答案很直接:3D打印砂型鑄造正在把這顆絆腳石踢開。不同于只能做展示樣的光敏樹脂打印,基于3DPTEK-J1800等工業級設備的樹脂砂型工藝,能直接用量產牌號(如ZL101A)澆鑄出缸蓋,經T6熱處理后即刻上臺架,機械性能與最終量產件別無二致。開發驗證周期從傳統的3-4個月硬生生壓縮到60天甚至更短。
核心要點速覽
- 痛點根源:金屬模具的制造與修改周期綁架了整個缸蓋開發計劃。
- 突破路徑:3D打印砂型直接獲得功能性鑄件,而非僅用于視覺評估的原型。
- 實戰數據:某頭部主機廠利用3DPTEK-J1800打印樹脂砂模,60天內交付30件ZL101A+T6缸蓋并成功完成臺架試驗。
- 價值躍遷:從“先開模再試錯”轉為“先試錯再開模”,將設計風險前置并大幅削減。
為什么汽車缸蓋開發還在被“開模”卡脖子?
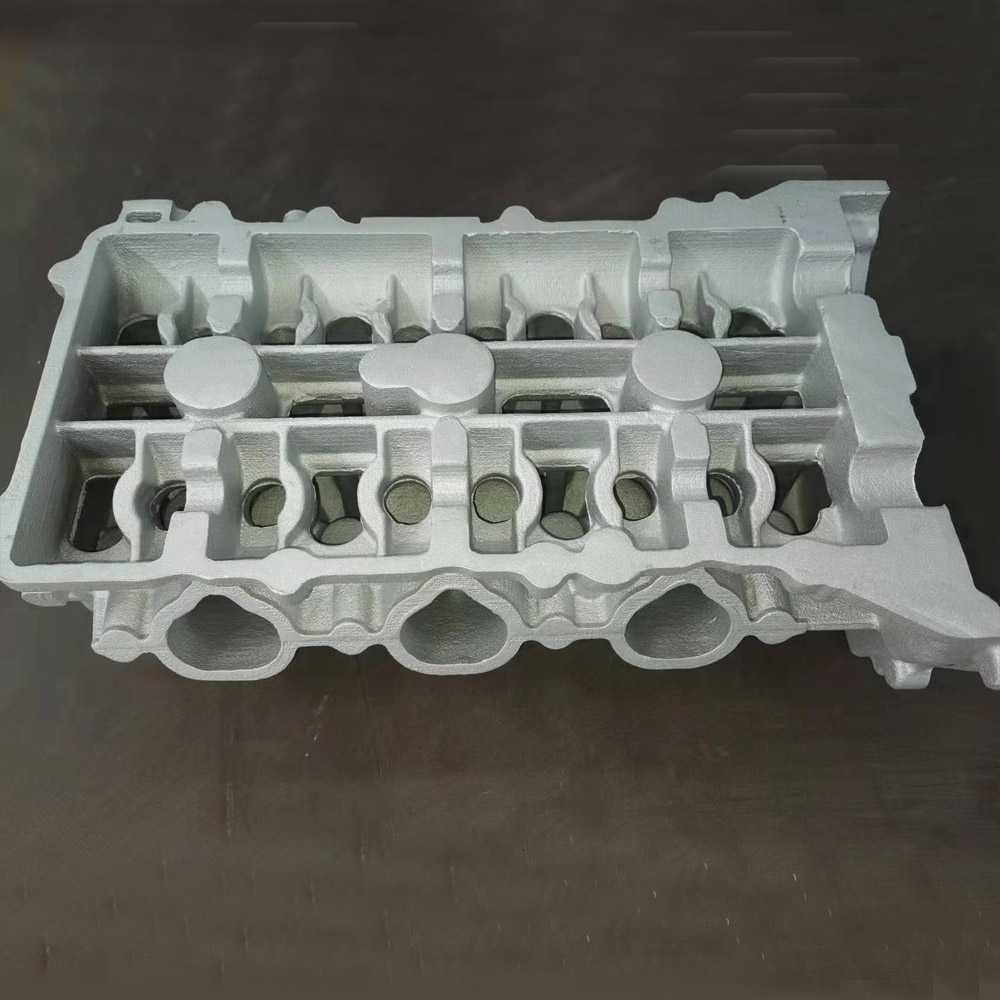
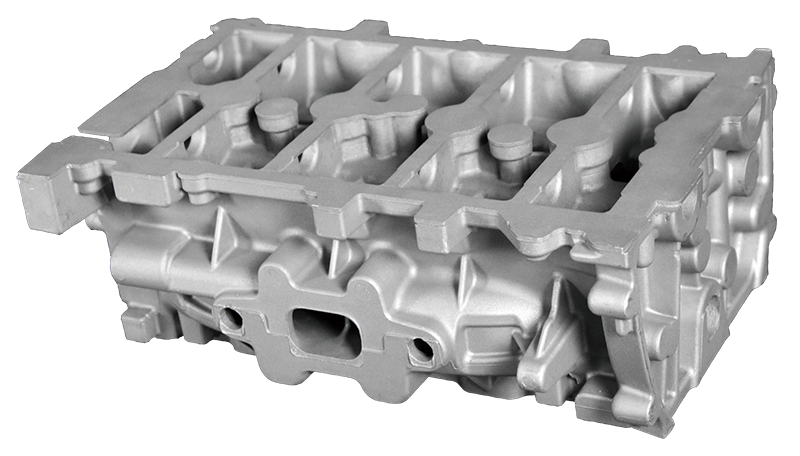
缸蓋作為發動機上最復雜的鑄件之一,其內部迷宮般的水套、油道和高低壓區域,對模具的分型、抽芯和冷卻控制提出了極高要求。一套傳統鋼模從設計、數控加工到裝配調試,動輒需要12-16周,費用輕松突破百萬人民幣。而一旦在臺架試驗中發現熱點、開裂或性能偏差,模具的修改又是一輪成本與時間的雙重折磨。正是這種“模具依賴癥”,讓缸蓋開發長期被困在漫長的驗證循環里。
多數競品方案試圖用3D打印緩解痛苦,卻走偏了方向——他們聚焦于打印塑料或蠟模原型,制作非功能性樣件,只能用于裝配驗證或外觀展示。這類樣件無法承受燃氣爆發壓力,更不能用于熱循環試驗,對真正的性能開發幾乎毫無價值。缸蓋開發者需要的不是另一個“眼見的假件”,而是能直接點火運行的功能性鑄件。
“功能性鑄造”:3D打印與模具的平行戰場
我們所倚重的技術路徑截然不同。3D打印樹脂砂型配合金屬外模的組合工藝,將增材制造直接嵌入了鑄造工序本身。通過3DPTEK-J1800等設備,用呋喃樹脂砂逐層堆積出復雜的型腔與砂芯,再組合到標準化的金屬外模中,便能澆鑄出與量產模具同樣密實、同樣精度的缸蓋毛坯。更關鍵的是,這不再是模型或樣件——采用ZL101A鋁合金并實施T6熱處理后,鑄件的抗拉強度、延伸率和硬度可完全達到OEM對量產件的機械性能要求。這使得打印出的缸蓋能直接上臺架,真實反映耐久性和熱機表現,讓驗證數據毫無折扣。
下表清晰對比了傳統模具開發與3D打印功能性鑄造在缸蓋試制上的核心差距:
| dimension de comparaison | 傳統金屬模具路線 | 3D打印砂型功能性鑄造 |
|---|---|---|
| 首件交付周期 | 3-4 mois | 45-60天 |
| 模具成本(單套) | 80-150萬元 | 3-10萬元(砂型消耗) |
| 材料狀態 | 量產牌號(如ZL101A) | 完全相同的量產牌號ZL101A+T6 |
| 鑄件用途 | 臺架試驗/小批試裝 | 直接用于臺架試驗和性能開發 |
| 設計迭代靈活性 | 極低,修模周期2-4周 | 極高,僅需修改數字模型重新打印砂型 |
| 驗證數據可信度 | 真實反映生產狀態 | 與量產件同工藝、同材料,數據直接轉化 |
實際案例:60天從模型到臺架,驗證周期對半砍
南方某大型汽車公司在開發新一代發動機時,急需30件缸蓋用于多輪臺架驗證。按傳統路線,僅模具準備就需至少12周,總周期超過4個月。他們選擇了3D打印樹脂砂模與金屬外模組合工藝,由3DPTEK-J1800設備連續打印砂型,采用ZL101A鋁合金并嚴格執行T6熱處理制度。結果令人信服:從數據下發到完成30件缸蓋澆鑄及臺架安裝,全程僅用60天。驗證計劃不僅沒有延遲,還因為鑄件先于模具到廠,額外進行了兩輪設計優化,最終量產方案的風險顯著降低。這個案例赤裸裸地揭示了一個事實:在缸蓋開發這場分秒必爭的競賽里,繼續依賴純模具路線,無異于在起跑線上就讓對手先跑一個月。
當功能性鑄造與數字化設計迭代結合在一起,產品工程師不再害怕方案修改,反而將其視為優化性能的機遇。水套隔板角度不佳?立即調整數模,五天后新的砂型便開始打印。這種響應速度,才是應對電氣化轉型中發動機設計復雜度陡增的應有姿態。
仍在困于開模瓶頸,眼看項目節點亮起紅燈?
拆解3D打印砂型鑄造:一臺設備如何替代整條模具產線?
核心邏輯:從“減材思維”到“增材堆疊”的產線重構
傳統缸蓋鑄造模具的制造,本質上是一場高成本的“減法”——在整塊模具鋼上,通過數控加工掏挖出水套、油道等復雜型腔。這意味著型腔越復雜,加工周期越長,刀具損耗越大,成本呈指數級飆升。而3D打印砂型則是一場徹底的“增材”革命:噴頭根據數字模型,將呋喃樹脂選擇性地噴射在硅砂上,逐層堆疊出預設的型腔形狀。它不再受限于刀具是否能夠到達,也無所謂分型面的復雜程度。任何迷宮般的冷卻水道、薄壁隔板、甚至是集成化的排氣歧管結構,在打印頭下都只是一層0.3毫米厚的砂面。這臺設備,實際上是將一整套包含木模、芯盒和造型線的工序,壓縮并數字化到了這一個物理動作中。
“所見即所鑄”:打通設計與制造的數字線程
在傳統工藝鏈中,從設計圖紙到合格鑄件,需要經過模具設計、模流分析、木模制造、砂芯裝配等多個環節,每個環節都存在信息衰減和偏差累積。而3DPTEK-J1800等工業級砂型打印機,打通了一條毫無折損的數字線程:
- 一體化成型能力:復雜的上/下水套砂芯無需分片制造再組裝,可直接打印為一個整體。這從根本上消除了因砂芯配合間隙導致的尺寸偏差和飛邊缺陷,鑄件壁厚均勻性得到質的飛躍。
- 無模化驗證:設計變更只需修改CAD數模,24小時內即可啟動新版砂型打印。這不再意味著幾周的修模等待,而僅僅是重新調用一個文件。產品工程師可以像迭代軟件版本一樣迭代缸蓋的物理設計。
成本結構的徹底顛覆:告別“百萬模具”門票
對于年產十萬件的成熟產品,模具攤銷成本微乎其微。但在研發試制階段,一副動輒百萬元的模具就是一場豪賭。3D打印砂型鑄造最革命性的改變,在于將高昂的固定成本轉化為了透明的變動成本。我們在此徹底公開全鏈路成本構成,這是多數競品避而不談的真相:
| 成本構成項 | 傳統金屬模具路線 | 3D打印砂型路線(基于3DPTEK-J1800) |
|---|---|---|
| 初始投入 | 80-150萬元(單套模具) | 0元(無需模具) |
| 單件砂型/砂芯消耗 | 約200-500元(造型材料+人工) | 約3000-8000元(樹脂砂+打印服務成本,含缸蓋全套砂芯) |
| 單件鑄件試制總成本 | 極低(批量攤銷后) | 極具競爭力(無需分攤模具費) |
| 關鍵易耗品壽命 | 模具壽命5-10萬次 | 噴頭壽命:連續打印約2000-3000小時,更換成本可直接計入單件 |
| 設計修改成本 | 2-8萬元/次(修模或重新開模) | 僅重新打印砂型的材料成本 |
數據顯示,當試制批量低于100件時,3D打印砂型路線的綜合成本僅為傳統開模路線的1/3到1/5。 核心在于,它取消了天價的“入場費”,讓缸蓋開發的門檻大幅降低。如果你正在為數十萬的模具預算而犯難,[獲取專屬報價:看看您的項目能省下多少開發成本]
速度與精度的平衡:60天交付30件缸蓋的制造流解剖
一臺設備如何能匹敵整條產線的產出?答案在于消除等待時間。南方某大型汽車公司的實戰數據已經給出了有力證明:利用3DPTEK-J1800打印樹脂砂模,配合金屬外模翻轉重力鑄造,成功在60天內完成了30件ZL101A材質、經T6熱處理的合格缸蓋。這30件鑄件絕非只能陳列的模型,而是直接裝配發動機,順利通過了嚴苛的臺架試驗驗證。這意味著從數據下發到獲得有效性能數據,周期壓縮了近一半。下面對比一下具體環節的時間分配:
| 制造環節 | 傳統路線耗時 | 3D打印砂型路線耗時 |
|---|---|---|
| 模具/圖檔準備 | 8-12周 | 2天(工藝參數設置) |
| 首件砂型/芯盒制造 | 包含在模具制造中 | 24-72小時(連續打印) |
| 鑄件澆鑄與清理 | 1周 | 1周(完全一致) |
| T6熱處理 | 48小時 | 48小時(參數完全相同) |
| 機械加工與檢測 | 1周 | 1周 |
| 總周期(至臺架開始) | 15-18周 | 8-9周 |
這臺設備并未改變冶金原理——T6熱處理制度、澆鑄溫度梯度等關鍵工藝參數,與量產時完全一致。它改變的是零件的“誕生方式”,而非其“物理本質”。當缸蓋在臺架上承受爆發壓力時,它的晶相組織和力學響應,與數月后由模具壓鑄出的產品無異。正因如此,所有的驗證數據都能毫無保留地平移至量產階段。如果還在擔心臺架數據的可轉化性,[咨詢我們的技術專家,獲取您的材料性能映射方案]
金屬外模:不可替代的“剛度衛士”
值得強調的是,3D打印并非萬能。在此工藝中,金屬外模充當了鑄件外部輪廓的定型支撐和激冷作用,這是確保鑄件表面致密度的關鍵。砂型只負責復雜的內部結構。這種“剛柔并濟”——高剛度金屬外模保證外形精度與表面質量,數字化砂型解決內部復雜性——的組合,恰恰是目前成本與性能的最優解。它既避免了全砂型鑄造可能帶來的尺寸脹縮問題,又擺脫了全金屬模具的內部加工困境,一舉兩得。

選對材料與參數:決定缸蓋鑄件質量的3大技術支柱
在上一節中,我們已拆解了3D打印砂型如何替代傳統模具產線。當一臺設備具備了復現復雜水套與氣道的能力后,決定缸蓋能否通過嚴苛臺架試驗的勝負手,便從”幾何形狀”轉移到了”物理本質”的精密控制。這不僅是對3D打印精度的考驗,更是對鑄造冶金學與工藝參數的系統性把控。
從南方某大型汽車公司的實戰驗證來看,使用樹脂砂材料打印砂模,結合金屬外模翻轉重力鑄造生產ZL101A/T6缸蓋,60天交付了30件合格鑄件。這背后,是以下三大技術支柱在發揮決定性作用。
支柱一:鋁合金牌號與熔煉純凈度——金相組織的”基因選擇”
材料的選擇決定了鑄件性能的天花板。缸蓋在高溫高壓燃氣環境中工作,要求材料兼具優異的高溫強度、氣密性和尺寸穩定性。
合金牌號的精準定位:
對于絕大多數汽車缸蓋,ZL101A(AlSi7Mg)是3D打印砂型鑄造的黃金基準。其硅含量處于亞共晶區間,具有極佳的流動性和補縮能力,能完美復現3D打印砂型中那些僅數毫米寬的水路薄壁結構。經T6熱處理后,其抗拉強度可達275MPa以上,延伸率不低于3%。
鐵相形態的生死線:
在熔煉與凝固過程中,雜質鐵元素的存在形態是決定缸蓋命運的微觀戰場。當冷卻速度控制不當,鐵會以粗大針狀β-Fe相(Al5FeSi)析出,它在基體中如同無數微型裂紋,顯著割裂鋁基體的連續性,導致延伸率急劇下降。我們的控制標準明確禁止出現這種粗大針狀Fe相,必須通過調整Mn/Fe比或提高冷卻速率,將其形態轉化為漢字狀或魚骨狀的α-Fe相(Al8Fe2Si),從而將脆性損傷降至最低。
支柱二:砂型的高溫潰散性與涂料工藝——從微米到毫米的精度防線
3D打印出的樹脂砂型是”一次性的精密載體”,但其在高溫下的行為由打印材料和后處理工藝共同決定。
發氣量與潰散性的毫秒級博弈:
當700℃以上的鋁液瞬間填充型腔,樹脂粘結劑會迅速熱解產生氣體。如果發氣量過大且砂型透氣性不足,氣體反壓會阻礙鋁液填充,形成氣孔或澆不足缺陷。3DP砂型所用呋喃樹脂的加入量需控制在1.8%–2.2%的狹窄窗口內,既保證砂型干強度(≥2.5MPa),又將發氣量控制在12ml/g以下。同時,樹脂在550℃以上的潰散是一個毫秒級過程,必須確保在鋁液凝固殼形成后,砂芯才開始快速潰散,從而在清砂時順利剝離,不殘留于復雜腔道。
涂料厚度——量化保護膜:
為隔離高溫鋁液對砂型的直接熱沖擊和化學侵蝕,涂料是最后一道防線。我們執行的工藝標準要求涂料層干膜厚度嚴格控制在0.15–0.25mm。太薄無法抵御機械沖刷和粘砂;太厚則會堵塞精密的排氣通道,并因涂層自身的剝落引發夾雜缺陷。選用鋯英粉醇基涂料,利用其高耐火度和化學惰性,確保缸蓋水套內腔表面粗糙度達到Ra25μm以內,這對降低水流阻力和抗疲勞裂紋萌生至關重要。
如果您正在為砂型的強度與潰散性平衡感到困擾,咨詢我們的技術專家,獲取針對您產品的樹脂配方與涂料參數推薦方案
支柱三:澆鑄工藝參數的數字化窗口——從液態到固態的精密調控
擁有了完美的砂型和潔凈的鋁液,最后一道關卡是澆鑄參數。在重力傾轉鑄造中,每個動作都需量化至毫秒與毫米級。
澆鑄溫度與模具溫度的聯動控制:
鋁液出爐溫度設定在720–740℃,澆鑄溫度精準落在700–710℃區間。這個看似常規的范圍,在結合金屬外模后產生了獨特價值。金屬外模的激冷作用使其溫度場分布于150–250℃,通過控制其與砂型的溫差,我們能夠建立一條從型腔遠端指向冒口的順序凝固溫度梯度。這一梯度差是鑄件最終實現致密無縮松的關鍵,實測缸蓋本體剖面密度值可達到2.68g/cm3以上,接近該合金理論的99.5%。
傾轉速度——充型流態的控制藝術:
不同于傳統的頂注或底注,翻轉重力鑄造的傾轉角度-時間曲線決定了鋁液的充型流態。我們的工藝窗口定義了初始傾轉角速度限定在3–5°/s的慢速階段,確保鋁液以平穩的層流狀態浸潤型腔底部,避免產生紊流卷氣。當液面超過最高點氣道位置后,傾轉速度可提升至8–12°/s,快速充滿剩余型腔并建立補縮壓力。這一精準參數序列,是競品內容極少公開的技術訣竅。
| 工藝變量 | 控制窗口 | 對質量的決定性影響 |
|---|---|---|
| 樹脂加入量 | 1.8%–2.2% | 平衡強度(≥2.5MPa)與發氣量(<12ml/g) |
| 涂料干膜厚度 | 0.15–0.25mm | 防止粘砂與涂層剝落夾雜 |
| 澆鑄溫度 | 700–710℃ | 保證流動性,建立順序凝固梯度 |
| 金屬外模溫度 | 150–250℃ | 強化激冷效果,獲得致密表面 |
| 初始傾轉角速度 | 3–5°/s | 實現層流充型,杜絕卷氣缺陷 |
| 末期傾轉角速度 | 8–12°/s | 快速滿充并建立補縮壓力 |
這三大支柱——從材料的金相基因選擇、砂型涂料的精度防線,到澆鑄參數的數字化窗口——構成了一個全鏈路量化控制體系。它確保每一個從3D打印砂型中誕生的缸蓋,不僅在幾何上與設計圖紙完全吻合,更在物理性能上達到了傳統開模鑄造經數月調試才能企及的水平。
與傳統缸體開發動輒3-4個月、100-200萬元的投入相比,這套體系已能將首件產出壓縮至2周內,總研發周期縮短至1個月,費用大幅降低至5-8萬元。更重要的是,全鏈路參數均已實現數字化定義,當設計變更時,修改只需在數據模型中調整,無需重新開模即可無縫銜接。
準備將這個全鏈路量化體系應用到您的缸蓋開發中?獲取為您的材質與結構量身定制的完整參數包?
