione | Produzione senza stampi; stampa direttamente da file CAD, produzione su richiesta |
| Inefficienza e tempi di consegna lunghi | Lunga costruzione dello stampo; ripetuti tentativi ed errori | Riduzione del tempo di ciclo dell'80%; possibilità di progettazione iterativa rapida; stampa on demand |
| Aumento del valore aziendale | Margini ridotti e consegne irregolari | Fatturato in crescita di 1.351 TP3T, margini raddoppiati; costi in calo di 301 TP3T |
Capitolo 4: Guardare al futuro: digitalizzazione e sostenibilità nell'industria della fonderia
La tecnologia di stampa 3D sta portando l'industria delle fonderie dalla tradizionale "produzione" alla "produzione intelligente". Secondo il rapporto in questione, la scala dell'industria cinese della produzione additiva continua a crescere a un ritmo elevato e nel 2022 supererà i 32 miliardi di RMB. Questi dati dimostrano chiaramente che la trasformazione digitale è diventata una tendenza irreversibile del settore.
In futuro, la stampa 3D sarà profondamente integrata con l'intelligenza artificiale (AI), l'IoT e altre tecnologie per ottenere la completa automazione e la gestione intelligente delle linee di produzione. Le fonderie potranno utilizzare algoritmi di intelligenza artificiale per ottimizzare i parametri di fusione e sensori IoT per monitorare il processo di produzione in tempo reale, migliorando così ulteriormente i tassi di rendimento e l'efficienza produttiva.
Inoltre, i vantaggi unici della stampa 3D nella realizzazione di progetti complessi e leggeri aiuteranno l'industria automobilistica, aerospaziale e altre industrie a valle a migliorare le prestazioni dei prodotti e a ridurre il consumo di energia, il che si adatta perfettamente allo sviluppo sostenibile globale. Il modello di produzione on-demand della stampa 3D e l'elevato tasso di utilizzo del materiale (la polvere non legata superiore a 90% può essere riciclata) riducono anche in modo significativo la generazione di rifiuti, portando l'industria della fonderia a un percorso di sviluppo ecologico. un percorso di sviluppo ecocompatibile per l'industria della fonderia.
osservazioni conclusive La stampa 3D non è la fine della fusione, ma il suo innovatore. Offre all'industria tradizionale della fonderia una flessibilità, un'efficienza e una garanzia di qualità senza precedenti, grazie ai suoi due vantaggi fondamentali: "senza stampo" e "digitale". Consente alle fonderie di liberarsi dagli alti tassi di scarto e di entrare in una nuova era di maggiore efficienza, competitività e innovazione. Per qualsiasi fonderia che voglia distinguersi in un mercato competitivo, l'adozione della tecnologia di stampa 3D, rappresentata da SanDi Technology, non è più una scelta opzionale, ma un percorso necessario verso il futuro.
]]>L'eliminazione dei fori da ritiro è sempre stata una sfida complessa per le fonderie e gli ingegneri, con metodi tradizionali che spesso si basano sull'esperienza e sulla regolazione della progettazione degli stampi, dei sistemi di colata e dei processi di raffreddamento attraverso tentativi ed errori. . Tuttavia, con l'avvento delle tecnologie di produzione additiva, in particolare la stampa 3D di sabbia di livello industriale, la progettazione e la produzione di colate sono state rivoluzionate, offrendo nuove modalità senza precedenti per risolvere completamente i problemi di ritiro.
1. Cause principali del ritiro da colata: limiti geometrici degli stampi convenzionali
Per capire come la stampa 3D risolva i problemi, è necessario prima analizzare a fondo i punti dolenti della fusione tradizionale. Le ragioni principali della formazione del ritiro possono essere attribuite a due fattori:
- Compensare le carenze di ritiro: Quando una colata si solidifica e si ritira, deve essere costantemente rifornita di metallo liquido attraverso il sistema di colata e il riser. Se i canali di rifornimento non sono progettati correttamente o sono insufficienti, il metallo liquido non può essere trasportato nelle aree in cui il rifornimento è più necessario, con conseguente creazione di vuoti. ?
- Solidificazione non uniforme: Se la velocità di raffreddamento delle diverse aree della colata non è coerente, il calore fatica a diffondersi efficacemente, con la formazione di giunti caldi (hot spot). Questi punti caldi sono le ultime aree solidificate, quando il metallo circostante si è solidificato, mancano del supplemento di metallo liquido e sono molto facili da formare fori da ritiro. ?