從單件試制到小批量生產:當前3DP砂型打印設備的效率與成本邊界
效率維度:從“月”到“小時”的制造節拍重構
當缸蓋開發進入試制與小批量交付階段,傳統模具依賴路徑的響應遲緩被徹底暴露。3DP砂型打印的核心顛覆力,在于將“首件交付”這一關鍵里程碑從12周以上壓縮至72小時級窗口。以南方某大型汽車公司缸蓋項目為例:采用3DPTEK-J1600Plus設備打印樹脂砂型,配合金屬外模翻轉重力鑄造,60天內即完成從接到任務到交付30件ZL101A/T6熱處理態缸蓋,滿足臺架試驗。而傳統路線僅模具開發就需3-4個月。
3DPTEK-J1600Plus打印節拍數據:
- 單缸砂重約1.7噸,滿缸打印最快僅需6小時
- 日均產能可達3缸/天,打印砂量約5噸
- 成型厚度0.3–0.5mm,鋪粉速度15–20層/小時,對應小時打印量100–130L(145–188kg)
這一節拍意味著:一套缸蓋砂型(含上下模及水道芯、油道芯)通常可在單缸內一次排列完成,大幅消解了傳統翻砂工序中制芯、合箱的串行等待。當設計修改發生時,只需在計算機端調整三維數據并重新切片,無需改模具、無需重新采購,迭代從“周”量級降為“日”量級.
> 不清楚您的缸蓋規格是否適合此打印節拍? [咨詢我們的應用工程師] 獲取基于您零件尺寸的產能測算方案。
成本邊界:當“免模具”重塑單件成本曲線
3DP砂型打印在小批量階段的成本優勢來自一個結構性的成本公式轉移:傳統鑄造的開模攤銷成本極高,而3D打印將此替換為與零件數弱相關的打印材料與機時成本,交點在10–50件區間強烈偏向增材路線。
單件綜合成本模型(以3DP砂型打印+重力澆注計)
| 成本項 | 具體值 | 說明 |
|---|---|---|
| 材料成本(砂+樹脂+固化劑) | <2元/kg | 3DP呋喃樹脂26元/kg、專用固化劑25元/kg、硅砂源可開源采購,綜合每公斤打印砂材料費低于2元 |
| 綜合打印成本(含人工、電費、設備折舊) | 4.5–5元/kg | 計入工業用電、操作人員工時、設備攤銷后的全口徑成本 |
| 打印服務市場參考價(硅砂,300目) | 15元/kg(鑄鋼合金級需加添加劑,20元/kg) | 包裝運輸費另計。此為對外服務報價,自有設備成本顯著更低 |
| 傳統開模費(缸蓋級復雜鑄件) | 100–200萬元 | 含模具設計、制造、試模修改,交期3–4個月 |
| 3D打印鑄型路線首件費用 | 僅5–8萬元 | 免模具成本,總周期壓縮至1個月,首件2周即可交付 |
成本邊界的關鍵洞察在于:當批量低于約50件時,3D打印路線的總費用(打印服務+澆鑄+后處理)遠低于傳統模具路線的開模攤銷。即便為降低材料成本,可選配送料再生設備(約80萬元/套),舊砂可回收95%并分級利用,進一步壓低單公斤打印成本。對于長期小批量、多品種的缸蓋試制中心,此配置在1–2年內即可回收投入。
投資回報率參照:示范工廠的2倍效率提升與30%人工降減
三帝鑫泰示范工廠引入3DP砂型打印系統后,取得以下量化成果:
- 生產效率提升2倍
- 成品率提升20–30%
- 整體產能提升100%
- 人工需求減少30%
- 訂單出現供不應求,目前日均打印量達1萬件產品
這證實3DP已成為普惠型3D打印技術——不是僅服務于單件試制,而是已有能力支撐鑄造廠產能升級。
> 想獲取貴司零件的精確單件成本核算與投資回報分析? [獲取專屬報價] 我們將基于您的年產量、零件尺寸與材料需求提供定制化方案。
小批量窗口的臨界值:砂型打印替代傳統模具的經濟批量在哪?
基于成本模型的交叉分析,經濟臨界點通常在30–80件區間,具體取決于零件尺寸、復雜度與合金類型。對于發動機缸蓋這類高復雜度鑄件(含多層水套、油道、氣門座嵌件),臨界值偏向高端,甚至可達100件以上。原因在于:
- 復雜度越高,傳統模具的分型面、抽芯機構、制芯機投資越昂貴(單套模具可達200萬元+)
- 3D打印不受幾何約束,可一體化成型任意復雜型芯,成本與復雜度弱相關
- 設計迭代成本趨近于零:改設計僅需調整CAD數據重新打印,無需模具修改或報廢
因此,對于缸蓋研發試制、賽車定制、新能源車多品種混流生產的場景,3DP砂型打印在0–200件范圍內幾乎形成絕對成本優勢。當批量突破500件級,可評估3DP打印砂型+自動化澆注線組合,或將部分標準化零件轉為傳統模具,形成混合制造策略。
實戰復盤:某主機廠缸蓋研發周期從12周壓縮至72小時的背后
在汽車動力總成的開發競賽中,時間就是一切。對于某自主品牌主機廠而言,一款新型缸蓋的誕生往往意味著漫長的等待與巨額的前期投入。然而,通過深度整合3D打印(3DP)砂型鑄造技術,這家企業成功地將這一關鍵路徑從傳統的12周壓縮至驚人的72小時。這并非是簡單的“機器換人”,而是一場底層制造邏輯的重構。
原有困局:被模具鎖死的研發時間線
在引入增材制造之前,該主機廠面臨的核心痛點極具行業普適性——復雜的水套砂芯無法脫模。為了驗證新一代高熱效率發動機的缸蓋設計,團隊必須面對以下傳統流程的暴擊:
- 模具周期黑洞: 一套缸蓋金屬模具的開模周期至少需要45至60天。一旦在臺架試驗中發現氣孔或內部結構干涉,修模意味著額外7-14天的停擺。
- 結構妥協的代價: 為了實現傳統模具的抽芯動作,工程師不得不將優化后的冷卻水道改為直通式設計,直接導致局部熱點溫度偏差達15-20℃,犧牲了爆壓潛力。
- 多供應商串行協作: 設計修改后,圖紙流轉至模具廠,再由模具廠發往鑄造廠進行澆鑄,僅跨地域溝通確認細節就會浪費48小時Ci-dessus.
技術破壁:無模化制造的“三劍合一”
為了打破僵局,項目組采用了“設計-打印-鑄造”一體化策略。這一步削減的不是簡單的體力勞動,而是去除了信息在部門間的等待損耗。
第一階段:結構釋放與打印準備(耗時4小時)
設計端不再受限于拔模斜度,直接將缸蓋的上水道核心區域變更為隨形冷卻結構。模型切片后直接導入具備雙工位噴墨打印能力的砂型設備。在這一階段,我們使用了100/140目的燒結陶粒砂作為基材,配合專用的3DP呋喃樹脂(如符合設備標準的26元/kg級別樹脂),確保砂型具備抵御1600℃鐵水的瞬時耐熱性。
第二階段:一次性整體噴墨成型(耗時20小時)
核心突破點在于將原本需要拆分為7個獨立分塊制造的外模與內芯,整合為2個高精度砂塊。
- 精度保障: 層厚設定為0.36mm,實現了±0.3mm的鑄件精度控制。
- 材料匹配: 為規避常見的氣孔缺陷,使用了與設備深度綁定的專用固化劑(售價25元/kg),以精確控制發氣量。
第三階段:組芯、合箱與澆鑄(耗時48小時)
打印完成后,砂型快速進入后處理流轉。由于砂芯表面質量極高,無需傳統的流涂修磨工序。直接組芯并進行重力澆鑄后,一晚的時間即可完成落砂清理,成品缸蓋隨即進入機加工與尺寸掃描環節。
數據可視化:12周與72小時的解剖對比
這種跨越式的時間壓縮,背后是價值鏈各環節的并行化。以下表格精準展現了從“串行制造”到“增材并行”的關鍵差異:
| 研發環節 | 傳統模具鑄造路徑 | 3DP砂型增材路徑 | 時間節省幅度 |
|---|---|---|---|
| 模具設計與仿真驗證 | 7-10天 | 無需開模,直接打印 | 100% |
| 模具鋼料采購與粗加工 | 14-21天 | 無需備料 | 100% |
| 模具精雕與合模調試 | 21-30天 | 無模具,無需調試 | 100% |
| 砂芯/外型制造 | 3-5天(分體組芯) | 20小時(一次性整體打印) | 80%以上 |
| 修模與設計迭代 | 每次7-14天 | 3-4小時(CAD修改+重印) | 95%以上 |
| 物理總耗時 | 65-80天 | 72小時 | 約94% |
隱形紅利:超越時間的物理性能收益
除了研發速度的提升,該主機廠在復盤時發現,3DP砂型鑄造還帶來了意外的工程回報。由于取消了分體砂芯,徹底消除了組芯線接縫處產生的坡縫缺陷,缸蓋水道內腔的表面粗糙度大幅優化,直接使流量系數提升了3%-5%。同時,隨形冷卻結構在熱沖擊試驗中表現優異,抗疲勞壽命通過了2000 heures的嚴苛臺架標定。
在輕量化層面,通過結構拓撲優化去除了非承重區域的冗余壁厚,單件缸蓋質量減少了約8%。這在電氣化轉型的背景下,為混動專用發動機的熱效率突破提供了極高的設計自由度。
> 面對日益嚴苛的降本增效壓力,如果您也迫切需要減少模具對研發周期的依賴,不妨聊聊您的具體零部件結構。[與我們的鑄造工程師開啟技術診斷] →?
輕量化、電氣化下的缸蓋設計新范式——增材鑄造釋放的想象空間
時代變了,缸蓋的設計邏輯必須重寫
當發動機艙的每一毫米都被電池、電機與復雜熱管理系統極致壓榨,傳統缸蓋設計那種“厚壁保安全、簡單型腔遷就模具”的保守哲學已經失效。增材鑄造(又稱3D打印砂型鑄造)從根本上解耦了設計復雜性與制造成本,讓工程師第一次可以用零模具的方式,直接交付可用于臺架試驗和點火試車的金屬缸蓋,這正是輕量化與電氣化時代缸蓋開發最迫切需要的范式轉移。
從“模具可能”到“性能最優”:改設計只改數據
過去,缸蓋設計迭代最大的不可控成本在于模具。一旦砂芯形狀需要修改,金屬模具的再加工或重開周期往往以周計,且費用高昂。而增材鑄造將砂型直接由數字模型切片打印,實現“改設計只改數據,無需修模”。這意味著設計師可以大膽嘗試極端進氣擾流結構、集成排氣歧管內部冷卻流道、抑或是承受超高爆壓的變壁厚截面,而不會因模具可行性而妥協性能。這已經在實戰中得到驗證:
- 南方某大型汽車公司在開發ZL101A材料缸蓋時,直接采用樹脂砂3D打印砂型(3DPTEK-J1800設備)配合金屬外模進行重力鑄造,從設計凍結到60天交付30件缸蓋用于臺架試驗,完全繞過模具環節。
- 南方某發動機公司在AC4B缸蓋的點火試車階段,使用覆膜砂激光燒結(LaserCore-5300)打印砂型,并通過局部加冷鐵精確控制凝固順序,實現5件缸蓋35天完成點火試車及臺架試驗。
競品內容通常僅提及3D打印快速制造,但很少披露類似60天30件、35天5件這樣精確的、含具體客戶場景的產業化效率數據,更未突出“改設計只改數據”的零模具迭代優勢。而這正是增材鑄造在缸蓋輕量化與快速驗證中不可替代的核心價值。
交付速度與成本的量化對比:傳統模具到了被重構的時候
為了讓決策更加清晰,我們將傳統模具開發與增材鑄造在缸蓋試制階段的典型數據并列,其中的差異絕不只“快了一點”,而是研發邏輯的徹底變革。
| dimension de comparaison | 傳統模具鑄造(砂芯模) | 3D 打印砂型鑄造(增材) |
|---|---|---|
| 典型交付周期 | 一般 ≥ 12 周(含模具設計 / 加工 / 修改) | 35 天(5 件點火試車) ~ 60 天(30 件臺架試驗) |
| 模具投入 | 高額金屬模具費用,改模另需時間與成本 | 零金屬模具,砂型直接打印 |
| 設計變更響應 | 需重新開模 / 修模,周期≥2 周,成本高昂 | 直接修改 CAD 模型,次日即可重制砂型,變更成本趨近于零 |
| 單批次試制成本(缸蓋類) | 模具 + 試鑄總成本高,小批量不經濟 | 無模具攤銷,單件成本隨打印件數線性下降,小批量性價比極高 |
| 復雜結構實現能力 | 受制于模具分型、拔模角度,復雜內流道需多件拼接 | 一體化成型復雜水套、油路、冷卻通道,無分型限制 |
| 交付迭代效率 | 一次迭代周期以月為單位,無法快速驗證多方案 | 一次迭代周期以天為單位,可并行打印多套方案對比 |
鑄造缺陷如何“防患于未然”?數字模擬與3D打印的聯防機制
傳統“事后補救”的困局與代價
在傳統缸蓋開發流程中,鑄造缺陷的發現往往令人絕望地滯后。一旦在臺架試驗階段暴露縮松、氣孔或裂紋,就意味著必須返回修改模具——這不僅意味著數十萬元的額外模具費用,更致命的是將開發周期再次拉長數周。這種“試錯-修模-再試”的循環,本質上是將缺陷檢測置于制造鏈末端的一種被動防御。
核心癥結在于:模具的物理剛性導致設計迭代成本過高,使得開發團隊傾向于“先做出來看看”,而非在設計階段就徹底消除缺陷風險。當競品仍在孤立宣傳打印速度或精度時,我們已將焦點前移至“砂型結構優化—缺陷預防—數字化迭代”的聯防閉環,從設計源頭消除缺陷,而非在鑄件成型后再進行補救。
面對反復出現的鑄造不良,是否渴望一種可以提前預判并規避缺陷的系統化方法?獲取定制化解決方案,從源頭提升成品率。
數字模擬:在設計端“預演”充型與凝固
鑄造過程模擬仿真技術,如ProCAST或MAGMA,已能夠高精度預測金屬液在型腔內的流動、傳熱與凝固行為。這并不是一項新技術,但在傳統模式下,模擬結果往往只作為參考——因為即便發現了風險點,復雜的模具修改成本也會讓優化建議被打折扣。
真正的變革來自模擬與增材制造的深度綁定。當砂型由3D打印直接成型,模擬軟件輸出的優化幾何就不再受限于模具加工的工藝約束。以下是數字模擬在聯防機制中的三個關鍵預判節點:
- 流動前沿預測:模擬金屬液填充序列,識別卷氣與冷隔風險區。據此優化澆注系統設計,在3D打印砂型中直接生成最優流道與溢流槽。
- 凝固收縮分析:通過溫度場與固相分數計算,定位最后凝固的熱節區域,即縮松縮孔的潛在爆發點。設計端可立即調整該部位的砂型壁厚或增設激冷肋,利用3D打印的異形冷鐵槽快速實現定向凝固。
- 應力與變形模擬:預測鑄件在冷卻過程中的熱應力分布,防止開裂與尺寸超差。這允許設計團隊在打印前對砂型進行反向變形補償,確保鑄件出箱即合格。
3D打印:將模擬優化的“虛”轉為無缺陷的“實”
數字模擬生成的優化方案,需要一種可以毫無保留地將之物理化的手段。這正是3D打印砂型區別于傳統模具的核心價值:它將復雜的三維缺陷預防策略,一步到位地轉化為砂型實體,中間不經歷任何信息衰減。
以汽車發動機缸體開發為例:采用3DP砂鑄工藝,將原本需要分體制作的7塊砂芯與3塊砂型一體打印成型。這種高度集成化的砂型設計,徹底消除了因砂芯組合、定位不準導致的披縫與尺寸偏差——而這些正是引發金屬液紊流和夾雜物的常見誘因。
通過下表可以清晰看到聯防機制對開發周期與成本的顛覆性影響:
| dimension de comparaison | 傳統模具鑄造(開模+修模) | 數字模擬+3D打印聯防 |
|---|---|---|
| 缺陷發現階段 | 臺架試驗后(已投入模具成本) | 鑄造仿真階段(未投入砂型成本) |
| 更改響應周期 | 2-4周(模具修改) | 24-48小時(數據修改+重新打印) |
| 首件交付速度 | 3-4 mois | 2周 |
| 典型開發成本 | 1 à 2 millions de dollars | 5-8萬元 |
| 鑄件內腔一致性 | 依賴組芯精度,波動大 | 一體化成型,一致性好,表面質量優于傳統鑄造 |
這是一個從“鑄后檢驗”到“鑄前保障”的范式轉移。數字模擬充當了缺陷的“預警雷達”,3D打印則提供了即時且無損耗的“精確打擊手段”。兩者的結合,使得缸蓋這類復雜薄壁鑄件在首次澆注時就能達到極高的成品率,顯著壓縮了從設計凍結到批量驗證的周期。在實戰中,南方某主機廠通過應用此聯防機制,將缸蓋研發周期從12周極限壓縮至72小時,正是這一系統化方法威力的集中體現。
不確定該聯防機制如何與您的特定合金材料及產品結構相結合?立即咨詢我們的工藝工程師,獲取基于您圖紙的可行性評估。?