Nella colata convenzionale, gli stampi e le anime sono prodotti da utensili fisici la cui geometria è limitata dalla lavorabilità e dalla sganciabilità. Ad esempio, i fori praticati per i canali di raffreddamento possono essere solo rettilinei. . Ciò rende difficile per gli ingegneri progettare canali di ritiro complessi e curvi o canali di raffreddamento successivi all'interno dello stampo per controllare con precisione il processo di solidificazione, aumentando così il rischio di difetti di ritiro. .
2. soluzioni di stampa 3D: libertà di progettazione per dare "vita" a stampi e matrici
I vantaggi principali delle stampanti 3D industriali a sabbia sonoLibertà di progettazionerispondere con il cantoProduzione senza stampiStampa stampi in sabbia e anime strato per strato direttamente da file CAD 3D. . Questa proprietà supera radicalmente le limitazioni geometriche dei processi convenzionali e fornisce diversi potenti mezzi per eliminare il restringimento:
Opzione 1: ottimizzazione del canale di riempimento e contrazione per un'infusione precisa
Utilizzando la tecnologia di stampa 3D, gli ingegneri possono progettare il sistema di ritiro ottimale all'interno dello stampo senza dover considerare la lavorabilità.
- Sistema di versamento integrato: Tradizionalmente, il sistema di canale di colata (compresi il canale di colata e il riser) deve essere fabbricato e assemblato separatamente. La stampa 3D consente di stampare l'intero sistema di canale di colata, il riser di riempimento e lo stampo stesso in un unico pezzo. Questo design integrato garantisce un collegamento perfetto e un allineamento preciso dei canali, riducendo notevolmente il rischio di guasti da ritiro dovuti a errori di assemblaggio. ?
- Rialzi di riempimento progettati con precisione: La stampa 3D consente di progettare e stampare in modo preciso i riseratori di contrazione sopra le aree di giunzione calda della colata, assicurando un flusso costante di metallo fuso per riempire i vuoti creati dal ritiro di solidificazione. è stato dimostrato che i riser di sovraflusso sopra la colata possono efficacemente sfogare i gas, riducendo così i difetti di porosità della colata. ?
- Eliminare le barriere strutturali complesse: Nei processi tradizionali, i complessi sottosquadri e i passaggi interni richiedono l'assemblaggio di più anime, il che non solo aumenta gli errori di assemblaggio, ma può anche portare facilmente ad anime dislocate o disallineate. La stampa 3D consente di combinare più anime individuali in un'unica anima complessa e integrata, eliminando del tutto la necessità di assemblaggio e migliorando l'accuratezza e la qualità della fusione. ?
Opzione 2: raffreddamento conformazionale per una solidificazione uniforme
Per gli stampi stessi, la stampa 3D può essere altrettanto rivoluzionaria. DaRaffreddamento conforme(conformal cooling), che consente di progettare canali di raffreddamento all'interno dello stampo che si adattano ai contorni della superficie del getto. .
- Principio: I canali di raffreddamento convenzionali sono perforati in linea retta e non coprono tutte le aree da raffreddare, con conseguenti temperature non uniformi dello stampo. Il raffreddamento conforme, invece, utilizza la stampa 3D per integrare nello stampo canali di raffreddamento curvi e a serpentina, che si adattano perfettamente alla superficie della colata. ?
- Vantaggio: Questo design consente un raffreddamento più uniforme e riduce significativamente il rischio di surriscaldamento localizzato dello stampo. Un gradiente di temperatura più equilibrato significa che il processo di solidificazione è più controllato, riducendo radicalmente la formazione di giunti caldi ed evitando così il ritiro. è stato dimostrato che l'uso di uno stampo per il raffreddamento a forma di stampo riduce la variazione di temperatura durante il raffreddamento dello stampo fino a 18°C, riducendo così in modo significativo il rischio di deformazione del getto. ?
Opzione 3: simulazione digitale e iterazione rapida per prevenire i problemi prima che si verifichino
Il flusso di lavoro digitale della stampa 3D offre agli ingegneri preziose opportunità di "prova ed errore" prima di passare alla produzione. .
- Software di simulazione della colata: Gli ingegneri possono utilizzare un software di simulazione della colata (ad esempio Cimatron) per simulare il flusso e la solidificazione del metallo fuso. Se i risultati della simulazione mostrano un rischio di ritiro, il progetto dello stampo può essere rapidamente modificato, ad esempio cambiando la posizione del canale di colata o dell'alzata, e poi testato di nuovo virtualmente. ?
- Prototipazione e iterazione rapida: Se è necessario un prototipo fisico, la stampa 3D può stampare uno stampo o un'anima in poche ore o giorni. In questo modo, gli ingegneri possono iterare e convalidare i progetti più volte a una frazione del costo e della velocità. Questo modello di sviluppo agile è inimmaginabile con la fusione tradizionale, che richiede la costruzione di stampi costosi e lunghi tempi di attesa. ?
3. Non solo l'eliminazione dei difetti, ma anche un salto di efficienza.
L'uso della tecnologia di stampa 3D per risolvere il problema del ritiro della colata, non porta solo un miglioramento della qualità del prodotto, ma anche una serie di catene di valore commerciale:
- Ridurre i costi: La stampa 3D riduce significativamente i costi di produzione eliminando i costosi aspetti legati alla costruzione di stampi e utensili. Secondo le ricerche, la stampa 3D può far risparmiare fino a 50%-90% rispetto ai metodi tradizionali. ?
- Accorciare i tempi di consegna: I tempi di produzione degli stampi si sono ridotti da settimane o addirittura mesi a ore, consentendo alle aziende di rispondere più rapidamente alle richieste del mercato. In un caso, un'azienda è riuscita a ridurre i tempi di consegna di nove settimane utilizzando una stampante 3D a sabbia. ?
- Riduzione del tasso di scarto: L'accuratezza e la consistenza degli stampi sono state notevolmente migliorate, riducendo i difetti di colata dovuti all'errore umano o all'usura dello stampo, riducendo così in modo significativo il tasso di scarti. ?
- Semplificare il processo: Il consolidamento di più parti in un unico componente integrato semplifica i complessi processi di assemblaggio e riduce la dipendenza da manodopera altamente specializzata. ?
Conclusione: la stampa 3D - una "cura" per l'industria della fonderia
Il ritiro della colata non è un problema tecnico isolato, ma il processo di colata tradizionale, a fronte di una progettazione complessa e di requisiti di alta precisione, presenta delle sfide sistemiche. Le stampanti 3D industriali a sabbia, con i loro vantaggi tecnologici unici, offrono una "cura" per il problema alla sua origine. Eliminano il rischio di ritiro dando agli ingegneri una libertà di progettazione senza precedenti, consentendo loro di costruire strutture interne e sistemi di raffreddamento ottimizzati. .
Per il perseguimento di una qualità eccellente, di una produzione efficiente e dell'ottimizzazione dei costi delle moderne imprese di fonderia, la stampa 3D non è più un'inutile "opzione aggiuntiva", ma promuove l'aggiornamento industriale, nella feroce competizione sul mercato per conquistare la prima opportunità per le tecnologie chiave. Non si tratta solo di un'attrezzatura, ma anche di un ponte per la "fusione digitale" verso il futuro, in modo da risolvere i precedenti "problemi di fusione"! .
]]>I. Strategia di selezione delle apparecchiature in base alle dimensioni del getto
Le dimensioni della colata sono un fattore centrale nel determinare le specifiche di una stampante 3D a sabbia, che deve essere scelta tenendo conto sia delle esigenze attuali che degli sviluppi futuri:
- Analisi statistica delle dimensioni dei getti esistenti
- Le imprese devono analizzare in modo esaustivo gli ultimi 1-2 anni di ordini di colata, in base alla classificazione del tipo di prodotto (ad esempio parti automobilistiche, componenti strutturali per l'aviazione, pompe e gusci di valvole), alle statistiche relative alla lunghezza, alla larghezza e all'altezza di ciascun tipo di getti, all'istogramma di distribuzione delle dimensioni del disegno. Ad esempio, le statistiche di una fonderia automobilistica hanno rilevato che i getti del blocco motore 60% hanno una lunghezza di 300-500 mm, una larghezza di 200-350 mm e un'altezza di 150-250 mm;
- Identificare la "gamma di dimensioni del nucleo" con la percentuale più alta e utilizzarla come base per filtrare le stampanti. Come nel caso precedente, il metodo 3DPTEK 3DPTEK-J1800(dimensioni di stampaggio 1800×1200×1000 mm) può facilmente coprire la maggior parte delle esigenze di stampa della sabbia del blocco motore, per evitare "piccoli carri trainati da cavalli" (le dimensioni di stampaggio dell'attrezzatura sono troppo grandi, con spreco di spazio per l'attrezzatura e costi di stampa) o "troppo grandi per il lavoro" (attrezzatura). (le dimensioni della formatura dell'attrezzatura non sono sufficienti per stampare fusioni di grandi dimensioni).