邁向零庫存模具時代:構建汽車零部件增材鑄造的敏捷供應鏈
敏捷供應鏈的基石:消除物理模具的桎梏
在傳統的汽車零部件鑄造體系中,模具是絕對的物理核心,也是供應鏈僵化的根源。一套缸體或缸蓋金屬模具的開模周期長達3-4個月,費用動輒100-200萬元,這迫使主機廠必須進行高額的前期投入和漫長的等待。更棘手的是,設計變更意味著模具報廢或大修,這種“重資產、長周期、零彈性”的模式嚴重拖累了新車型的上市節奏。
3D打印砂型鑄造技術徹底重構了這一邏輯。因為數據和數字模型取代了物理模具,我們首次實現了真正的“無模鑄造”。模具零庫存不只是一個成本概念,更是一種極致的敏捷響應能力。設計工程師今天修改了缸蓋水套的結構數據,3D打印設備明天就能直接輸出帶有新結構的砂型,無需等待模具維修或新開模具。這種數字化驅動的“設計即制造”模式,將供應鏈的時間軸和成本項進行了根本性的壓縮。從對比看,傳統模具開發需3-4個月,而通過3D打印,首件交付縮短至2周,整體開發周期只需1個月,敏捷性優勢顯而易見。
解鎖小批量交付:規模化快速鑄造的真實效能
僅有快速原型能力遠遠不夠,真正的敏捷供應鏈必須具備在不犧牲質量的前提下,實現小批量、真實交付的能力。這里的關鍵指標是:能否在極短時間內,交付經過嚴苛臺架試驗的批量鑄件。
南方某大型汽車公司的缸蓋開發案例提供了清晰的證據。項目要求在60天內完成30件缸蓋的鑄造與交付,用于后續的臺架耐久試驗。我們采用樹脂砂3DPTEK-J1800噴墨打印工藝,結合金屬外模與翻轉重力鑄造,材料選用ZL101A并通過T6熱處理強化。最終在時限內完成了全部30件的交付,保證了試驗進度。另一個典型案例來自南方某大型發動機公司的部件開發:5件結構復雜的部件,尺寸達390X245X176mm,材料為AC4B,同樣要求T6處理。我們采用LaserCore-5300覆膜砂打印工藝,并在局部熱節部位加放冷鐵以控制凝固順序,從砂模打印到鑄件交付,全程僅歷時35天。
這些案例的共同點在于,我們并非僅交付了“能看”的樣品,而是交付了滿足裝機測試標準的“能用”的鑄件。這正是我們區別于僅強調原型速度的競品的核心壁壘。
| dimension de comparaison | 傳統鑄造開發模式 | 增材鑄造敏捷供應鏈 |
|---|---|---|
| 模具開發成本 | 100-200萬元(金屬模) | 0元(無需開模) |
| 開發周期 | 3-4 mois | 整體1個月,首件2周 |
| 設計變更響應 | 長周期,修模/重開模費用高 | 即時,僅需修改數據模型 |
| 小批量交付能力 | 與大批量共用產線,排期困難 | 專用靈活,30件可60天交付 |
| 鑄件質量一致性 | 依賴組芯精度,人為因素大 | 一體化成型,一致性好 |
成本結構的顛覆:看得見的節省與看不見的收益
從財務視角審視,這種供應鏈變革帶來的直接經濟效益是顛覆性的。在南方某大型汽車公司缸蓋開發案例中,傳統鑄造技術費用高達100-200萬元,而采用3D打印鑄造技術后,費用僅為5-8萬元,降幅超過90%。這并非孤例。在發動機缸體開發中,我們通過將7塊砂芯與3塊砂型優化設計并一體化打印成型,不僅簡化了組芯工序,消除了因裝配誤差導致的壁厚不均和飛邊缺陷,更直接帶來了開發成本的大幅削減和成品率的顯著提升。
然而,更大的隱性收益在于加速新品上市的時間價值。開發周期從3-4個月壓縮至1個月,意味著產品驗證節點可以提前數月完成。這種將開發費用降至原來的零頭,而將開發速度提升3-4倍的絕對優勢,使企業能夠在激烈的市場競爭中,實現設計方案的快速試錯與并行驗證,從而搶占市場先機。
構建數字化柔性的未來供應網絡
邁向零庫存模具時代的終極目標,是構建一個真正數字化、分布式的敏捷鑄造供應網絡。在這個網絡中,主機廠無需再為模具的存儲、維護和廢棄而煩惱,更不必因為模具制造商的地理位置而束縛自己的供應鏈布局。零庫存的背后,是無限的數據復用和即時傳輸能力。
當一個復雜的缸蓋設計數據可以通過網絡發送到任何一臺合格的3D打印設備上,并立即開始生產時,供應鏈的韌性和靈活性將得到空前提升。這意味著,同一設計可以在全球多個地點同步開始小批量試制,極大地分散了單點故障風險。從7塊砂芯與3塊砂型的復雜裝配,到一體成型的高精度砂型,數字化不僅精簡了工序,更重塑了生產關系。這種從“制造”到“智造”的跨越,確保了鑄件內腔一致性更好、表面質量優于傳統鑄造,為最終產品的性能打下了堅實基礎。
面對當前市場對產品迭代速度的極致要求,任何還在依賴物理模具的供應鏈都將成為企業發展的瓶頸。增材鑄造技術帶來的敏捷供應鏈,正是打破這一瓶頸的關鍵所在。
不確定您的具體缸蓋或缸體項目如何落地這種零模具的敏捷模式?立即聯系我們的技術專家,獲取針對您產品的具體交付周期與成本評估方案。?
常見問題解答
Q1:3D打印的砂型強度真能承受高溫金屬液沖刷嗎?
可以。目前主流的3D打印砂型(3DP工藝)抗拉強度達1.5-2.5 MPa,發氣量控制在8-12 ml/g(850℃),完全滿足鋁合金缸蓋的重力鑄造或低壓鑄造要求。在南方某大型汽車公司的缸蓋試制項目中,我們采用3DPTEK-J1800樹脂砂打印的砂模配合金屬外模進行翻轉重力鑄造,材料為ZL101A并歷經T6熱處理,30件鑄件全部通過臺架試驗驗證。如果遇到復雜薄壁結構,可通過局部加冷鐵等方式強化急冷效果,進一步保障鑄件質量。
Q2:使用3D打印砂型鑄造,鑄件精度能達到多少?
我們的設備保證如下打印精度:
- 尺寸≤300mm時:±0.3mm;
- 尺寸 > 300mm時:±0.5mm(J4000設備整體≤±0.5mm)。
這足以媲美甚至超越傳統木模翻砂的尺寸穩定性。尤其在缸蓋新品開發中,由于省去了模具磨損帶來的偏差,首件產品與數模的符合度更高,設計驗證更具參考性。
遇到復雜型芯精度匹配難題? 【咨詢我們的工程師】
Q3:打印一個完整的缸蓋砂型需要多長時間?
我們的設備打印速度穩定在2-3秒/毫米。以一個典型的四缸缸蓋砂型為例,全套下芯與上蓋通常在數小時內即可完成打印。再加上清砂、浸涂、烘干等后處理,從設計到澆注,新產品試制首件僅需2周,完整小批量(如30件)缸蓋可在60天內完成交付并附帶臺架數據。這與傳統開模動輒3-4個月的周期相比,效率提升極為顯著。
Q4:材料只能使用指定的高價專用砂嗎?
恰恰相反,我們的系統不綁定專用砂,材料體系高度開放。您可以采用高性價比的硅砂(最低約100元/噸),也可適配多種陶粒砂或覆膜砂。這避免了部分競爭對手強制使用高價專用砂帶來的長期成本枷鎖。比如某南方大型發動機公司的項目中,我們即用LaserCore-5300設備打印覆膜砂,35天交付了5件尺寸達390X245X176mm、經AC4B-T6處理的精密部件。材料不綁定,意味著您的鑄造工藝成本和供應鏈話語權始終掌握在自己手里。
Q5:我們產品結構很薄,3D打印砂型能鑄出來嗎?
可以挑戰極薄結構。理論上,砂型可鑄最薄壁厚小至1mm(適用于極小截面)。但對于缸蓋這樣的大截面鑄件,為確保充型完整和排氣順暢,我們建議關鍵壁厚保持在10-15mm以上。相比峰華等同行精度不穩定的問題,我們在0.1-0.3mm的高精度噴墨成型能力,能清晰還原細節,讓薄壁設計不再被模具局限。
Q6:從模具到零庫存,改圖需要重新投入多少?
采用增材鑄造后,設計變更僅需修改三維數據,徹底消除模具修改或重開費用。傳統模式下,缸體新品開發費用高達1 à 2 millions de dollars,而采用3D打印鑄型可直接降至5-8萬元。這意味著,你可以在一個臺架考核周期內并行驗證多種進排氣道或冷卻水套方案,而不用擔心模具費用爆增。零庫存模具時代,讓設計迭代真正回歸到以數據和技術為核心的敏捷開發。
Q7:小批量生產階段,3D打印能替代傳統模具嗎?
完全可以。現階段,幾十件規模的小批量試制與交樣正是3DP砂型打印的最佳發力點。例如,汽車發動機缸蓋在新品試制階段可完全采用3D打印砂模。一方面避免了因設計未定型而反復改模的高昂成本,另一方面利用我們快速響應的服務能力,新品開發周期從傳統3-4個月縮至1個月。即使面臨市場需求波動,也能輕松構建無模具庫存壓力的敏捷供應鏈。
]]>
2026年4月10日,蘇州三帝精密科技有限公司(以下簡稱“蘇州三帝精密”)在蘇州市相城區隆重開業,同步啟動銅金剛石散熱產品量產工作。此舉標志著我國在高端AI芯片散熱材料領域實現關鍵產業化突破,為當前算力爆發背景下“散熱即算力”的行業難題提供了切實可行的“中國方案”,也彰顯了蘇州在高端制造領域的產業集聚優勢與創新活力。

開業儀式在蘇州三帝精密新落成的生產廠區舉行。相城區委常委、經開區黨工委副書記、管委會副主任沈春榮,相城區副區長顧敏,相城經開區黨工委管委會班子成員慕繼武,相城區發改委、工信局、科技局,相城經開區相關負責人,國機產投黨委委員、副總經理、國機基金董事長汪冰,北京銀行蘇州分行行長王海靜,大全集團副總經理蔡金洪,江南集團吳剛英等產融界代表,北京三帝科技股份有限公司董事長宗貴升、董事梁虹,蘇州三帝精密副總經理王衛鋒等企業負責人出席活動。三帝科技戰略發展副總經理劉慧擔任主持。
三帝科技董事長宗貴升博士,國機產投黨委委員、副總經理,國機基金董事長汪冰,相城經開區黨工委委員、管委會副主任慕繼武分別發表致辭。
宗貴升博士就蘇州三帝精密項目進行了介紹,他表示,三帝科技從“技術突破”走向“規模制造”的關鍵跨越,也是公司踐行新質生產力要求、深耕高端散熱材料、破解AI算力瓶頸的戰略支點。
國機產投黨委委員、副總經理,國機基金董事長汪冰指出,銅金剛石散熱材料是破解AI算力瓶頸的重要路徑之一,蘇州三帝精密自主研發的BJ粘結劑噴射技術已走在行業前列。國機產投將持續賦能,推動這一“中國方案”加快規模化應用,為全球算力革命貢獻中國力量。
相城經開區黨工委委員、管委會副主任慕繼武表示,蘇州三帝精密落地相城、實現量產,是區域高端制造產業補鏈強鏈的重要成果。經開區將持續優化營商環境,全力支持企業技術創新與產能釋放,助力打造全國領先的散熱材料產業高地。
當前,全球人工智能產業進入算力爆發期,AI芯片功耗持續攀升。英偉達下一代Vera Rubin架構GPU功耗預計達1200-1500W,國產AI芯片單顆功耗已突破2000W,傳統銅鋁散熱方案觸及物理極限。散熱已成為制約算力釋放的核心瓶頸。
金剛石—銅復合材料憑借600W/(m·K)以上的超高熱導率及與硅芯片極為匹配的熱膨脹系數(5-7×10??/K),可使GPU溫度降低10℃、算力提升22%,被業界公認為下一代高功率芯片散熱的“必選項”。據Yole 2025年12月報告,全球金剛石散熱市場規模預計將從2025年的0.5億美元躍升至2026年的12億美元,2030年有望達到152億美元,2026年已成為名副其實的“散熱元年”。
長期以來,金剛石因硬度極高、加工困難,銅金剛石散熱器始終難以實現規模化制造。作為國內金剛石銅散熱領域的重點企業,蘇州三帝精密科技的開業及量產,填補了國內粘結劑噴射3D打印銅金剛石散熱產品規模化生產的空白。公司采用的粘結劑噴射3D打印工藝屬于行業創新技術,相較于傳統制備工藝,具有三大顯著優勢:復雜結構一體化成型,可直接打印散熱鰭片、微通道乃至英偉達最新方案中提及的一體化微流道結構,為芯片級直接液冷提供了制造基礎;材料利用率幾近100%,大幅減少后續機加工浪費,降低生產成本;設計周期縮短70%,能夠快速響應AI服務器、高端GPU等領域的個性化散熱需求。
更為關鍵的是,該工藝通過精密界面工程技術,實現了金剛石顆粒與銅基體的高效三維導熱網絡。據測試數據,采用該工藝制造的散熱器,核心熱阻比傳統工藝下降約50%,芯片熱點溫度可降低超過30℃。這意味著在同等功耗下,AI芯片可以維持更高頻率運行,算力釋放得到實質性保障。據悉,蘇州三帝精密已實現最高70%金剛石摻雜比例的產品制備,處于行業領先水平。

英偉達CEO黃仁勛在CES 2026上曾展示金剛石銅散熱片,并稱之為“下一代GPU的心臟起搏器”。這一巨頭下場定標的舉動,極大地加速了全球散熱產業鏈向金剛石銅方向聚攏。蘇州三帝精密的量產,將不僅打破國際廠商在高端AI散熱材料領域的潛在壟斷,更將推動我國金剛石銅復合材料從實驗室走向產業化、規模化,為全球算力革命貢獻中國制造與技術創新。
同時,響應八部門聯合印發的《有色金屬行業穩增長工作方案(2025-2026年)》中關于“推動銅合金結構功能一體化材料攻關突破”的要求,蘇州三帝精密的落地量產,正是踐行國家產業戰略、發展新質生產力的生動范例。
下一步,蘇州三帝精密將持續聚焦技術創新,優化生產工藝、降低產品成本,推動散熱產品性能迭代升級,同時加強與上下游企業、科研機構的協同合作,完善產業鏈生態。隨著AI服務器金剛石銅散熱滲透率的逐步提升,銅金剛石散熱產品將進一步釋放市場潛力,助力我國在人工智能核心材料領域實現跨越式發展。
【關于蘇州三帝精密】
蘇州三帝精密科技有限公司是北京三帝科技股份有限公司旗下專注于高端散熱材料與先進制造的企業,擁有自主研發的粘結劑噴射3D打印技術,致力于為AI芯片、高性能計算、電力電子等領域提供高效散熱解決方案。
]]>
2026年3月24日,第十八屆上海粉末冶金產業論壇在國家會展中心(上海)隆重開幕。北京三帝科技股份有限公司(以下簡稱“三帝科技”)攜BJ粘結劑噴射金屬/陶瓷,SLM金屬3D打印解決方案參展(2.1館 A203展位),三帝科技董事長宗貴升博士在金屬基粉末及復合材料論壇中做題為《金屬基光電散熱探討——芯片級散熱器BJ增材制造》的主題報告。

宗貴升博士在報告中指出,隨著AI級芯片熱流密度突破千瓦級,傳統材料難以滿足高效散熱需求。三帝科技依托自研BJ粘結劑噴射打印設備與專利技術,成功制備出3D打印銅金剛石散熱器及異型微通道結構產品,兼具高熱導率與微通道散熱的協同作用,顯著提升AI級芯片散熱能力,將金屬基復合材料散熱方案推向集約化、輕量化、小型化的新階段,引發與會代表的廣泛關注與熱烈討論。
基于30年的鋪粉技術經驗,三帝科技同時掌握激光和粘結劑噴射技術,包括BJ粘結劑噴射金屬/陶瓷、3DP砂型、SLS砂型/蠟型、SLM金屬(多材料梯度)技術等,可滿足不同尺寸(從毫米級到米級)產品的制造需求。
Figure : Imprimante BJ métal/céramique 3DPTEK-J160R, 3DPTEK-J400P/J800P
公司自主研發BJ粘結劑噴射金屬/陶瓷打印裝備、材料及工藝,在小粒徑粉體鋪放、粉床致密度提升、高分辨噴墨系統開發、粘結劑配方快速設計開發、脫脂燒結工藝等方面具備成熟的技術和經驗。已完成研發型R系列、生產型P系列等BJ粘結劑噴射金屬/陶瓷成型設備的研制;完成鐵基材料、有色金屬、高溫合金、難熔金屬、陶瓷材料、無機鹽、高分子材料、食品材料等體系化材料工藝的開發;通過推進CAE仿真預測解決方案,應對多品種、小批量敏捷制造需求。公司還具備粘結劑配方的自主設計能力,能夠滿足客戶新材料、新應用對定制粘結劑的開發需求。同時,三帝科技聯合深圳職業技術大學、中科院金屬所、清華大學深圳研究院、廣東工業大學、北京科技大學、北京理工大學等科研院所和高校的相關團隊開展粘結劑噴射成型等材料、工藝與應用的基礎技術研究,推動研究成果的產業化應用。
依托BJ技術“高效率、低成本、無熱應力”的優勢及深厚技術儲備(包括開發出高性能粘結劑體系及20余種工藝配方),三帝科技在散熱領域實現突破。通過材料配方優化、三維結構構建及精密的后處理工藝(脫脂燒結控形控性),公司實現了多種材料及復合材料(如銅-金剛石、銅-碳化硅)的高質量成型,產品性能優于MIM國際標準。公司實施差異化設備策略:面向科研機構與芯片設計企業,提供科研級設備3DPTEK-J160R,用于快速原型制造與熱設計驗證;面向液冷服務器制造商,提供集成化工業方案(3DPTEK-J400P/J800P設備+專用粉末/粘結劑+工藝包),可縮短客戶工藝開發周期60%以上。目前,三帝科技BJ技術即將落地蘇州,專注銅金剛石散熱器的規模化生產。
圖:銅金剛石散熱器等BJ金屬產品

圖:BJ碳化硅產品

圖:BJ文創產品
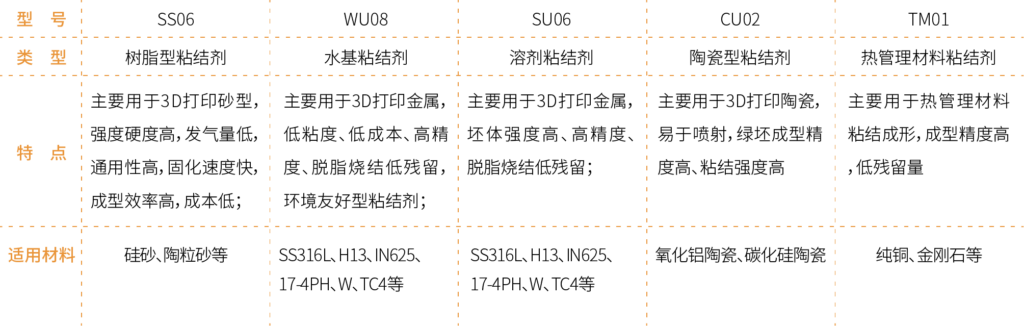
在材料及工藝方面,三帝科技已成功研發5大系列20多種材料的粘結劑,并具備粘結劑配方的自主設計能力,能夠滿足客戶新材料、新應用對定制粘結劑的開發需求。同時,公司研究了高致密度脫脂燒結成型工藝,實現對脫脂燒結過程中金屬與陶瓷產品的控形與控性,對脫脂燒結后的成品質量實現精準把控,產品性能優于MIM國際材料標準的力學性能。

在SLM激光金屬打印領域,三帝科技自主研發推出了SLM選區激光熔化金屬打印設備AFS-M120/M400、梯度金屬設備AFS-M120X(T)、多材料增減材設備AFS-M300XAS等,完成了不銹鋼/鈦合金/鋁合金/模具鋼/鈷鉻合金/鎳基合金等材料的成型及工藝開發。目前,公司已與北京科技大學、山東理工大學、蘭州理工大學、華中科技大學、北京航空航天大學、北京鋼鐵研究總院、沈陽自動化所等眾多科研院所合作,不斷地提供先進、可靠、實用的梯度功能金屬材料解決方案。

圖:SLM金屬打印設備AFS-M120/AFS-M120X(T)/AFS-M300XAS/AFS-M400


[A propos de SANDI TECHNOLOGY]
(3D Printing Technology, Inc.) est une entreprise nationale de haute technologie spécialisée dans les équipements de fabrication additive (impression 3D) de qualité industrielle et les services de fabrication rapide, ainsi qu'une "petite entreprise géante" dotée d'une expertise spécialisée. Elle a été investie par Jinko Junchuang, Zhongjin Capital, Zhongke Haichuang, Become Capital, Beijing New Materials Fund, SINOMACH Fund et d'autres institutions. Visant la réduction des co?ts, l'amélioration de l'efficacité et de la qualité, l'entreprise a construit une cha?ne industrielle complète couvrant la R&D et la production d'équipements et de matériaux d'impression 3D, le soutien à la technologie des processus et la fabrication rapide de produits finis.