- Considerare la futura espansione dell'attività
- In combinazione con la pianificazione del mercato dell'impresa per i prossimi 3-5 anni e con il piano di sviluppo di nuovi prodotti, è necessario prevedere le modifiche alle dimensioni delle fusioni che potrebbero essere necessarie. Se si intende sviluppare l'attività di fusione di attrezzature per l'energia eolica, è necessario studiare in anticipo le dimensioni di mozzi, pale e altre fusioni di grandi dimensioni (diametro del mozzo per l'energia eolica fino a 3-5 metri), per riservare spazio sufficiente per gli aggiornamenti delle attrezzature;
- Se le fusioni di grandi dimensioni vengono effettuate solo occasionalmente, prendete in considerazione 3DPTEK. 3DPTEK-J4000 Stampanti di dimensioni ultra-grandi (dimensioni massime di stampaggio 4000×2000×1500 mm), o strategia di stampa "blocco con taglio a sabbia + assemblaggio combinato" (l'apparecchiatura 3DPTEK supporta la stampa parziale, che facilita l'operazione di taglio del blocco), riducendo i costi di acquisto delle apparecchiature.
- Gestione di requisiti dimensionali speciali
- Per i getti di dimensioni speciali, come quelli extra-lunghi, extra-larghi, extra-sottili, ecc. (ad esempio, getti di alberi allungati con un rapporto d'aspetto superiore a 5:1, parti a parete sottile con uno spessore inferiore a 5 mm), è necessario esaminare la precisione di stampa e la stabilità dell'attrezzatura oltre alle dimensioni di stampaggio. La tecnologia di iniezione incollata della 3DPTEK garantisce che lo stampaggio di getti di dimensioni speciali venga eseguito con un elevato grado di precisione di ±0,3 mm, evitando lo scarto dei getti a causa di deviazioni nelle dimensioni. evitare lo scarto di getti a causa di deviazioni dimensionali.
II. Selezione dei parametri dell'apparecchiatura adatti ai materiali di colata
I diversi materiali di colata (ad esempio ghisa, alluminio fuso, acciaio fuso) hanno requisiti diversi per quanto riguarda la resistenza della sabbia, la permeabilità all'aria e la generazione di gas, che devono essere abbinati ai parametri delle apparecchiature e alla tecnologia dei materiali corrispondenti:
- Proprietà del materiale e analisi della domanda di sabbia
- Parti in ghisa: a causa della buona fluidità del ferro e del moderato ritiro di solidificazione, la resistenza dello stampo in sabbia deve essere elevata (resistenza alla trazione ≥ 0,8MPa), al fine di evitare l'erosione e la rottura dello stampo in sabbia durante la colata. Il legante in resina furanica ad alta resistenza abbinato all'apparecchiatura 3DPTEK, insieme alla sabbia silicea, può soddisfare i requisiti della stampa in sabbia per le parti in ghisa;
- Colata di alluminio: la velocità di solidificazione del liquido di alluminio è rapida e facile da assorbire, per cui è necessaria una sabbia con una buona permeabilità (valore di permeabilità ≥ 150) e un basso degassamento (degassamento ≤ 15ml/g) per evitare difetti di porosità della colata. Il processo open-source dei materiali di 3DPTEK può regolare la formula del legante in base alle esigenze del legante, ed è adatto alla sabbia ceramica, alla sabbia di zirconia e ad altre sabbie a basso degassamento e alta permeabilità, per soddisfare le stampe della sabbia per la colata di alluminio.