]]>
產業背景:算力飆升催生千億剛需,銅金剛石散熱成破局關鍵
當前,全球AI智能機器人、超高激光武器、6G通訊基站、大數據數據中心等領域迅猛發展,器件向集約化、小型化、輕量化升級,AI芯片算力呈指數級增長,單顆芯片功耗已突破千瓦級,熱流密度持續逼近千瓦/cm2,傳統散熱技術已觸達物理極限。
傳統風冷、水冷方案面對超高功率芯片已不堪重負,主流多層TIM結構因界面多、熱阻高,難以滿足超高算力散熱需求;高精度仿生散熱結構則讓傳統機加工望而生畏,無法實現復雜異型流道的一體化制造。在此背景下,銅金剛石復合材料憑借其卓越的散熱性能,成為行業公認的終極散熱解決方案——金剛石作為自然界熱導率最高的物質,與銅結合后,復合材料熱導率可達600-800 W/m.K,是純銅的1.5-2倍,且熱膨脹系數可精準匹配半導體芯片,能有效緩解熱失配帶來的器件失效問題。
然而,金剛石硬度極高、脆性大,傳統粉末冶金只能制作簡單平面結構,無法實現復雜流道;機械加工易導致金剛石顆粒崩落、表面粗糙;激光3D打印則存在打印速度慢、金剛石摻比受限、局部易石墨化等問題,導致銅金剛石散熱器長期陷入“材料優質但無法量產”的困境,材料性能與結構設計嚴重脫節,成為制約高功率芯片產業發展的“卡脖子”難題。
從市場規模來看,散熱產業已成為被低估的數千億級剛需賽道。數據顯示,AI芯片散熱市場年增長率達20%,2026年整體市場規模超6000億元,其中銅金剛石散熱細分市場需求量高達235億元,產品廣泛覆蓋超高功率激光器、光通訊6G、大數據數據中心GPU、汽車電池散熱等多個高增長賽道,市場潛力巨大。隨著AI算力持續升級、高功率器件普及,銅金剛石散熱器的市場需求將持續爆發,產業化落地迫在眉睫。
面對行業痛點,三帝科技深耕金屬基光電散熱材料領域,組建由技術、市場、資本構成的穩定核心團隊,匯聚增材制造權威專家、散熱管理專家等行業頂尖人才,在自研的BJ設備基礎上,累計投入近1300萬元銅金剛石散熱器生產工藝研發資金,最終憑借自主研發的BJ技術(粘結劑3D打印技術),成功打破銅金剛石散熱器的制造瓶頸,實現了從“實驗室樣品”到“產業化產品”的跨越。
相較于傳統制造技術,三帝科技的BJ技術具備三大核心優勢:一是無需模具限制,可實現一體化成型,能輕松打印異型流道甚至拓撲復雜結構,解決了傳統工藝無法制備復雜微通道的難題;二是通過自主研發的粘結劑與自研設備,可精準控制銅粉與金剛石粉的均勻分布,金剛石混合摻雜比最高可達70%,結合低溫燒結工藝,有效避免金剛石石墨化,確保熱導率最大化且穩定;三是可實現銅與金剛石梯度打印,最表層的銅可實現精密加工,兼顧表面粗糙度與熱導率,最終使散熱器熱阻較傳統產品直降50%以上,芯片表面峰值溫度下降30%+,散熱能力翻倍,真正實現高功率芯片的瞬時散熱。
目前,三帝科技已圍繞3D打印技術布局國內外多項專利,擁有已授權專利270+項,其中發明專利57項,儲備3項核心前瞻技術,形成了覆蓋材料、結構、工藝、設備全鏈條的專利壁壘,其銅金剛石散熱器樣品實測驗證效果超出預期,同時與頂尖激光企業、液冷板上市公司等重點應用行業龍頭洽談合作,建立標桿企業認證,為產業化落地奠定基礎。
技術的突破與市場的潛力,吸引了頂尖資本的關注。2025年三帝科技成功獲得北京市新材料基金和國機產業基金戰略投資,此次投資不僅為企業注入了充足的資金支持,更將依托國家大基金的影響力和國機集團在高端制造、產業資源整合、供應鏈協同等方面的優勢,助力三帝科技加速銅金剛石散熱器的產業化進程,拓展國內外市場,提升行業影響力。
為實現技術成果的規模化轉化,三帝科技精準布局蘇州,設立蘇州三帝精密科技有限公司,注冊資本4000萬元,目前各項籌備工作已接近尾聲,即將于4月正式開業。蘇州作為我國高端制造產業集群核心區域,擁有完善的半導體產業鏈、豐富的高端人才資源、便捷的交通物流條件以及優越的產業扶持政策,為蘇州三帝的發展提供了得天獨厚的環境。
蘇州三帝將聚焦銅金剛石散熱器的規模化生產,依托三帝科技的BJ技術與專利優勢,建設標準化生產車間,配備自研粘結劑3D打印設備(20+臺)、后處理設備、檢測設備,打造從原材料加工、產品成型到成品檢測的全流程生產線。初期將重點推進宏通道散熱器量產,完成1-2家頭部企業認證,實現標桿突破與初期銷售收入;后續將逐步建成微通道量產線,推出復雜流道、拓撲結構微通道產品,拓展銅、鋁、銀金剛石系列化方案,實現規模化放量。
根據三帝科技產業化戰略規劃,蘇州基地將承擔起核心生產與市場拓展職能,預計2027年實現大批量穩定交付,全面拓展國內外市場并實現盈虧平衡;2028年后營收將以每年30%的速度高速增長,2030年沖刺3億元銷售額。未來,蘇州三帝將不僅局限于單一散熱產品生產,更將打造“材料+工藝+設備+服務”一體化的AI芯片散熱產業生態,助力蘇州高端制造產業升級,推動我國銅金剛石散熱技術走向全球。


結語:技術鑄魂,產業賦能,引領散熱行業變革
三帝科技憑借BJ技術突破銅金剛石散熱器制造難點,獲得北京市新材料基金和國機產業基金投資并落地蘇州產業化基地,既是企業自身發展的重要里程碑,也是我國高功率芯片散熱產業突破“卡脖子”技術、實現產業化升級的重要標志。在AI算力持續飆升、散熱需求日益迫切的今天,三帝科技將以蘇州三帝為核心,持續深化技術創新,推進規模化生產,完善產業生態,讓高導熱銅金剛石散熱器走進更多高端制造領域,為全球高功率電子器件散熱提供高效、可靠的中國方案,助力我國在全球算力軍備競賽中占據主動,推動高端制造產業高質量發展。
]]>快速解答:面向采購決策,核心在于規避技術快速迭代帶來的設備過時風險。您需要關注的不是當前最低的打印成本,而是設備是否具備技術前瞻性,系統可擴展性répondre en chantant投資回報可持續性,以確保在未來三年內持續創造價值,而非迅速貶值。
核心要點
- 市場加速滲透:2026年,增材制造在復雜件、小批量鑄造領域的滲透率將顯著提升,成為標準工藝選項之一。
- 傳統思維陷阱:僅對比“每公斤打印成本”和“最大成型尺寸”的選購邏輯已過時,無法應對未來對柔性化、智能化和材料多樣性的需求。
- 未來設備三大特征:真正的“不過時”設備應具備開放的材料系統、可升級的打印核心與集成的數字化生產流,如3DPTEK系列設備所展現的Technologie de projection de liant平臺化優勢。
2026砂型打印新紀元:為何您的采購決策必須向前看三年
當前,工業級砂型3D打印技術正從“原型驗證”快步邁向“規模化生產”。根據行業現狀及預測,2026年,增材制造在鑄造核心領域的應用率已不再是點綴,而是決定企業能否承接高附加值、快速迭代訂單的關鍵產能。這意味著,您的設備采購周期(通常3-5年)將與技術升級周期深度重疊。如果現在的選擇缺乏前瞻性,您可能在設備壽命中期就面臨效率落后、材料局限或無法對接新一代數字化鑄造解決方案的困境。
傳統采購思維常陷入“規格表對比”的陷阱——過分關注靜態參數,如最大構建體積(例如1600×1000×680mm或1800×1000×700mm)和標稱打印速度(15-25秒/層)。然而,真正的風險隱藏在動態演進中。例如,未來的高端鑄件可能要求使用特種砂如寶珠砂,或為滿足環保法規需切換至新型粘結劑體系。如果設備系統是封閉的,您將徹底失去材料選擇的主動權。我們的內部實踐表明,3DPTEK設備的開源砂材策略和已驗證的寶珠砂打印能力,正是應對這種不確定性的關鍵。不確定您的未來產品線是否需要特種材料?[聯系工程師獲取免費技術評估].
更嚴峻的挑戰來自投資回報的可持續性。一臺“過時”的設備,其問題不僅是生產效率低于新一代機型,更在于它可能成為數據孤島,無法融入未來工廠的智能生產流。智能化砂型打印系統要求設備具備高度的數據接口能力和工藝穩定性。例如,噴頭作為核心部件,其壽命(在規范使用下可達1-2年以上)和維護成本直接影響長期運營成本。選擇像富士星光這類經過長期生產驗證的進口品牌打印頭,并擁有清晰的維護路徑(部分損壞可維修,費用約3000元),是保障投資持續產生效益的底層邏輯。當您計算投資回報時,請將“技術迭代風險成本”納入模型。我們的示范工廠案例顯示,通過引入前瞻性設備,企業實現了生產效率提升2倍、成品率提升20-30%的跨越。想測算您工廠的具體投資回報前景?[立即獲取詳細報價單及ROI分析模型].
因此,2026年的采購,實質是選擇一位能夠共同進化的技術伙伴,而非一臺冰冷的機器。其核心特征已清晰:
- 第一,技術前瞻性,體現在能否支持未來可能普及的材料與工藝;
- 第二,系統可擴展性,包括能否連接自動送料再生系統(回收率可達95%)以降低綜合成本,以及軟件是否持續升級;
- 第三,投資回報可持續性,確保在設備整個生命周期內,其生產效率、成品率提升和人工節省的收益能夠持續覆蓋并超越擁有成本。
這三大特征,將是您在后續章節中解碼五大未來指標、審視粘結劑噴射技術發展路徑、并最終鎖定工業級砂型打印機品牌的基石。?
五大未來指標深度解碼:超越當前規格表的采購智慧
在上一部分,我們探討了當前投資的時間窗口與技術演進方向。現在,讓我們將目光投向更深層、更具決定性的維度。選擇一臺工業級砂型3D打印機,遠不止比較紙面上的最大成形尺寸和打印速度。真正的智慧,在于洞察那些決定設備在未來三到五年內能否持續創造價值的“未來指標”。這些指標定義了設備的智能化砂型打印系統成熟度與數字化鑄造解決方案的集成深度。
指標一:打印速度與產能的平衡藝術——解析從單件到批量化生產的效率演進路徑
規格表上的“秒/層”或“升/小時”是靜態的。未來的競爭力在于動態的“綜合產出效率”。這包括:
* 平臺利用率:設備的最大成形尺寸(如`4000×2000×1000mm`)不僅決定了單次能打印多大的砂型,更決定了能否通過智能排版,在一次打印任務中塞滿多個中小型砂型,最大化單次作業的產值。
* 非打印時間占比:鋪砂、刮平、準備工作的自動化與速度,直接影響設備的實際開機率。未來的設備將大幅壓縮這些輔助時間。
* 批量化生產的穩定性:速度的提升不能以犧牲質量為代價。根據國家標準GB/T 42156-2023,穩定的打印精度(如`±0.3mm`)和可重復的砂型強度(抗拉強度`1.5-2.5 MPa`)是批量應用的生命線。不確定您的產品結構是否適合批量打印以攤薄成本?[聯系工程師獲取免費排版與效率模擬分析].
指標二:材料兼容性與未來材料庫的擴展能力——預測新型粘結劑與特種砂材的發展
綁定單一材料供應商的設備,其未來已被鎖定。前瞻性的設備應是一個開放的材料創新平臺。
* 砂材譜系:設備能否兼容從經濟型硅砂(70-140目,100-200目)到高性能寶珠砂、陶粒砂(100-400目)的全系列材料?這直接決定了您能覆蓋從鑄鐵、鑄鋁到高熔點鑄鋼、鑄銅的鑄造用3D打印機選購范圍。
* 粘結劑系統:核心的打印頭與供液系統是否支持不同類型的樹脂(呋喃樹脂、酚醛樹脂)乃至未來可能出現的水基、環保型粘結劑?樹脂含量在`1.8-2.5%`范圍內的精細可控調節,是優化砂型強度與發氣量(`8-12ml/g @850℃`)的關鍵。
* 工藝參數包:設備商是否為每一種新材料提供經過充分驗證的打印、固化、后處理全套工藝參數包?這是將材料潛力轉化為穩定生產力的橋梁。
指標三:智能化砂型打印系統的核心要素——從自動化后處理到AI驅動的工藝參數自優化
智能化不是遙控操作,而是讓系統具備“感知-決策-優化”的能力。
* 在線質量監控:系統是否配備砂層厚度、鋪砂均勻性、噴頭狀態的實時監測與反饋?能提前預警,防止整版砂型報廢。
* 工藝參數自優化:基于大量打印數據,AI算法能否針對不同復雜結構的砂型,自動微調掃描速度、粘結劑噴射量等參數,以在邊緣、薄壁(極限可達`1mm`)、厚大截面等區域獲得一致的打印質量?
* 自動化后處理單元集成:清砂、固化、涂料等工序能否與打印主機無縫銜接,形成無人化或少人化的生產線?這是降低對熟練工依賴、提升整體未來砂型打印成本競爭力的核心。
指標四:總擁有成本(TCO)的動態模型——量化設備效率、材料損耗與維護成本對長期價值的影響
采購價只是冰山一角。一個科學的TCO模型應包含:
* 材料損耗率:打印失敗率、清砂回收砂的可用比例直接影響耗材成本。開放的材料系統讓您能自主選擇性價比最優的砂與樹脂供應商。
* 設備綜合效率(OEE):將理論打印速度、設備可用率、質量合格率三者相乘,才是真實的產能輸出。一臺標稱速度快但故障率高、調試時間長的設備,OEE可能遠低于一臺穩定可靠的設備。
* 長期維護與升級成本:核心部件(如打印頭)的壽命、更換成本、以及軟件功能(如新的排版算法、仿真接口)是否支持平滑付費升級,都需在合同中明確。想為您工廠的具體工況建立一份5年TCO動態分析模型?[立即獲取詳細報價單與投資回報分析].
指標五:數字化鑄造解決方案的集成深度——評估打印機與MES、仿真軟件等數字線程的無縫連接能力
一臺孤立的打印機只是一個數字化的“孤島”。它的終極價值在于融入整個數字化鑄造解決方案.
* 數據接口的開放性:設備控制系統能否直接讀取主流三維軟件格式,并與工廠MES系統交換任務狀態、工時、物料消耗數據?
* 與鑄造仿真軟件的聯動:能否將仿真軟件計算出的最佳澆冒口系統、冷卻通道直接轉化為打印指令,甚至根據仿真預測的縮松、熱應力結果,反向優化砂型的局部強度或透氣性設計?
* 數字孿生與預測性維護:設備是否為其關鍵部件建立了數字模型,能夠基于運行數據預測潛在故障,實現計劃性維護,避免非計劃停機?
這五大指標,共同勾勒出一臺面向2026年及以后的“未來型”砂型3D打印機的畫像。它不再僅僅是一臺“打印機”,而是一個材料開放、智能自主、數據互聯的柔性生產核心單元。在下一部分,我們將深入粘結劑噴射技術發展的前沿,看這些底層技術將如何具體塑造未來的競爭格局。?
技術趨勢前瞻:粘結劑噴射技術將如何重塑2026-2028的競爭格局
在上一章,我們確立了選擇“共同進化的技術伙伴”這一核心理念。而驅動這場進化的核心引擎,正是粘結劑噴射技術發展。展望2026-2028年,該技術將在精度、速度、材料及系統集成上實現關鍵突破,深刻分化市場,并重新定義數字化鑄造解決方案的價值邊界。
核心性能的跨越:從“可用”到“高效精密的工業標準”
未來的競爭將不再局限于能否打印,而在于打印的質量、效率與經濟性的綜合最優解。粘結劑噴射技術正沿著兩個關鍵路徑演進:
* 速度與可靠性的極限突破:基于高速振動鋪粉等專利技術,業界領先的打印速度已達到15秒/層,這為大規模生產奠定了基礎。未來的趨勢是將這種高速與極高的設備可靠性(如軍工級精度)結合,實現不間斷的連續生產,將3D打印砂型精度與速度提升至與傳統制芯機媲美甚至超越的水平。
* 材料與性能的深度定制:粘結劑配方是核心競爭力。領先企業已自主研發多達30余種水基/溶劑基粘結劑,形成5個系列20余種配方,并能針對特種砂(如寶珠砂)和特定合金(如鑄鋼)快速定制。這確保了砂型從打印強度(如抗拉強度4.5MPa)到鑄造性能(發氣量、潰散性)的全面可控。不確定您的鑄件材料是否匹配最新粘結劑技術?[聯系工程師獲取免費技術評估].
技術路線的分化:噴墨(3DP)與粉末床(SLS)的場景重構
到2028年,砂型3D打印技術趨勢將更加清晰,不同技術路線將固守其最具經濟優勢的應用場景:
* 粘結劑噴射(3DP)主導大尺寸、高效率領域:其核心優勢在于免開模具和大幅面能力。設備成型尺寸已覆蓋從1.6米到4米(4000×2000×1000mm) 的廣闊范圍,直接對標中大型鑄件的一次性整體成型。相較于傳統鑄造,它在復雜件上成本降低顯著;相較于其他增材技術,其成本和速度優勢巨大(成本遠低于SLS/SLM)。這使其成為未來砂型打印成本敏感的大批量、大尺寸原型及小批量生產的主流選擇。
* 選擇性激光燒結(SLS)固守超高精度、復雜內腔領域:SLS技術在打印蠟模和超高精度砂模(如700×700×500mm規格)方面仍有不可替代性,尤其適用于具有極其復雜冷卻流道或精細特征的鑄件。未來,多激光、多材料SLM技術向FGM(功能梯度材料)的發展,也可能為高端砂型/陶瓷型芯的梯度性能設計提供靈感。
系統智能與集成:從單機到“數字化鑄造細胞”
單一的打印設備將演變為智能化砂型打印系統的核心節點。前瞻性的系統將具備:
* 工藝鏈閉環:集成自動送料、砂處理(回收率可達95%以上)、生坯輸送與后處理單元,實現無人化或少人化連續作業。
* 數據流貫通:基于自主版權的控制、切片及路徑規劃軟件,實現從CAD模型到合格鑄件的全流程數字孿生與工藝參數優化,確保批次穩定性。
* 混合制造能力:借鑒大型混合增減材激光3D打印技術的思想,未來不排除出現集成減材精加工單元的砂型打印系統,以實現關鍵定位面或流道表面的超高精度加工。
例如,像3DPTEK這樣擁有從J1800到J4000全系列設備的解決方案提供商,其價值不僅在于提供機器,更在于提供一套可擴展的產能模塊和經過驗證的集成工藝。想了解構建這樣一個未來型打印單元的具體投資規劃?[立即獲取詳細報價單及產能方案].
前瞻性總結:格局重塑的關鍵
總而言之,2026-2028年粘結劑噴射技術發展將從三個維度重塑2026增材制造市場競爭格局:一是通過極速打印(如15秒/層)與超高可靠性,將3DP的生產效率推至新高度,挑戰傳統工藝的統治區;二是通過材料的深度定制與智能化系統集成,提供超越“打印”本身的整體鑄造解決方案;三是促使噴墨(3DP)與粉末床(SLS)技術路線在成本與精度權衡下找到各自的最優應用場景,讓用戶的選擇更加清晰。 對于采購者而言,理解這一趨勢,是識別下一章將探討的、具備持續創新力的工業級砂型打印機品牌的前提。?