- Compatibilità dei materiali e regolazione dei parametri
- La stampante 3D a sabbia 3DPTEK supporta un'ampia gamma di sabbie per colata (tra cui sabbia di quarzo, sabbia perlata, sabbia di cromite, ecc.), consentendo alle aziende di scegliere in modo flessibile i materiali della sabbia in base ai materiali di colata e alle considerazioni sui costi. Ad esempio, per la produzione di getti in acciaio inossidabile di alta gamma, la sabbia di zirconio (resistente alle alte temperature e chimicamente stabile) viene utilizzata con lo speciale legante di 3DPTEK per migliorare le proprietà anti-lavaggio e anti-aderenti dello stampo in sabbia;
- I parametri dell'ugello (ad esempio, diametro dell'orifizio, frequenza di spruzzatura) e i parametri di riscaldamento e polimerizzazione (temperatura e tempo di polimerizzazione) dell'apparecchiatura devono essere regolati con precisione in base alle caratteristiche del materiale della sabbia e del tipo di legante. Ad esempio, quando si utilizza sabbia di quarzo a grana fine, è necessario ridurre il diametro del foro di spruzzatura (ad esempio, da 0,3 mm a 0,2 mm) e aumentare la frequenza di spruzzatura per garantire che il legante copra uniformemente le particelle di sabbia; per il legante termoindurente, è necessario ottimizzare la curva di polimerizzazione del riscaldamento (ad esempio, aumentare la temperatura di polimerizzazione da 150℃ a 180℃ e prolungare il tempo di polimerizzazione da 30 secondi a 45 secondi), in modo da garantire la resistenza del tipo di sabbia.
- Applicazione di nuovi materiali e supporto tecnico
- Con l'aumento della domanda di getti leggeri e ad alte prestazioni da parte dell'industria della colata, si stanno gradualmente applicando nuovi tipi di materiali di sabbia (come la sabbia composita mescolata con polvere di metallo e la sabbia nano-modificata). 3DPTEK continua a ricercare e sviluppare nuovi processi di materiali che possono essere adattati alle esigenze delle imprese e a personalizzare le soluzioni di materiali per aiutarle a realizzare rapidamente l'applicazione di nuovi materiali nella stampa di sabbia.
Vantaggi completi delle stampanti 3D a sabbia 3DPTEK
- Matrice dei prodotti a grandezza naturale3DPTEK dispone di una linea completa di stampanti 3D a sabbia di dimensioni comprese tra 1,6 e 4 metri. 3DPTEK-J1600Pro, e3DPTEK-J1600Plus, e3DPTEK-J1800, e3DPTEK-J1800S, e3DPTEK-J2500, e3DPTEK-J4000 Una varietà di modelli, come ad esempio per soddisfare le diverse dimensioni delle imprese, le diverse dimensioni delle esigenze di stampa dei getti, per evitare le imprese a causa delle limitazioni delle specifiche delle attrezzature ordini mancati.
- processo del materiale open sourceIl sistema supporta gli utenti a regolare la formula del legante e della sabbia in base alle esigenze per ridurre il costo del materiale 20%-30%. Allo stesso tempo, è dotato di un legante resinoso ad alte prestazioni, di un agente indurente e di un agente pulente per garantire la qualità stabile dello stampaggio in sabbia e risolvere i problemi di selezione del materiale e di ottimizzazione del processo dell'impresa.
- Tecnologia di stampaggio ad alta precisioneAdotta la tecnologia a getto d'inchiostro piezoelettrico, il sistema a getto d'inchiostro ad alta risoluzione e la formula speciale del legante per ottenere una stampa ad alta precisione di ±0,3 mm, che riduce efficacemente la tolleranza di lavorazione dei getti e migliora la qualità della colata e l'efficienza della produzione, particolarmente adatta per il settore aerospaziale, automobilistico e altri settori con requisiti di precisione molto severi.
- Modellatura flessibile dell'area senza cassetta di sabbiaCome 3DPTEK-J4000 L'uso innovativo della tecnologia di formatura di aree flessibili senza scatola di sabbia, il supporto per la stampa locale, può essere conveniente ed efficiente per ottenere la produzione di stampi di sabbia sovradimensionati, rispetto alla stampa tradizionale della scatola, l'ingombro dell'attrezzatura è ridotto di oltre 30% e il costo di stampa è ridotto di 15%-20%.
Grazie alla strategia di selezione di cui sopra, basata sulle dimensioni e sul materiale della colata, combinata con i vantaggi completi delle stampanti 3D a sabbia 3DPTEK, le imprese possono abbinare con precisione i parametri dell'apparecchiatura per raggiungere un elevato grado di compatibilità tra le prestazioni dell'apparecchiatura e le esigenze di produzione, e allo stesso tempo migliorare la qualità delle colate, ridurre i costi di produzione e aumentare la competitività del mercato.
]]>