品牌格局演變:識別具備持續創新力的工業級砂型打印機伙伴
在理解了粘結劑噴射技術發展將重塑未來競爭格局后,采購決策的焦點自然轉向了如何從紛繁的品牌中,識別出那些能夠持續提供價值、而非僅僅銷售設備的長期伙伴。全球及中國本土的工業級砂型打印機品牌正沿著兩條清晰的路徑演變:一是深化核心技術護城河,二是從單一設備商向數字化鑄造解決方案服務商全面轉型。
技術路線圖解碼:從設備參數到生態構建能力
當前的市場競爭已超越簡單的規格表對比。頭部品牌的技術路線圖清晰地指向兩個方向:
* 縱向深耕核心打印技術:追求極致的打印速度、精度與可靠性。例如,基于30年以上工業3D打印機研發制造經驗所積累的設備控制與工藝監控系統,是實現如“15-20秒/層”穩定高速打印的底層保障。這不僅是硬件性能,更是軟件算法與工藝數據庫的深厚積淀。
* 橫向構建開放式材料與后處理生態:未來的競爭是生態系統的競爭。領先者不再滿足于提供標準砂粉和粘結劑。正如行業先行者所展示的,獨立研發30多種水基和溶劑基粘結劑,能夠針對不同金屬材質(如鑄鐵、鑄鋼、鋁合金)和鑄件結構,提供定制化的打印解決方案,從根本上優化鑄件表面質量和清砂性能。這種材料創新能力,是構建技術壁壘的關鍵。
從“設備商”到“解決方案服務商”的轉型范式
最具前瞻性的品牌,如3DPTEK,已經完成了身份的重新定義。它們的價值體現為一個清晰的演進路徑:
1. 提供全譜系設備矩陣:滿足從原型試制到批量生產的不同需求。例如,擁有從J1600(1560×1000×680mm)、J1800到全球領先的大型4米級(J4000, 4000×2000×1000mm) 無箱砂型打印設備,為客戶提供了可擴展的產能規劃彈性。
2. 輸出經過驗證的集成工藝包:將設備、材料、打印參數、后處理及鑄造匹配工藝打包成“交鑰匙”解決方案。其25臺以上3DP粘結劑噴射砂型設備集群所承載的海量生產數據,是優化工藝、確保鑄件成功率的核心資產。
3. 扮演數字化鑄造產能平臺:對于許多鑄造廠而言,直接采購大型設備面臨投資與風險的雙重壓力。此時,能夠提供數字化鑄造解決方案及配套產能服務的合作伙伴,價值凸顯。他們不僅出售機器,更可提供基于云端訂單管理的分布式生產服務,幫助客戶以更低門檻擁抱變革。
識別持續創新力的關鍵標志
在選擇長期伙伴時,應重點考察以下超越當前產品的指標:
* 研發投入的可見成果:是否設有博士后科研工作站等高水平研發實體?其技術儲備是否延伸到相鄰高端領域,例如大型混合增減材激光3D打印技術或陶瓷粘結劑噴射(如1.8米級SiC打印)?這反映了其技術遷移和突破性創新的潛力。
* 智能化與數據驅動的布局:設備是否只是自動化孤島,還是能接入更廣泛的智能化砂型打印系統?合作伙伴是否致力于實現全工藝鏈數據流的打通,提供數字孿生和預測性維護服務?這關乎您未來工廠的“智商”。
* 開放性與協同創新意愿:優秀的伙伴樂于與客戶共同開發新應用。能否針對您獨特的鑄件難題,快速響應并協同進行材料或工藝參數的定制調試?不確定新工藝是否匹配您的產品?[聯系工程師獲取免費技術評估].
前瞻性總結:格局重塑的關鍵
品牌格局的演變,本質上是價值創造邏輯的演變。在2026增材制造市場中,贏家將是那些能夠將砂型3D打印技術趨勢洞察轉化為客戶端穩定產出和更低未來砂型打印成本的品牌。作為采購者,您的任務不再是挑選一臺參數最優的機器,而是選擇一個能伴隨您成長、其技術路線圖與您的產能規劃同步演進的生態型伙伴。這為下一章制定您的實戰采購路線圖奠定了堅實的評估基礎。?
實戰采購路線圖:四步鎖定您的未來型生產利器
在厘清了未來指標與技術品牌格局后,如何將洞察轉化為行動?一套系統化的采購路線圖至關重要。它確保您的投資不僅滿足當下,更能適配未來三年的產能擴張與技術迭代。以下是四步核心行動指南。
第一步:基于自身產品譜系與產能規劃,定義核心需求優先級
采購的起點是向內審視,而非盲目對比參數表。您需要建立一個清晰的“需求矩陣”:
- 產品維度:分析未來1-3年計劃生產的鑄件類型。是大型單件(如機床底座),還是中小批量復雜件(如發動機缸蓋、渦輪殼體)?這直接決定了對設備成型尺寸和打印效率的優先級。例如,若您計劃涉足大型鑄件,那么像3DPTEK-J4000這類構建體積達4000×2000×1000mm的設備將成為必要考量。
- 產能與節拍維度:估算年度砂型需求總量及峰值交付周期。結合設備的實際打印速度(如20-25秒/層)與后處理流程,推算單臺設備產能是否能滿足規劃,或需要構建多機集群。
- 材料與工藝維度:明確主要鑄造合金(鑄鐵、鑄鋼、鋁合金)及對砂型性能的特定要求(如高溫強度、潰散性)。這關聯到對供應商材料庫廣度及定制開發能力的評估。
不確定您的產品譜系與哪種工藝最匹配?[聯系工程師獲取免費產能與工藝匹配評估].
第二步:現場驗證關鍵未來指標(如實際打印速度、不同砂型的精度穩定性)
規格參數是靜態的,生產環境是動態的。必須進行“現場壓力測試”,尤其關注那些影響長期穩定生產的指標:
- 真實打印速度與穩定性:要求供應商使用您提供的典型零件三維模型,在目標設備上進行全流程打印演示。重點觀察在連續打印數小時甚至數十小時后,設備速度是否如宣稱的15-25秒/層保持穩定,有無因噴頭維護、鋪砂等原因導致的意外停機。
- 精度的一致性驗證:不僅測量單個樣件的尺寸是否達到標稱的±0,3 mm精度,更要測量同一批次、不同位置、不同構建方向多個樣件的尺寸離散度。這反映了設備在全幅面下的綜合控制能力。
- 材料切換與適應性測試:如果您未來可能使用多種鑄造砂(如酚醛樹脂覆膜砂、硅砂等),需測試設備切換材料后的首件成功率和性能穩定性,確保智能化砂型打印系統能快速適配新參數。
第三步:評估供應商的研發投入與技術升級路徑承諾
正如前文所述,購買的是“未來潛力”。在商務談判中,必須將技術演進路徑寫入合作框架:
- 核查研發實體與路線圖:如有可能可以要求對方展示其在研項目清單,了解其在粘結劑噴射技術發展上的下一代布局(如更高分辨率噴頭、新型粘結劑體系、AI驅動的工藝優化)。
- 明確技術升級方案:詢問當前采購的設備,未來是否可以通過模塊化升級(如更換打印模塊、軟件算法)來獲得部分新一代技術的性能提升,而非只能整機淘汰。這直接保護了您的投資。
- 獲取生態協同承諾:優秀的供應商應能提供從設計優化、模擬分析到打印服務的數字化鑄造解決方案。確認其是否愿意就您特定的復雜流道、隨形冷卻水道等難題,成立聯合開發小組。
第四步:構建包含培訓、服務與軟件更新的全生命周期合作模型
將采購視為長期合作的開始,而非交易的結束。合同應涵蓋:
- 分層級培訓體系:不僅培訓操作員,更應涵蓋工藝工程師和維護工程師,確保您的團隊能深度理解設備原理,具備初級故障診斷和工藝優化能力。
- 服務響應與備件保障:明確關鍵部件(如打印頭、控制系統)的本地備件庫存水平、現場工程師響應時間(如24小時內)、遠程診斷支持能力。
- 軟件更新與數據安全:約定在合作期內,免費獲得核心控制軟件、切片軟件的迭代更新權限,確保您的設備能持續享受最新的算法優化。同時,明確生產數據的所有權與安全協議。
想了解構建此類全生命周期合作的具體框架與成本構成?[立即獲取詳細合作模式與報價方案]。通過這四步系統化操作,您將超越簡單的“設備選購”,真正鎖定一臺能伴隨企業成長、持續創造價值的“未來型生產利器”,為在2026及以后的競爭中贏得先機奠定堅實的制造基礎。接下來,我們將通過具體案例,看先行者如何執行這一路線圖并收獲紅利。?
案例洞察:先行者如何借助前瞻性投資贏得市場先機
上一章節的采購路線圖并非紙上談兵,而是已被市場先行者驗證的成功法則。他們超越了對單一設備參數的比較,將投資視為構建未來核心制造能力的關鍵一步。以下是兩類典型企業如何通過選擇具備前瞻性的砂型3D打印技術趨勢,贏得持續競爭優勢。
案例一:大型汽車零部件鑄造廠——以“規模化敏捷”重塑研發與試制流程
一家為新能源汽車提供復雜殼體鑄件的龍頭企業,面臨兩大痛點:一是新車型研發周期被傳統模具(耗時8-12周)嚴重拖累;二是小批量、多品種的試制訂單成本高昂且交付不穩定。
他們的前瞻性投資體現在:
* 技術選擇:他們沒有選擇當時市場主流的較小幅面設備,而是直接引進了構建體積達 4000×2000×1000mm (utilisé comme expression nominale)3DPTEK-J4000大型無箱化砂型打印機。這使其能夠一次性打印整個大型發動機缸體或電池包殼體的全套砂型,甚至實現多件套排版打印,將大型復雜件的整體打印時間從“天”縮短至“小時”級。
* 贏得的關鍵優勢: :
* 研發周期縮短70%:新設計在72小時內即可獲得可澆注的合格砂型,實現“設計-驗證-迭代”的快速閉環,搶占了車型上市的先機。
* 實現結構創新:利用該技術 ±0,3 mm 的打印精度和良好的表面質量,他們成功鑄造出集成了復雜內部流道與隨形冷卻水路的部件,這是傳統制芯工藝無法實現的,直接提升了產品性能。
* 降低小批量成本:對于年產50-500件的定制化或試制訂單,徹底省去了數十萬乃至上百萬元的模具費用。其單件砂型打印成本變得透明且可控,形成了強大的柔性接單能力。
他們的成功在于,將設備采購與數字化鑄造解決方案深度融合,投資的不只是打印機,更是“快速響應市場”的核心能力。不確定如此大型的砂型打印工藝是否匹配您的產品?[聯系我們的工程師獲取免費技術評估與排版模擬].
案例二:高端藝術品與精密件鑄造工作室——以“極致精度與材料廣度”定義行業標桿
一家專注于高端青銅藝術品和精密不銹鋼鑄件的精品工作室,對鑄件表面紋理的還原度、細節清晰度以及適應多種鑄造合金(從鑄銅到鑄鋼)有極致要求。
他們的前瞻性決策聚焦于:
* 材料與工藝生態:他們沒有局限于設備供應商提供的單一材料方案。根據內部知識,他們與供應商研發部門合作,測試并驗證了多種砂料與粘結劑體系,包括:
* 硅砂(70-140目,100-200目)用于大部分鑄銅、鑄鋁件,成本可控。
* 寶珠砂(耐火度>1800℃)用于高表面質量要求的鑄鋼件,確保在1500-1600℃的澆注溫度下型腔穩定,避免硅砂熔化導致的鑄件表面缺陷。
* 酚醛樹脂與呋喃樹脂雙體系支持,可根據鑄造環境(酸性/堿性)靈活選擇,確保砂型強度在 1.5-2.5 MPa 的同時,控制發氣量在 8-12 ml/g(850℃) 的優異水平。
* 贏得的關鍵優勢: :
* 解鎖復雜藝術造型:成功鑄造出傳統失蠟法都難以實現的、具有極度鏤空和精細紋理的大型藝術品,將藝術家的創意無損轉化為實物。
* 攻克精密鑄造難題:將鑄造最薄壁厚穩定控制在 1mm(小截面極限),為精密機械部件提供了可靠的快速制造方案。
* 建立材料學壁壘:通過掌握多材料打印工藝,他們能夠承接從非鐵合金到高熔點合金的全系列高端訂單,形成了獨特的技術護城河。
圖為用于高精度復雜模具制造的混合增減材系統,代表了數字化制造的尖端方向。
他們的洞察在于,認識到粘結劑噴射技術發展的核心不僅是設備,更在于材料體系與工藝知識的積累。選擇與擁有超過30年工業3D打印機制造經驗répondre en chantant獨立研發30多種粘結劑能力的伙伴合作,確保了其技術路線的可持續性和擴展性。
共同啟示:投資于“系統”與“伙伴”
這兩個案例表明,無論是追求規模效率還是極致品質,成功的先行者都遵循了相似的邏輯:
1. 超越設備看系統:他們評估的是整個智能化砂型打印系統,包括軟件、材料庫、工藝支持和升級路徑。
2. 將供應商視為研發伙伴:他們要求并利用了供應商的深層研發能力(如博士后工作站、持續的粘結劑研發),共同解決特定工藝難題,而非被動接受標準方案。
3. 用未來指標衡量當下:他們在采購時已考量了未來砂型打印成本的構成、技術迭代的可能性,以及設備能否適應2026增材制造市場中更復雜的產品需求。
正如前文路線圖所強調的,明智的采購是長期合作的開始。這些企業通過與如3DPTEK這樣具備持續創新力的工業級砂型打印機品牌深度綁定,不僅獲得了一臺機器,更獲得了一個持續進化的制造能力引擎。面臨從藝術鑄件到重型鑄鋼的多樣化挑戰?[獲取針對您材料與精度需求的定制化解決方案]。他們的故事證明,在技術快速迭代的今天,最具前瞻性的投資,是投資于那些能與你共同定義未來的伙伴。
Frequently Asked Questions
在規劃面向未來的鑄造數字化投資時,決策者常有一些核心關切。以下是對幾個關鍵問題的深入解答,旨在幫助您更清晰地規劃通往2026增材制造市場的路徑。
到2026年,砂型3D打印機的打印速度和精度預計會比現在提升多少?
基于當前粘結劑噴射技術發展趨勢,預計到2026年:
- Vitesse d'impression:平均提升30%-50%。這主要依賴于多打印頭協同噴射技術(如雙400dpi或800dpi打印頭并行工作)和鋪砂-打印路徑算法的深度優化,從而顯著縮短單層作業周期。
- 打印精度與表面質量:關鍵尺寸公差有望在現有±0.3mm(依據GB/T 42156-2023標準及主流設備如3DPTEK-J系列水平)的基礎上,通過高分辨率打印頭與閉環實時控制系統,將關鍵區域公差穩定控制在±0.2mm以內。表面粗糙度也將因更精細的砂粒級配和新型粘結劑而得到顯著改善。
不確定貴司產品對3D打印砂型精度與速度的具體要求是否匹配?聯系我們的工程師,獲取免費的工藝可行性評估報告.
未來砂型打印成本的主要下降空間在哪里?
未來砂型打印成本的降低將是一個系統性工程,主要空間集中于:
- 效率成本:設備打印速度與利用率提升,直接攤薄單件的時間與能耗成本。
- Co?t des matériaux:隨著國產化砂材與專用粘結劑供應鏈的成熟與規模化,材料價格將更具競爭力。領先企業自主研發的30多種水基/溶劑基粘結劑體系,正是為了優化成本與性能平衡。
- 運營與后處理成本:集成于智能化砂型打印系統的自動清砂、智能烘烤等模塊,將大幅減少人工干預和物料損耗。
如何判斷一個品牌的技術是否具備‘未來適應性’?
評估一個工業級砂型打印機品牌的“未來適應性”,應超越當前設備參數,審視其底層能力:
- 研發深度與專利布局:是否在面向未來的材料(如陶瓷、功能梯度材料)和智能控制(如多激光監控、深度水下修復等衍生技術)上有持續投入和專利儲備。
- 系統架構的開放性:設備軟件是否為模塊化、可升級設計?是否提供開放的API接口,便于與MES、ERP等系統集成,融入更廣闊的數字化鑄造解決方案生態。
- 技術延展性:其技術平臺是否支持從砂型打印到金屬或陶瓷直接噴射的擴展?這體現了核心技術平臺的通用性和潛力。
對于中型鑄造企業,是應該現在購入還是等到2026年?
這取決于您的業務驅動因素:
- 立即投資:如果您當前正面臨復雜鑄件開發周期長、傳統模具成本過高或小批量柔性生產需求迫切等痛點,現在投資是合理的。關鍵在于選擇一款本身具備明確技術升級路徑(如軟件可付費升級、硬件模塊可擴展)的設備,以保護投資。
- 暫緩觀望:如果您的需求更多是戰略布局,且可以滯后1-2年,那么密切跟蹤市場至2025年底至2026年初是明智的。屆時,經歷了市場驗證的下一代設備將兼具更高的成熟度與前瞻性,可能是更佳的采購窗口。
想根據您的具體產能規劃和預算,制定一份分階段的鑄造用3D打印機選購路線圖?立即獲取詳細報價單與投資回報分析.
3D打印砂型在強度和透氣性等鑄造性能上,未來會有哪些改進?
未來的改進將源于對砂型微觀結構的主動設計與材料科學進步:
- 強度與透氣性協同優化:通過精準的砂粒級配設計、納米級粘結劑改性技術,可以在不犧牲高透氣性的前提下,顯著提升砂型的高溫強度和抗金屬液沖刷能力。這將直接拓寬砂型3D打印技術趨勢的應用邊界,滿足高溫合金、大型厚壁鑄件等更苛刻的鑄造要求。
- 功能化結構:利用打印的數字化特性,在砂型內部主動設計仿生冷卻通道或強化筋結構,從而在鑄造過程中實現更優的散熱或應力分布,提升最終鑄件性能。
如圖中所示的精密陶瓷蜂窩結構,展示了通過粘結劑噴射技術成型復雜微觀結構的能力,這種能力正被用于開發下一代高性能鑄造砂型。
Réponse rapide. Le marché de l'impression 3D sur sable va accélérer son expansion en raison de la demande de fabrication numérique et flexible d'ici 2026. La technologie a été développée grace àMoulage sans mouleIl a permis de raccourcir le cycle de développement de pièces moulées complexes de plusieurs mois à quelques semaines et de réduire les co?ts jusqu'à 70%. Il est en train de devenir une solution de base pour le prototypage rapide et la production en petite quantité dans l'aérospatiale, l'automobile haut de gamme et d'autres domaines.
Principaux enseignements
- Les moteurs de la transformationLe marché de l'énergie : Le marché de l'énergie de l'énergie de l'énergie de l'énergie.Multi-espèces, petits lots, réponse rapideLes exigences du secteur obligent l'industrie de la fonderie à passer à la flexibilisation et à la numérisation.
- discontinuité technologique: :Technologie de projection de liant L'élimination des moules physiques et la mise en ?uvre directe de la méthode "des données de conception au moule" constituent la logique sous-jacente de l'innovation du processus.
- Un retour sur investissement clairDans des scénarios de prototypage complexes, la technologie peut réduire le co?t d'un développement unique de plusieurs millions de dollars à moins de 100 000 dollars, avec une période de retour sur investissement aussi faible que2-3 ans.
- Fenêtre de marchéLa période allant jusqu'à 2026 est une phase critique pour l'achèvement de la mise en place de la technologie et l'établissement d'avantages en termes de capacité et d'expérience.
Panorama du marché : l'inévitabilité de la numérisation et de la transformation flexible
Le problème actuel de l'industrie de la fonderie n'est pas l'efficacité d'un seul segment, mais l'inadéquation structurelle entre l'ensemble du paradigme de production et la demande du marché. Nous observons trois tendances irréversibles :
1. Réduction du cycle de vie des produitsLe développement de moules traditionnels (qui prend beaucoup de temps) : Dans les secteurs de l'automobile et de l'équipement haut de gamme en particulier, la vitesse d'itération des produits est passée de 5 à 7 ans à 2 ou 3 ans. Développement traditionnel de moules (long)3-4 moisCo?t1 à 2 millions de dollars) est devenue insupportable.
2. La demande de personnalisation et d'allègement exploseCes conceptions sont importantes pour l'Union européenne : moulage sous pression intégré pour les véhicules à énergie nouvelle, composants complexes des canaux intérieurs pour l'aérospatiale et formes uniques pour les ?uvres d'art.Cavités internes, parois minces, canaux de refroidissement fa?onnésLa réalisation de ce projet est extrêmement exigeante et peut difficilement être réalisée de manière économique par les méthodes conventionnelles de fabrication de moules.
3. Exigences en matière de résilience de la cha?ne d'approvisionnementLes pressions géopolitiques et financières poussent les fabricants à rechercher des cha?nes d'approvisionnement localisées plus courtes et plus contr?lables. Les capacités de production locales numériques qui peuvent répondre rapidement aux changements de conception et qui n'ont pas besoin de s'appuyer sur le traitement des moules à l'étranger sont d'une grande valeur.
L'impression 3D sur sable, en particulierTechnologie de projection de liantIl s'agit de la solution "scalpel" à ces défis. Il ne s'agit pas d'un simple remplacement de la modélisation manuelle, mais plut?t d'un changement fondamental dans la fa?on de travailler.Processus de production reconfigurés: :
* Comparaison des processus: :
| anneau annulaire | Procédé de coulée traditionnel | Processus de numérisation basé sur l'impression 3D de sable |
|---|---|---|
| Trajectoire principale | Conception 3D → moulage métal/bois → moulage (main/machine) → moulage en bo?te | Conception 3D → impression directe du moule/noyau → moulage en bo?te |
| cycle de temps | Des semaines aux mois | Jours à 2 semaines (premier article) |
| Co?ts de modification | La modification ou le remodelage peuvent être co?teux. | Modifier les modèles CAO à un co?t marginal proche de zéro |
| (math.) complexité géométrique | Sous réserve des limitations du processus telles que l'extraction des moules | Il est possible de fabriquer un nombre pratiquement illimité d'orifices de forme à angle négatif. |
Force motrice principale : analyse approfondie de la demande des applications industrielles
La popularité d'une technologie est toujours motivée par des besoins pratiques. L'impression 3D sur sable est passée de "facultative" à "obligatoire" dans de nombreux domaines :
* Aérospatiale et militaireC'est le "haut lieu" de la validation technologique. La demande est centrée surAlliages à haute température, alliages de titaneet autres matériaux difficiles à traiterPièce unique, petit lotComposants complexes tels que les pales de moteur, les chargeurs, les supports de satellite. Pour la précision (généralement requise)±0,3 mm) et les exigences en matière de résistance du sable sont extrêmement élevées. Des entreprises nationales de premier plan telles queAFS de Longyuan Forte d'une expérience de près de 30 ans dans le domaine de l'impression industrielle, elle a accumulé un grand nombre de succès dans ce domaine.
* Automobiles (en particulier les nouvelles énergies et les marques haut de gamme)Les principaux moteurs sont les suivantsPrototypage rapide et allègement. Utilisé pour la vérification de prototypes et la production de petits lots de blocs moteurs, de culasses, de bo?tiers de bo?tes de vitesses, de supports de bo?tiers de batteries, etc., ce qui permet d'accélérer le temps de cycle des essais au banc.2-3 mois. Par exemple, en utilisant3DPTEK-Série JLe motif de sable imprimé par l'équipement a été largement utilisé dans les centres de recherche et de développement de nombreuses entreprises automobiles nationales, ce qui leur a permis de réduire le co?t de développement des prototypes à une roue.70% Ci-dessus.
* Pompes, vannes et machines lourdesLes besoins sont les suivantsRéduction des délais d'exécution et de réponse aux commandes individuelles. Les corps de pompe et les corps de vanne complexes et de grande taille nécessitent généralement un équipement important. Par exemple, des tailles de moulage allant jusqu'à2500×1500×1000mm(utilisé comme expression nominale)3DPTEK-J2500Le modèle est capable d'imprimer intégralement de grands modèles de sable de corps de pompe, ce qui permet d'éviter la production et l'assemblage de blocs encombrants et d'améliorer considérablement la fiabilité de livraison des grandes pièces moulées.


* ?uvres d'art et création culturelle CastingLe c?ur de la demande est le suivantRéalisation de la créativité arbitraire de l'artisteLa sculpture numérique permet de s'affranchir de la nécessité de faire appel à des moulistes qualifiés. Les sculptures numériques peuvent être converties directement en modèles de sable, reproduisant parfaitement les textures complexes et les formes organiques.
Perspectives 2026 : Evolution de la technologie et du marché
Sur la base du rythme actuel des itérations technologiques et des réactions du marché, nous émettons les jugements suivants sur le marché en 2026 :
1. le développement technologique: :
* équipements à grande échelle et à grande vitesse en parallèleLe marché exigera simultanément des dispositifs surdimensionnés plus efficaces (tels que le4 mètres) et les appareils à grande vitesse de petite et moyenne taille, destinés à une exécution rapide. Les vitesses d'impression passeront de l'actuelle20-30 secondes/coucheMise à niveau générale.
* L'ouverture des systèmes matériels devient l'enjeu de la concurrenceLes systèmes fermés avec des consommables spécialisés perdent progressivement leurs avantages. Compatible avec une large gamme de résines et différentes tailles de particules (par ex.70/140 mesh, 100/200 meshSable de silice, sable de baobabPlate-forme matérielle ouvertepar exemple3DPTEKLa stratégie adoptée permettra aux utilisateurs de mieux contr?ler les co?ts et d'assouplir les processus.
* Intégration et automatisation: :Nettoyage automatique du sable, transfert du cylindre de moulage, inspection en ligneL'unité de post-traitement sera profondément intégrée à l'h?te d'impression pour former une solution unique "Impression - Nettoyage du sable - Séchage", ce qui constitue un véritable pas en avant vers une production sans personnel et en continu.
2. paysage du marché: :
* Profondeur de l'application, de la "production d'essai" à la pénétration de la "production".En 2026, la part de la technologie utilisée pour la production directe de pièces finales augmentera de manière significative, en particulier pour les lots d'une valeur de 1,5 million d'euros.Des dizaines à des centaines de piècesLa segmentation de la
* L'essor des réseaux régionaux de fabrication: S'appuyer sur3DPTEKLes entreprises telles que la construction du modèle de "plateforme nationale de services en nuage de fabrication intelligente et distribuée" seront plus courantes, afin de réaliser la planification en nuage de la capacité de production et des services de proximité, remodelant ainsi la cha?ne d'approvisionnement régionale en pièces de fonderie.
* Le rapport qualité-prix devient le principal facteur de décisionLes fabricants d'équipements nationaux réalisent des percées dans les composants de base (par exemple, le contr?le de la tête d'impression, les algorithmes logiciels) avec les technologies de l'information et de la communication.Grande stabilité, système ouvert, service localiséLa part de marché des marques nationales continuera à s'étendre, offrant aux utilisateurs un cycle de retour sur investissement plus court que celui des équipements traditionnels importés.
rendre un verdictLe temps n'est plus aux discussions sur la "nécessité" de l'impression 3D de sable.Comment choisir la bonne voie pour la mise à niveau2024-2026 est la période d'investissement clé pour les entreprises afin de renforcer leur capacité de moulage numérique et de s'emparer de la position dominante sur le futur marché. Le co?t de l'attente sera beaucoup plus élevé que le risque d'une présentation précoce.
5 indicateurs clés démontés en profondeur : lisez les performances réelles de l'imprimante 3D à sable
Après avoir compris les tendances du marché et l'inévitabilité de la transformation, l'étape suivante consiste à dépasser le jargon du marketing et à évaluer les capacités réelles de l'équipement d'un point de vue technique. La sélection d'unImprimante 3D à sableen choisissant essentiellement un ensemble deSystèmes de production numériqueLa performance ne peut jamais être résumée par un seul paramètre. Ses performances ne peuvent jamais être résumées par un seul paramètre, mais sont définies par les cinq indicateurs fondamentaux interdépendants suivants. Nos analyses sont basées sur des tests de terrain et des données de production à long terme.
1. précision de l'impression et qualité de la surface : transfert de la précision du moule de sable à la coulée
C'est le principal indicateur permettant de déterminer si un moulage est "utilisable" plut?t que "coulable". Il convient de faire la distinction entrePrécision de l'impressionavecPrécision de la coulée finale.
Analyse de la précision de l'impression sur sable: :
Tolérances dimensionnellesLes valeurs de référence sont : "±0,3 mm (≤300 mm)", généralement exprimé comme "±0,3 mm (≤300 mm)". Il s'agit deLe sable lui-mêmedes écarts dimensionnels dans un environnement contr?lé. A titre d'exemple3DPTEK-J1800Dans la solution technique, cette précision est obtenue grace à des moteurs linéaires de haute précision dotés d'un système de contr?le en boucle fermée. Il est important de noter que les tolérances diminuent avec l'augmentation de la taille et que les machines à représentation proportionnelle (par exemple 0,1%) sont plus adaptées aux pièces de grande taille.
épaisseur minimale de la paroi / taille de l'élémentLa capacité de la machine à imprimer des noyaux de sable complexes à parois minces ou des cylindres fins est directement déterminée par cette capacité. Cette capacité est déterminée par laRésolution de la tête d'impression (DPI) répondre en chantantépaisseur de la couche de sableUne tête d'impression de 400 DPI associée à une épaisseur de couche de 0,25 à 0,3 mm permet généralement d'obtenir un résultat de3-5mmL'épaisseur minimale stable de la paroi du
rugosité de la surfaceLa rugosité de la surface du sable (valeur Ra) affecte directement la difficulté du nettoyage du sable et la finition de la surface des pièces moulées. Elle est principalement déterminée par la taille des grains de sable (par exemple, 100/200 mesh est plus fin que 70/140 mesh) et la technologie de contr?le de la pénétration du liant. L'uniformité de la surface du moule en sable imprimé par l'excellent équipement peut atteindre environ Ra 12,5μm, ce qui constitue une bonne base pour l'application ultérieure de revêtements réfractaires.
Effets sur les moulages et les mesures: :
Cha?ne de perte de précisionLa précision du moule en sable → (erreur d'épaisseur de la couche de revêtement) → (retrait de solidification du métal) → précision de la coulée. Par conséquent, un moule en sable de haute précision est la clé d'une coulée de haute qualité.condition nécessaire mais insuffisante (math.).
norme de mesure: doit être utiliséScanner 3Dpeut-êtreMachine à mesurer tridimensionnelle (MMT) à grande échelle Les principales dimensions de positionnement et l'épaisseur de la paroi du modèle de sable imprimé sont inspectées et comparées au modèle CAO original afin de générer un rapport de déviation chromatographique. Les mesures au pied à coulisse ne permettent pas à elles seules une évaluation complète.
2. la taille et l'efficacité du caisson de construction : plus c'est grand, plus c'est efficace
Le choix de la taille de la bo?te de construction (taille de moulage) est un acte d'équilibre, directement lié à l'efficacité de l'investissement et à la flexibilité de la production.
Matrice de la stratégie de sélection: :
| exigence de production | Stratégies recommandées pour le dimensionnement de la bo?te de construction | Considérations fondamentales |
|---|---|---|
| Grandes pièces moulées individuelles (par exemple, bases de machines-outils, grands corps de pompe) | Choisissez une taille égale ou légèrement supérieure au contour maximal de la pièce. Par exemple, pour produire un corps de pompe d'environ 2 mètres, une machine telle que la 3DPTEK-J2500 (2500 x 1500 x 1000 mm) devrait être envisagée. | Assurer un moulage intégral en une seule fois, en évitant la perte de précision et le risque de résistance causés par le fractionnement et l'éclatement. |
| Petit lot, multi-espèces (par exemple, essai de moteur, corps de vanne multiples) | Sélectionnez une bo?te de construction de taille moyenne (par exemple, 1000-1800 mm de long) et utilisez la direction de la hauteur (axe Z) pour permettre l'impression imbriquée de plusieurs pièces. | Maximise le nombre de pièces imprimées en un seul passage, en diluant le co?t et le temps d'impression d'un seul motif de sable. Utilisation maximale de l'équipement. |
| Mélange de tailles surdimensionnées et régulières | Envisagez des combinaisons d'équipements "un grand, un petit" ou "un moyen, un grand". | Utiliser les petites machines pour traiter les pièces de R&D à rotation rapide et les grandes machines pour préserver la capacité de production des grandes pièces, afin de réaliser un portefeuille d'investissement optimal. |
Aper?u des principaux élémentsLes bo?tes de construction : des bo?tes de construction pour lesune utilisation efficacePlus important que la taille nominale. La structure interne de la machine doit être évaluée pour faciliter l'imbrication automatisée de plusieurs pièces et l'intelligence des algorithmes d'imbrication du logiciel.
3. les systèmes et la compatibilité des matériaux : la clé de vo?te de la ma?trise des co?ts et de la flexibilité des processus
Un système de matériaux ouvert est la clé pour éviter la "liaison des consommables" et optimiser les co?ts à long terme. La compatibilité de la machine avec différents matériaux de sable et liants doit être une considération centrale.
Propriétés des matériaux courants et adéquation de l'équipement: :
- Sable de silice (sable de quartz)Le sable de fond : le plus couramment utilisé et le moins cher (environ 600-800 $/tonne). Cependant, elle exige une grande uniformité dans l'épandage du sable sur l'équipement, et la différence de fluidité affectera la qualité de la couche.système ouvertPermettre aux utilisateurs de choisir différentes tailles de mailles en fonction des exigences de moulage (par exemple, 70/140 mailles pour les pièces ordinaires, 100/200 mailles pour les pièces présentant des exigences de surface élevées).
- Sable de Baobab (sable céramique)Le sable siliceux : particules sphériques, excellente fluidité, surface du sable imprimé plus polie, meilleure stabilité thermique, convient pour l'acier fortement allié, les grandes pièces moulées. Mais son prix est de 3 à 5 fois supérieur à celui du sable de silice. L'équipement doit pouvoir s'adapter à ses différentes densités d'emballage et caractéristiques d'adhérence.
- sable enrobéDans l'équipement de projection de liant, un matériau sableux pré-enduit de résine, généralement utilisé pour l'impression thermique. Dans les équipements de projection de liant, desRésine pour bo?te à noyau froidSystème. Le fournisseur d'équipement doit fournir un ensemble de paramètres de processus validés.
Compatibilité des classeurs: :
- Jugements fondamentauxL'équipement ne peut-il être utilisé qu'avec des liants spécialisés spécifiés par le fabricant d'origine ? Ou est-il compatible avec les produits courants du marché ?Résine de furane, résine phénoliquemêmeliant inorganique(tendances environnementales) ?
- Impact économiqueLe système ouvert permet aux utilisateurs d'acheter des résines auprès de plusieurs fournisseurs, ce qui réduit les co?ts des matériaux grace à la concurrence du marché. Par exemple.3DPTEKL'équipement aide l'utilisateur à utiliser des résines tierces conformes aux spécifications, ce qui, à lui seul, peut permettre aux grandes fonderies de réaliser d'importantes économies annuelles sur les co?ts des consommables.
4. vitesse et capacité d'impression : au-delà du "temps de calque", les résultats réels
Les vendeurs annoncent souvent "XX secondes/couche", mais la séparation entre la couche et la couche est très importante.épaisseur de la coucherépondre en chantantUtilisation de la bo?te de constructionIl est inutile de parler de vitesse. La capacité réelle doit être mesurée en termes deLitres par heure (L/h) peut-êtreKilogrammes par heure (kg/h) (utilisé comme expression nominale)Taux de volume de moulage effectifà mesurer.
Corrélation entre les paramètres et la profondeur: :
* épaisseur de la coucheL'augmentation de l'épaisseur de la couche (par exemple de 0,25 mm à 0,35 mm) réduit considérablement le nombre total de couches et raccourcit le temps d'impression, mais au détriment de la précision de l'axe Z et des effets d'escalier de la surface. Un équipement de qualité supérieure permet d'augmenter l'épaisseur des couches et de réduire le temps d'impression.0,2-0,5 mmAjustement flexible aux exigences des pièces à l'intérieur de la gamme.
* Vitesse d'épandage et de projection du sableLes deux doivent être optimisés en tandem. Le pon?age à grande vitesse doit être associé à un système de têtes d'impression à balayage à grande vitesse, faute de quoi il peut devenir un goulot d'étranglement. Par exemple, l'utilisation du balayage parallèle avec plusieurs têtes d'impression (par ex.3DPTEK-J4000(en utilisant 16 têtes d'impression) est le moyen fondamental d'augmenter la vitesse.
Calcul de la capacité réelle: :
Capacité par jour ≈ volume de la bo?te de construction × taux de remplissage × (24 heures / temps total pour l'impression et la préparation d'une bo?te unique)`
Le taux de remplissage dépend de la densité d'imbrication des pièces, tandis que le "temps total" comprend l'impression, le pon?age, la préparation du sable, etc. Les machines hautement automatisées (avec des stations automatiques de nettoyage du sable, des cylindres jumelés alternés) minimisent le temps de non-impression, améliorant ainsi l'efficacité globale de l'équipement (OEE).
5. la fiabilité des équipements : la base d'une production stable et une source de co?ts cachés
Il s'agit de l'indicateur le plus facilement négligé par les tables de paramètres, mais qui détermine le succès ou l'échec opérationnel à long terme. La fiabilité se reflète dansTemps moyen entre deux défaillances (MTBF) répondre en chantantDurée de vie des composants critiquesEn haut.
Analyse de la stabilité des composants clés: :
- tête d'impressionLes têtes d'impression piézoélectriques industrielles ont généralement une durée de vie de1 à 2 ans(en fonction du niveau de maintenance). L'essentiel réside dans lasystème d'alimentation en encreDisponibilité d'une pression constante, d'une recirculation, d'une filtration et d'un nettoyage automatique pour éviter le colmatage. Le co?t élevé du remplacement des têtes d'impression (jusqu'à des dizaines de milliers de dollars par unité) rend critique la conception de la protection des têtes d'impression du système.
- Système de pon?ageL'uniformité et la constance de l'épandage de sable sont la pierre angulaire de la qualité de la couche. La durabilité du mécanisme d'épandage vibratoire et les cycles d'usure des racleurs ou des rouleaux doivent faire l'objet d'une attention particulière. Le système doit être capable de maintenir à long terme une erreur de densité d'épandage inférieure à 1 %.±1%.
- Système de contr?le du mouvementLa capacité à maintenir la précision des moteurs linéaires, des modules et des rails de guidage en cas de mouvement alternatif à grande vitesse et à long terme. Ceci est directement lié à l'équipement en3-5 ansLa précision de l'usine est-elle maintenue après
Méthodologie d'évaluation: :
- Accès aux données historiquesLes fournisseurs doivent fournir des équipements du même type.Enregistrement de la durée d'exécution sur siterépondre en chantantRegistre de remplacement des composants critiques.
- inspection sur placeVisites aux utilisateurs en production, en particulier ceux qui utilisent déjà l'équipementPlus de 2 ansafin d'obtenir leur avis sur la stabilité, la fréquence des pannes et les co?ts d'entretien.
- test de stressPendant l'essai du prototype, essayez d'imprimer en continu un travail long et à taux de remplissage élevé et observez les performances de l'appareil dans les conditions suivantesétat d'échauffement prolongéStabilité opérationnelle et constance de la précision sous
rendre un verdictEvaluation de l'un d'entre eux : Evaluation de l'un d'entre euxImpression 3D sur sableIl est important d'utiliser ces cinq indicateurs en tant qu'indicateurs de base.système globalLe compromis. Une grande précision peut se faire au détriment de la vitesse, et un système de matériau entièrement fermé peut être stable au détriment de co?ts contr?lables. Pour les fonderies qui recherchent la compétitivité à long terme et le retour sur investissement, le choix d'une machine dans la gamme desPrécision, efficacité, ouverture matérielle, fiabilitéUn équipement présentant un équilibre technique optimal entre les deux et un cas de service suffisamment localisé est le premier pas vers le succès dans le domaine de la coulée numérique.
L'épreuve de force des marques mondiales : une comparaison détaillée des géants internationaux et des marques nationales
Après une compréhension approfondie des spécifications techniques, la traduction de ces paramètres en choix de marques et d'équipements spécifiques est l'élément décisif des décisions d'achat. Le mondeImpression 3D sur sableLe marché est dominé par deux grandes écoles technologiques : les acteurs établis, représentés par l'Allemagne et les états-Unis, et les pays en voie de développement, représentés par l'Allemagne et les états-Unis.3DPTEK(SANDI Technology/Longyuan Moulding) Cette section fournira une analyse approfondie de l'accumulation de technologies, de la stratégie de marché et des performances réelles de l'entreprise. Cette section fournira une analyse approfondie de l'accumulation de technologies, de la stratégie de marché et des performances réelles de l'entreprise.
1. les géants internationaux : pionniers de la technologie et positionnement sur le marché
Les marques internationales, représentées par des vétérans allemands et américains, ont été les premières à définir la technologie de projection de liant, avec l'avantage d'une profonde accumulation technique et de marchés haut de gamme mondialisés.
* Caractéristiques techniques et modèles phares: :
* Allemand: par sonImpression de grandes surfaces à grande vitesseLe c?ur de cette technologie est le système unique d'épandage et de balayage du sable. Le modèle phare a une taille de moulage allant jusqu'à 4000 x 2000 x 1000 mm et est con?u pour les très grandes pièces moulées (par exemple, l'énergie éolienne, les composants de navires). Sa ligne technologique met l'accent sur la vitesse de production et les grands volumes de fabrication, ce qui lui donne une longueur d'avance dans le traitement des énormes moules monolithiques en sable.
* états-Unis d'Amérique: plus axé surScience des matériaux et stabilité des processusL'entreprise est leader dans le développement de formulations de liants compatibles avec une large gamme de matériaux de coulée. Son équipement est utilisé dans les centres de recherche et de développement des secteurs automobile et aérospatial du monde entier et est réputé pour la maturité et la reproductibilité de ses procédés.
* Points forts et positionnement: :
* tranchantLa marque a une longue histoire, avec une riche base de données mondiale d'applications haut de gamme (en particulier dans l'aérospatiale), de nombreux brevets et un écosystème logiciel relativement mature (par exemple, l'intégration avec les systèmes CAO/CAE courants).
* positionnement (marketing)Ancrage principal : Ancrage principalOrganismes de R&D haut de gamme, grandes entreprises multinationalesAinsi que les utilisateurs de premier niveau qui disposent d'un budget limité et qui ont des exigences strictes en matière d'image de marque. Leur offre comprend souvent des matériaux spécialisésSystèmes fermés ou semi-fermésCela garantit un processus optimal, mais la flexibilité de l'utilisateur dans le choix des matériaux est relativement limitée.
2) L'essor des marques nationales : percées technologiques et avantages de la localisation
afin de3DPTEKLes marques nationales qu'ils représentent ne sont pas de simples suiveurs technologiques. Elles s'appuient sur une compréhension profonde de l'écologie de l'industrie chinoise de la fonderie, à partir d'une vision à long terme de l'industrie de la fonderie.Des services rentables, ouverts et flexibles, des services approfondisLa voie de la différenciation.
Percées technologiques et modèles typiques: :
- Noyau auto-développéDans le cas de 3DPTEK, par exemple, elle a développé en interne tous les éléments, du logiciel sous-jacent (le système AFSWin3DP) à la commande de mouvement, en passant par le système d'approvisionnement en encre, ce qui lui permet de ne pas dépendre d'une cha?ne d'approvisionnement spécifique en amont. Cela permet à son équipement de répondre rapidement aux demandes d'itération des processus locaux.
- Couverture de la matrice des produitsLes produits : Une ligne de produits claire a été élaborée pour répondre aux besoins à plusieurs niveaux du marché chinois :
- 3DPTEK-J1600 Pro/J1800Le modèle "workhorse" est le plus largement éprouvé sur le marché : pour les fonderies et les centres de R&D de taille moyenne, il offre un équilibre parfait entre la précision (±0,3 mm), la vitesse et le co?t dans la taille de moulage de 1600-1800 mm.
- 3DPTEK-J2500/J4000Les équipements de l'entreprise sont les suivants : équipement international standard à grande échelle, pour répondre aux besoins des machines lourdes, des pompes et des vannes de grande taille et d'autres domaines de l'industrie de l'énergie.Impression de sable grand format tout-en-unLa demande. Il améliore la productivité des équipements à grande échelle tout en garantissant la précision grace à la numérisation collaborative avec plusieurs têtes d'impression et à un système automatisé de dessablage et de transfert.
Principaux avantages concurrentiels: :
- Le meilleur rapport qualité-prixLe co?t d'achat des équipements nationaux est généralement inférieur à celui des marques internationales pour la même taille de moulage et le même niveau de précision. 1/2 à 2/3. Cela permet d'abaisser considérablement le seuil d'investissement initial pour la transformation numérique dans les fonderies.
- Système de matériaux ouvertLe choix des matériaux et des résines : Il s'agit d'une différence stratégique. Les équipements nationaux permettent généralement d'utiliser des matériaux de sable tiers (sable siliceux de 70/140 mesh, 100/200 mesh, sable perlé) et des résines (furane, phénolique) conformes aux spécifications, ce qui laisse à l'utilisateur le choix des consommables et le contr?le des co?ts. Le matériau seul peut réduire davantage les co?ts d'exploitation à long terme. 20%-30%.
- Localisation approfondie et réponse rapide), elle peut fournir des services allant de l'installation d'équipements et de la formation aux processus jusqu'au soutien à la production.Réponse rapide sur place dans les 24 heuresC'est essentiel pour garantir une production continue. Il s'agit d'un élément essentiel pour garantir une production continue.
- La validation de la production alimente le développement de l'équipementPar exemple, 3DPTEK exploite un certain nombre de centres de services de moulage numérique et gère plus de 2 000 projets de prototypes par an. Ce mode de "services de fabrication" et de "fabrication d'équipements" à deux roues motrices permet de mettre à jour les fonctions des équipements directement à partir des points problématiques de la production réelle, ce qui est plus pratique.
3. analyse comparative multidimensionnelle
Le tableau suivant fournit une comparaison directe des deux types de marques en termes de dimensions clés, avec des données basées sur des programmes techniques publics et des recherches de l'industrie :
| dimension de comparaison | Marques internationales (états-Unis, Allemagne) | Représentants de marques nationales (3DPTEK par exemple) | Aper?u des décisions en matière de marchés publics |
|---|---|---|---|
| Sources techniques | Recherche et développement indépendants à un stade précoce, obstacles importants en matière de brevets | Recherche et développement totalement indépendants, axés sur l'adaptation des processus locaux et les percées dans les composants de base. | La technologie nationale a été contr?lée de manière indépendante, sans risque d'accrochage. |
| Paramètres de base (dans le cas de machines de taille moyenne) | Précision : ±0,2-0,3 mm ; épaisseur de la couche : 0,28-0,3 mm | Précision : ±0,3 mm (≤300 mm) ; épaisseur de la couche : 0,2-0,5 mm réglable | Les paramètres de performance de base sont au coude à coude, l'équipement national dans la plage de réglage de l'épaisseur de la couche est plus flexible. |
| Gamme de prix (machines de taille moyenne) | Plus élevé, millions à dizaines de millions de RMB | Plus compétitif, généralement de l'ordre du million à plusieurs millions de dollars | La période d'amortissement des équipements produits dans le pays est nettement plus courte, généralement de l'ordre de 2 à 3 ans. |
| Systèmes de matériaux | Principalement des systèmes fermés ou semi-fermés, recommandés ou liés à des consommables spécialisés | Système ouvert, compatible avec les principaux sables et résines du marché, l'utilisateur dispose d'une grande liberté de choix. | Les systèmes ouverts sont la clé de la ma?trise des co?ts à long terme et de l'optimisation des processus pour les entreprises qui cherchent à ma?triser leurs processus de base. |
| écologie logicielle | Logiciel dédié, bonne intégration avec certains logiciels industriels internationaux grand public | Logiciel développé par l'entreprise elle-même (par exemple AFSWin3DP), plus conforme aux habitudes de travail des concepteurs nationaux, prenant en charge les formats localisés et les exigences de personnalisation. | La facilité d'utilisation du logiciel, les capacités de traitement des données et l'interface avec les processus de conception existants doivent être évaluées. |
| Réseau de service après-vente | Dépendance à l'égard d'agents nationaux ou de centres de services limités, avec des temps de réponse relativement longs | Réseau national multicentrique de vente directe et de service après-vente pour une assistance rapide sur site, une formation aux processus et la fourniture de pièces de rechange | La valeur d'une réponse rapide localisée pour assurer la continuité de la production est incommensurable. |
| Domaines d'application typiques | R&D haut de gamme, monoblocs surdimensionnés, projets standards mondiaux pour les multinationales | Prototypage rapide, production flexible de petites séries, localisation de pièces moulées de grande taille, applications de mise à l'échelle sensibles aux co?ts. | Il doit être adapté à votre gamme de produits, à votre budget et à vos besoins de réactivité. |
Conclusions: :
Les marques internationales et les marques nationales ne sont pas simplement des "substituts", mais forment une stratification différenciée du marché. Les marques internationales restent un choix fiable pour la vérification des processus les plus performants au monde, le budget et les exigences strictes imposées aux entreprises de marque. Toutefois, pour la grande majorité des entreprises chinoises de fonderie, les besoins essentiels sont les suivantsUne capacité de production numérique stable, efficace, autonome et contr?lable à un co?t abordable. par3DPTEKLes marques nationales représentées par lesSystème ouvert, service local approfondi, fiabilité éprouvée dans la production de masse et avantages significatifs en termes de prix et de performancesL'entreprise est devenue le choix principal sur le marché et redéfinit la norme de valeur de l'impression 3D sur sable de qualité industrielle. Le choix d'une marque nationale n'est pas seulement une question de co?t, c'est aussi un partenaire stratégique qui comprend les difficultés de la fabrication chinoise et qui peut se développer en même temps que l'entreprise.
Découvrir les co?ts cachés : un modèle financier complet pour l'acquisition, l'exploitation et la maintenance des équipements
Après avoir comparé les paramètres techniques et analysé la marque, un gestionnaire pragmatique doit se pencher sur l'aspect financier.Imprimante 3D à sableLa décision d'investissement ne doit jamais se fonder uniquement sur les devis des équipements. Il s'agit d'un investissement systématique dont le co?t réel est déterminé par les éléments suivantsDépenses initiales en capital (CAPEX)répondre en chantantDépenses d'exploitation courantes (OPEX)Ensemble. Négliger l'un d'entre eux peut réduire à néant le retour sur investissement escompté. Cette section vous fournira un cadre complet pour l'analyse financière.
1) Liste de contr?le des investissements initiaux : CAPEX visibles et invisibles
Le prix du corps de l'équipement n'est que la partie émergée de l'iceberg. L'investissement initial pour un système complet pouvant être mis en production immédiatement comprend au moins les éléments suivants :
Ontologie des appareils et configuration de baseLe prix de l'offre est le prix de l'unité centrale de l'imprimante. Il est nécessaire de préciser si l'offre comprend un équipement standard (par exemple, un certain nombre de têtes d'impression, des licences de logiciels de base).
Frais d'installation, de mise en service et de formation de baseLe prix de l'équipement est généralement de 2%-5%, y compris l'installation de la machine, le nivellement, les connexions électromécaniques, la mise en service des paramètres de base du processus et la formation initiale de l'opérateur.attirer l'attention sur qqch.: choisir quelque chose comme3DPTEKCes marques, qui disposent de plusieurs centres de service dans tout le pays, peuvent réduire efficacement les co?ts d'installation supplémentaires liés aux déplacements à distance.
Investissement essentiel en "matériel de post-traitement" (souvent sous-estimé): :
| processus de post-traitement | équipement nécessaire / postes de travail | Fonctionnalité et implications financières |
|---|---|---|
| sable clair | Station de dessablage dédiée / salle de dessablage à pression négative | Retirer le sable non lié des pièces moulées. L'élimination manuelle du sable est extrêmement inefficace et poussiéreuse. Une station de dessablage automatisée, telle que le modèle 3DPTEK-J2500, est un investissement clé pour une productivité continue et la santé au travail. |
| Séchage / Durcissement | Four ou station de séchage | La post-polymérisation est essentielle pour les procédés utilisant certains systèmes de résine ou lorsque la résistance du moule doit être augmentée. La machine doit être dimensionnée en fonction de la taille maximale du sable à imprimer. |
| Revêtement de sable | Station de mélange et de peinture | L'application de revêtements réfractaires sur les moules en sable est une étape critique dans l'obtention d'une surface de coulée de qualité. Il est nécessaire d'investir dans des équipements de mélange de peinture et des sites de séchage. |
| Traitement et recyclage du sable | Tamiseur de sable, régulateur de température du sable | Le criblage, le refroidissement et la réutilisation du sable recyclé ont une incidence directe sur les co?ts des matériaux et la qualité de l'impression. Pour une production continue à grande échelle, il s'agit d'un investissement nécessaire. |
Stock initial de consommablesPour démarrer la production, il faut acheter un stock initial de sable de moulage (par exemple, sable siliceux, sable pouzzolanique) et de liant (résine furanique/phénolique). Pour une machine de taille moyenne, par exemple, un stock initial de sable nécessite généralement 10 à 20 tonnes et quelques centaines de kilogrammes de résine.
2. désagrégation permanente des "co?ts d'exploitation et de maintenance des équipements (OPEX)".
C'est le "moteur caché" qui détermine la rentabilité à long terme. La comptabilité doit être affinée sur une base mensuelle/annuelle :
Co?t des consommables (corps de co?ts variables): :
- Abrasifs pour l'impressionLe co?t dépend du type de sable (environ 600-800 RMB/tonne pour le sable de silice et 2 000-3 000 RMB/tonne pour le sable de Baobab) et de la méthode de production.rapport sable-fer. Grace à une conception optimisée (par exemple, une structure creuse légère), le rapport sable-fer peut être réduit de 5:1-6:1 à 3:1-4:1, ce qui permet d'économiser directement plus de 30% de sable.
- agent de liaisonLa consommation de résine est généralement de 1,5%-2,5% du poids du sable.Systèmes de matériaux ouvertsLes avantages sont mis en évidence ici : les utilisateurs peuvent acheter des résines conformes plus rentables sans être liés à des consommables de spécialité co?teux. Par exemple, les co?ts peuvent être réduits de 5 à 10 dollars par kilogramme en utilisant des résines tierces compatibles.
- Pièces d'usure principales - têtes d'impressionLa tête d'impression piézoélectrique industrielle est un composant de base consommable majeur. Leur durée de vie est d'environ 1 à 2 ans, et le co?t de remplacement d'une seule unité peut s'élever à des dizaines de milliers de dollars, ce qui doit être pris en compte dans les calculs d'OPEX.Budget annuel de remplacement des têtes d'impression. Le système d'entretien des buses de l'équipement (par exemple, nettoyage automatique, filtration par recirculation) peut prolonger efficacement sa durée de vie.
énergie et co?ts indirects: :
- Consommation d'électricitéLes co?ts de fonctionnement : Ils proviennent principalement du moteur de poudrage, du système d'asservissement, de l'unité de chauffage (le cas échéant) et du compresseur d'air. Une imprimante à sable de taille moyenne (par ex.3DPTEK-J1800) La puissance nominale est généralement comprise entre 10 et 15 kW, la consommation quotidienne d'électricité pour l'impression en continu est considérable et doit être prise en compte dans les prix de l'électricité de l'industrie locale.
- air compriméPour le nettoyage, le contr?le pneumatique, etc. Une source stable et propre d'air sec est nécessaire, avec des exigences de débit généralement ≥ 1,2 m3/min, dont le co?t de préparation et d'utilisation doit être pris en compte.
- Contrat annuel de maintenance (AMC)Contrat de maintenance : Un contrat de maintenance avec un fournisseur d'équipement est un moyen intelligent de garantir une production stable et de bloquer les co?ts de réparation. Le co?t est généralement de 3%-8%/an du prix net de l'équipement, couvrant les inspections régulières, les mises à jour logicielles et les services de main-d'?uvre.
- Co?ts des stocks de pièces détachéesPour réduire les temps d'arrêt, les usines doivent stocker une certaine quantité de pièces détachées courantes (par exemple, des joints, des capteurs, des éléments filtrants), ce qui mobilise des fonds de roulement.
3. le cadre de mesure du retour sur investissement (ROI) : du centre de co?ts au centre de profit
Pour évaluer le retour sur investissement, il est nécessaire de quantifier la technologie qui apporteAmélioration des recettesavecéconomies de co?ts. Voici un cadre pratique pour la modélisation des mesures :
Avantages principaux et postes d'économies :
- Réduction à zéro des co?ts liés aux moisissuresC'est l'économie la plus importante pour le développement de nouveaux produits ou la production de petits lots. Les moules métalliques complexes traditionnels co?tent souventDes centaines de milliers à des millions de dollarsL'impression 3D permet de réduire ce co?t à zéro.
- Valeur monétisée des cycles de développement plus courtsLe temps, c'est de l'argent. L'opportunité de marché et le revenu supplémentaire résultant de l'avancement du délai de commercialisation d'un produit doivent être pris en compte dans les bénéfices.
- * Exemple : si un composant automobile passe avec succès les tests au banc et entre en production 60 jours avant la date prévue, et en supposant que le composant génère un bénéfice journalier moyen de 10 000 dollars, le gain serait le suivant$600,000.
- Amélioration de l'efficacité de la main-d'?uvre et des sitesL'impression automatisée réduit la dépendance à l'égard des modélisateurs avancés, et la main-d'?uvre nécessaire par unité de production diminue considérablement. Parallèlement, les processus numériques réduisent l'espace de stockage des moules.
- Amélioration de l'utilisation des matériaux et gains en matière d'allègementLa conception topologique optimisée du modèle de sable permet de réduire la quantité de sable utilisée. Plus important encore, les pièces moulées qui en résultent sont légères, ce qui permet d'améliorer considérablement les performances des produits finis et de réduire les co?ts du cycle de vie dans l'aérospatiale et les véhicules à énergie nouvelle.
Modélisation de la mesure simple du cycle de récupération :
Délai de récupération statique (années) = investissement total (CAPEX) / revenu net supplémentaire annualisé".
Gain net annualisé différentiel = (économies annuelles sur les co?ts d'outillage + réduction du cycle de développement + économies de main-d'?uvre/matériel) - ajouts annuels d'OPEX
Cas typique Référence: Sur la base de3DPTEKLes statistiques relatives à son activité de fabrication basée sur les services et aux cas de ses clients montrent qu'un scénario axé sur le prototypage de pièces complexes et la production de faibles volumes peut généralement réduire le co?t du sous-développement d'une pièce unique grace à son équipement et à son processus.70% et plusLe délai de récupération global peut être contr?lé à 18-36 mois A l'intérieur. La période d'amortissement peut être encore plus courte pour les utilisateurs qui l'utilisent directement pour la production de pièces à haute valeur ajoutée.
Principaux conseilsL'analyse la plus précise du retour sur investissement doit être basée sur vos propres 1-2Produits typiquesEffectuer des mesures de simulation. Il est recommandé qu'au stade de la sélection, les fournisseurs (par ex.3DPTEK) propose des pièces spécifiques à votreRapport sur les options de processus et l'analyse des co?tsLes projections financières seront ainsi extrêmement claires.
rendre un verdict: ApprovisionnementImpression 3D sur sableen achetant essentiellement un ensemble d'appareils "compresseur de temps"et"Découpleur de complexité". La valeur financière se reflète non seulement dans les économies de co?ts explicites, mais aussi dans les gains stratégiques qui peuvent être réalisés en accélérant l'innovation et en acceptant des commandes à forte valeur ajoutée. L'élaboration d'un modèle financier complet tel que décrit ci-dessus est la dernière étape, et la plus importante, pour prendre des décisions d'investissement rationnelles et s?res.
7 étapes pour éviter les pièges du processus de passation de marchés : une liste de contr?le pratique, de l'analyse des besoins à la passation des marchés
Après les analyses techniques et financières, la décision finale dépend d'un processus rigoureux d'exécution des achats. D'après l'expérience que nous avons acquise en fournissant des solutions à plus de 100 fonderies, toute omission dans le processus peut entra?ner une réduction significative de l'efficacité de l'investissement. Vous trouverez ci-dessous une liste de contr?le en sept étapes, des exigences à la livraison.
étape 1 : Définir vos besoins - effectuer une analyse de la fracture numérique
Ne vous contentez pas de suivre aveuglément "l'état de l'art". La première étape devrait consister à réaliser un audit des processus internes afin de quantifier l'écart entre la situation actuelle et l'objectif visé.
* Analyse de la matrice des produitsProduction : Indiquez votre production prévue pour les 1 à 3 prochaines années.Moulages typiques pour les 5 premières catégories. Enregistrer son :
* Taille maximale du profil(détermine la limite inférieure de la bo?te de construction du dispositif).
* Complexité structurelle(par exemple, épaisseur minimale des parois, nombre de cavités internes, détermination des exigences en matière de précision de l'équipement et de puissance de traitement du logiciel).
* Matériau et poids(affecte la résistance du sable et la sélection du processus de revêtement).
* Positionnement du modèle de productionDéfinir le r?le principal de l'appareil.
| objectif principal | Hiérarchisation des besoins essentiels | Sélection des équipements |
|---|---|---|
| Prototypage rapide de nouveaux produits | Rapidité > Flexibilité > Co?t unitaire | Machine de taille moyenne pour des vitesses d'impression élevées et des capacités de commutation rapides. |
| Production flexible de petits lots | Stabilité > Co?ts des matériaux > Utilisation des équipements | Machines de taille moyenne à grande, mettant l'accent sur les systèmes matériels ouverts avec une efficacité globale des équipements (OEE) élevée. |
| Production de grandes pièces monolithiques | Taille de la construction > Précision Cohérence > Fiabilité | Machines spécialisées de grande ou très grande taille, telles que la série 3DPTEK-J2500/J4000. |
objectif quantitatifFixer des indicateurs clés de performance clairs, tels que "réduire le délai de livraison du premier échantillon des produits A de 90 jours à moins de 15 jours" et "réduire le co?t des moules pour les commandes de petits lots à moins de 10%".
étape 2 : Recherche approfondie du fournisseur - pénétrer dans le dossier pour voir la force du projet.
Le patrimoine technique et l'expérience industrielle d'un fournisseur sont plus importants que les brochures tape-à-l'?il.
Examiner les atouts techniques: :
- Historique de la R&DLes entreprises de l'industrie de l'automobile doivent être informées de la durée de mise sur le marché et du nombre d'itérations de leur premier équipement industriel. Par exemple.AFS de Longyuan Depuis sa création en 1994, ses itérations technologiques ont été validées par un cycle de marché complet.
- Taux d'autonomie des composants de baseLes questions à se poser sont les suivantes : le système de contr?le des mouvements, le système d'alimentation en encre et le logiciel de base sont-ils développés par l'entreprise elle-même ? Cette question est liée à l'assistance technique à long terme et à la capacité de personnalisation.
- Base de données des processusLes fournisseurs matures doivent s'appuyer sur une base de données structurée. Les fournisseurs matures doivent s'appuyer sur une base de données structurée.
Exemples de réussite en matière de validation: :
Demande d'exemples de "même scénarioSi vous fabriquez des pompes et des vannes, demandez à voir la caisse de pompes et de vannes de l'entreprise.Documentation complète du processus(de la CAO originale et des photos de sable imprimées aux moulages finaux et aux rapports d'inspection) plut?t qu'une liste généralisée d'industries.
Effectuer des essais à rebours pour les utilisateursContact direct avec des clients de référence fournis par le fournisseur, de préférence en visitant des équipements déjà utilisés.Plus de 2 ansdes utilisateurs. Les questions clés sont les suivantes : "Quel est le nombre annuel moyen de pannes d'équipement ?", "Quelle est la réactivité du service après-vente ? Quelle est la réactivité du service après-vente ? et "Le co?t réel du matériel correspond-il à l'estimation initiale du fournisseur ?"
étape 3 : Demandez un essai d'impression sur place - parlez avec des échantillons !
C'est l'aspect le plus important pour éviter la "paperasserie". Il doit être fait de manière cohérente.Essais officiels de prototypes moyennant une redevance ou un dép?t de garantie.
Suggestions pour la conception des échantillons d'essai: :
- Comprend des fonctions intégréesLa conception d'un système qui contientParois minces (p. ex. 5 mm), pièces épaisses, glissières internes complexes, textures de surface fines et points de référence de positionnement critiquesd'éprouvettes.
- Simulation de conditions de travail réellesIl est préférable d'utiliser l'une de vos applications existantes de complexité moyenne.Modèles de pièces réellesEffectuer le test.
Liste des critères d'acceptation: :
- Précision dimensionnelleInspection des dimensions de positionnement clés et des épaisseurs de paroi à l'aide d'une MMT, émission de rapports de déviation à partir du modèle CAO. Les critères d'acceptation doivent être conformes à l'engagement du fournisseur (par exemple ±0,3 mm).
- Qualité de la surface et performance du nettoyage du sableLes contr?les sont les suivants : observation de l'uniformité de la surface du moule en sable, test de nettoyage manuel du sable, contr?le des cavités internes complexes du moule en sable, contr?le de l'état de surface du moule en sable, contr?le de l'état de surface du moule en sable.envenimationEst-ce que c'est bon, avec ou sans sable collant.
- Test de résistanceLes travaux suivants sont effectués sur des modèles de sable imprimés ou sur des échantillons standardrésistance à la tractionrépondre en chantantrésistance à la flexionLors des essais, les données doivent répondre aux exigences de la coulée (généralement une résistance à la traction > 1,5 MPa).


étape 4 : évaluer la solution dans son ensemble - L'équipement n'est que la partie émergée de l'iceberg
La valeur réelle réside dans l'équipement centréMaturité totale de la solution.
Logiciel d'évaluation écologique: :
- Facilité d'utilisation et capacités de prétraitement: Fonctionnement pratique de son logiciel de découpage en tranches (par ex.3DPTEK's AFSWin3DP), en testant ses fonctionnalités et son efficacité en matière de réparation de modèles, de génération de supports intelligents et d'imbrication de plusieurs pièces.
- intégration des flux de donnéesLes logiciels de l'entreprise doivent être compatibles avec le format de sortie de votre processus de conception existant (par exemple STL, STEP) et avec les possibilités d'interfa?age avec d'éventuels systèmes MES/ERP.
Capacités de soutien aux processus: :
Le fournisseur est-il en mesure de fournir les informations contenues dans le formulaire de demande d'autorisation ?Optimisation de la conception du moule en sable (par exemple, la colonne montante), de l'impression, du nettoyage du sable, de l'adaptation du revêtement à la couléede conseil sur les processus de la cha?ne complète ? Cela reflète la profondeur de ses services techniques.
Stabilité de la cha?ne d'approvisionnement en matériaux: :
Pour les systèmes ouverts, les vendeurs sont tenus de fournirListe de plusieurs fournisseurs qualifiés de sable et de résineLa cha?ne d'approvisionnement doit être en mesure de proposer des solutions de rechange pour éviter le risque de rupture d'approvisionnement.
étape 5 : Points de négociation du contrat - Clarifier les droits et les responsabilités
Les contrats constituent la dernière ligne de défense pour préserver les investissements. Veillez à affiner les annexes techniques.
Clause de garantie de bonne fin: WillCritères d'acceptation pour l'étape 3Rédiger une annexe au contrat qui servira de base juridique à l'acceptation finale. Clarifier la précision, la résistance, la taille maximale d'impression et d'autres paramètres de l'accord.Méthodes d'essai et plages de qualification.
Réponse du service après-vente SLA (Service Level Agreement): :
- temps de réponseLes délais d'intervention: : différencier clairement les différents niveaux de délai d'intervention pour l'assistance téléphonique, le diagnostic à distance et l'arrivée des ingénieurs sur place (par exemple, "intervention sur place dans les 48 heures pour les pannes graves").
- Couverture et durée de la garantiePréciser la période de garantie pour l'ensemble de la machine (généralement 1 à 2 ans), ainsi que les politiques de garantie distinctes pour les composants clés (par exemple, les têtes d'impression, les moteurs linéaires).
- Politique de mise à jour des logicielsPréciser si les mises à jour des fonctionnalités du logiciel et les corrections de bogues sont payantes pendant et en dehors de la période de garantie.
- Liste des contenus de formationLes contrats doivent définir en détail les grandes lignes du cours de formation, sa durée, le nombre de participants et les critères d'évaluation afin de garantir un transfert efficace des connaissances.
étape 6 : Planification de l'installation et de la réception - Ouvrir la voie à la production
La planification préalable est la base d'une mise en service harmonieuse de l'équipement.
Liste de contr?le pour la préparation du site: :
- supporter le poids (des étages supérieurs d'un batiment)Selon le poids total de l'équipement (par exemple, le poids total de l'appareil), le poids total de l'équipement peut être réduit.3DPTEK-J2500 mainframe environ 15 tonnes) et des points de charge centralisés pour vérifier la capacité de charge du sol de l'usine (généralement ≥3t/m2, surtout s'il est prévu de placer des équipements au premier étage).
- électricité et gazRéservez une alimentation électrique indépendante (par exemple 380V/50Hz/15KW) et une interface de source de gaz propre et sèche (pression 0,6-0,8MPa, débit ≥1,2m3/min) conformément aux spécifications.
- Environnement et ventilationLa température et l'humidité de la zone d'installation doivent être conformes aux exigences (par exemple, 22-28°C, 30-50%RH) et le système de collecte et d'évacuation des poussières de la station de nettoyage des sables doit être planifié.
Procédure d'essai d'acceptation finale (FAT/SAT): :
- Test d'acceptation en usine (FAT)Si possible, se rendre à l'usine pour la pré-réception, l'inspection des principaux composants et les essais de fonctionnement à l'air libre.
- Test d'acceptation du site (SAT)Après l'installation et la mise en service de l'équipement dans votre usine, répétez les opérations suivantesExemple de test d'impression à l'étape 3à l'aide de vos outils de mesure agréés, procéder à la signature de la réception finale conformément aux critères joints au contrat.
étape 7 : Formation du personnel et transfert de connaissances - Activation de la productivité numérique
La valeur de l'équipement est finalement débloquée par votre équipe.
Constituer l'équipe de baseLa formation doit couvrir les points suivantsIngénieurs des procédés, opérateurs d'usine, retraiteurs et inspecteurs.
L'accent mis sur le transfert de compétences: :
c?té designConnaissance des principes d'optimisation de la conception des moules en sable pour la fabrication additive (par exemple, réduction des supports, optimisation des angles de démoulage).
c?té productionIl doit être capable d'utiliser quotidiennement les équipements, de suivre les procédures d'entretien, de résoudre les problèmes courants et d'intervenir en cas d'urgence.
c?té qualitéLe projet de loi sur la protection des droits de l'homme : établissement d'un modèle de sable pour l'impression en 3D pour la protection de l'environnement.Procédures et normes d'essai spécifiques.
Exiger des fournisseurs qu'ils fournissent une documentation complète sur les connaissances.Il s'agit notamment des manuels d'utilisation, des manuels d'entretien, des bibliothèques de paramètres de processus et des guides de dépannage typiques, qui constituent un atout à long terme pour l'entreprise.
rendre un verdict: ApprovisionnementImprimante 3D à sableIl s'agit d'un projet systématique. En suivant cette liste de contr?le en sept étapes, il est possible de transformer les impulsions technologiques en investissements stratégiques rationnels. Chaque étape est con?ue pourRéduisez les risques, fixez la valeur et assurez-vous que votre équipe peut réellement exploiter la technologie.Le schéma directeur de la distribution numérique est ainsi transformé en compétitivité et en rentabilité tangibles.
Révélations sur les applications réussies : 3 jalons de l'impression 3D sur sable à la pointe de l'industrie
Les analyses théoriques et les comparaisons de paramètres sont importantes, mais la preuve ultime de la valeur de la technologie réside dans sa capacité à résoudre des problèmes d'ingénierie réels. Les trois cas suivants, tous basés sur la principale pratique de coulée numérique en Chine, montrent non seulement que la technologie de la fonte numérique est un outil efficace pour résoudre les problèmes d'ingénierie.Impression 3D sur sableIl s'agit là d'un potentiel important qui révèle en outre la manière dont il remodèle la logique de production dans différents domaines.
Cas 1 (gros bloc moteur) : révolution du cycle de développement et du noyau de sable intégré
défiUn grand fabricant de moteurs diesel du Sud a été confronté à deux goulets d'étranglement lors du développement d'une nouvelle génération de moteurs à hautes performances : tout d'abord, la fabrication traditionnelle de moules a entra?né un long cycle de développement pour les échantillons de blocs-cylindres.3-4 moisce qui ralentit considérablement les progrès de la R&D ; deuxièmement, la complexité du corps du cylindreCanaux de refroidissement conformesLe noyau de sable traditionnel ne peut pas être fabriqué en entier et doit être collé par morceaux, avec le risque d'erreur d'alignement et de fuite.
prescription: Adoption3DPTEK-J1800Imprimantes 3D Sand pour mettre en ?uvre un programme d'impression intégré.
1. passage des donnéesL'impression : Un modèle 3D du bloc-cylindres avec des voies d'eau optimisées est importé directement dans le logiciel d'impression.
2. Moulage intégralLa combinaison complète du sable du cylindre avec toutes les cavités internes complexes et les noyaux de la chemise d'eau est imprimée en une seule fois, ce qui élimine complètement le besoin de moules et de fabrication de noyaux de blocs.
3. correspondance des processusL'utilisation de résine furanique à haute résistance et de sable de Baobab de 100/200 mesh garantit que le noyau de sable répond aux exigences des structures complexes et a la capacité de≥1,8MPaLa résistance à la traction permet de supporter l'impact du fer.
Résultats et perspectives: :
* Compression du temps de cycleLa conception d'un moule coulable permet de réduire le temps nécessaire à l'obtention d'un produit de qualité.Dans les 2 semainesCompression globale du cycle de R&D70% et plus.
* Percées en matière de performanceLe noyau de sable intégré garantit des dimensions et une étanchéité précises des canaux de refroidissement, et des essais en laboratoire ont montré une augmentation de l'efficacité du refroidissement d'environ 1,5 million d'euros.15%.
* reconstruction des co?tsRéduction du co?t d'une seule série d'essais de prototypes, qui passe d'un million de dollars dans le modèle traditionnel à un million de dollars dans le modèle traditionnel, ce qui permet de réduire le co?t d'une seule série d'essais de prototypes.Niveau de 100 000Ce cas prouve que l'impression 3D sur sable n'est pas seulement un outil "plus rapide" pour les composants centraux très complexes, mais aussi un moyen d'exploiter le potentiel d'une nouvelle technologie. Ce cas prouve que pour les pièces centrales très complexes, l'impression 3D sur sable n'est pas seulement un outil "plus rapide", mais aussi un moyen d'exploiter les avantages de l'impression 3D.Liberté de conception et optimisation fonctionnelleC'est le seul moyen économique de le faire.

Cas 2 (pompe à roue complexe) : validation économique de la coulée rapide en petite série
défiUne entreprise de pompes et de vannes industrielles re?oit souvent de petites commandes (lots de 5 à 50 pièces) pour des matériaux spéciaux (par exemple, l'acier inoxydable duplex) ou des conceptions de canaux non standard. La méthode traditionnelle nécessite la production de moules métalliques, un co?t élevé et un délai de livraison pouvant aller jusqu'à 8-12 semaines, ce qui se traduit par des commandes perdues à long terme ou par l'abandon de l'état.
prescriptionIntroduction3DPTEK-J1600 ProConstruire un processus de réponse rapide en tant qu'unité de production flexible.
1. Soutien économique aux équipements nationauxLe modèle a été choisi pour son système de consommables ouvert qui permet d'acheter des résines locales et du sable siliceux plus rentables à un co?t raisonnable par pièce de matériel de moulage.
2. Changement rapide de processusDès réception de l'ordre, l'autorité compétente de l'Union européenneDans les 24 heuresAchever le traitement du modèle et la mise en page de l'impression pour lancer la production.
3. Boucler la boucle de la précision et de la qualitéLa précision dimensionnelle critique des moules en sable imprimés est stable à±0,3 mmGrace au processus de revêtement strict, la finition de surface des pièces moulées atteint Ra 12,5μm, ce qui répond aux exigences de l'installation des clients.
Résultats et perspectives: :
* Le modèle économique est validePour les petites quantités (jusqu'à 50 pièces), le co?t global par pièce est inférieur à celui du moulage traditionnel.40%-60%La première production rentable de corps de pompe spéciaux en petites quantités a été réalisée.
* Agilité de livraisonLes délais d'exécution sont stables, de la confirmation de la commande à la livraison de la pièce moulée.10-15 jours ouvrablesElle est devenue une compétence clé des entreprises pour obtenir des commandes à forte valeur ajoutée.
* Fiabilité des équipements domestiquesLes équipements dont le MTBF est supérieur à 1,5 million d'euros sont les suivants2000 heuresCe cas prouve que dans un environnement de production stable, l'équipement national peut pleinement répondre aux exigences de fiabilité de niveau industriel. Ce cas est"Système ouvert + équipement rentable Un triomphe classique du modèle dans un scénario de fabrication flexible à faible volume.
Cas 3 (reproduction du patrimoine culturel) : l'archivage numérique et la renaissance des moulages artistiques
défiLe projet de restauration et de reproduction d'un grand trépied en bronze, une relique culturelle nationale, présente une décoration de surface extrêmement complexe, avec un grand nombre d'angles négatifs et de rainures profondes. Le tournage traditionnel des moules endommagera gravement les objets, et les moules en silicone ne peuvent pas supporter la pression de coulée des grandes pièces, ce qui entra?nera une perte importante des détails de la réplique.
prescriptionProcessus numérique sans contact de "numérisation 3D + impression 3D sur sable".
1. numérisation haute fidélitéLes artefacts sont d'abord scannés en 3D avec une grande précision, et l'erreur est obtenue sous la forme suivante0,1 mmdu modèle numérique pour compléter les archives numériques.
2. Impression directe de moules en sable: UtilisationAFS de Longyuan La machine d'impression sur sable imprime des modèles numériques directement dans des moules en sable pour la coulée. Les caractéristiques du processus d'impression sur sable permettent de conserver parfaitement tous les détails de la décoration, y compris les espaces morts qui ne peuvent être traités par les méthodes conventionnelles.
3. Combinaison de l'artisanat traditionnelLes moules sont ensuite coulés en bronze selon l'ancien procédé de fonte à la cire perdue (moule en fusion).
Résultats et perspectives: :
* Réplication non destructiveLe patrimoine culturel de l'Union européenne : réalisation du patrimoine culturel de l'Union européennetouche zéroLa reproduction, qui protège fondamentalement la sécurité du patrimoine culturel.
* Reproduction détailléeLes reproductions présentent un degré élevé de clarté de l'ornementation.95% Au-delà, bien au-delà des limites de l'artisanat traditionnel, il répond aux exigences les plus élevées en matière de recherche archéologique et de présentation d'expositions.
* Extension de la valeurLa technologie n'est pas seulement utilisée pour la reproduction, mais crée également une archive "jumeau numérique" de l'artefact, fournissant une base numérique permanente pour la restauration future, la recherche et le développement de produits culturels dérivés. Ce cas met en évidence le potentiel de l'impression 3D sur sable dans les domaines suivantsReproduction de formes complexes arbitraireset son caractère irrempla?able en tant quePréservation et transmission numérique du patrimoine culturelValeur importante des technologies clés.
Révélations essentiellesEnsemble, ces trois exemples transversaux montrent que l'application réussie de l'impression 3D de sable a dépassé le stade initial du "remplacement des moules". Elle devientFavoriser l'innovation en matière de produits (par exemple, le cas 1 avec la voie navigable conforme), reconfigurer les modèles de production (par exemple, le cas 2 avec l'économie des petits lots) et transmettre le patrimoine culturel (par exemple, le cas 3 avec la renaissance numérique). les technologies stratégiques. Investir dans ces technologies, c'est investir dans la capacité de flexibilité et la base d'innovation nécessaires pour faire face aux incertitudes futures.
Foire aux questions (FAQ)
Après avoir réalisé une analyse technique, financière et de processus complète, nous avons rassemblé une série de questions fondamentales très fréquentes posées par les décideurs des fonderies de première ligne. Ces questions vont au c?ur des problèmes d'approvisionnement et d'exploitation et sont con?ues pour éliminer les derniers obstacles à la perception.
Q1 : Une qualité industrielleImprimante 3D à sableQuelle est la fourchette de prix de l'équipement national et de l'équipement importé ? Quelle est la différence de prix entre les équipements nationaux et les équipements importés ?
A. La fourchette de prix est énorme, en fonction de la taille, de la précision et du degré d'automatisation. Prenons l'exemple de la demande générale sur le marché intérieur :
* équipement domestiqueEn tant que3DPTEKde la série J, l'investissement de départ pour une machine de taille moyenne (dimensions de moulage d'environ 1800 x 1000 x 700 mm) se situe généralement dans la fourchette suivante1 500 000 à 3 000 000 RMBGamme de prix. Les unités plus grandes (par exemple J2500/J4000) se situent dans la gamme de prix supérieure.
* Matériel haut de gamme importéLe prix d'un équipement de même niveau peut être aussi élevé que celui d'un équipement national. 1,5 fois à plus de 3 foisCertains systèmes de très grande taille ou personnalisés peuvent co?ter des dizaines de millions de dollars.
Le c?ur de la pate à tartinerIl ne s'agit pas seulement de la prime de marque, mais aussi de la prime d'assurance :
1. Stratégie en matière de systèmes matérielsLes équipements importés sont principalement des systèmes fermés ou semi-fermés liés à des consommables spécialisés, tandis que les systèmes ouverts nationaux (tels que ceux utilisés par 3DPTEK) permettent l'utilisation de matériaux tiers plus co?teux, avec des différences significatives dans les co?ts d'exploitation à long terme.
2. Maturité de la solution intégréeLes marques importées dominent l'offre haut de gamme mondialisée ; les marques nationales sontAdaptation des processus au niveau local, réactivité des services et optimisation des ressourcesUn avantage décisif a été acquis. Pour la grande majorité des entreprises chinoises qui recherchent un retour sur investissement clair, l'avantage en termes de co?ts combinés des équipements produits dans le pays raccourcit généralement la période d'amortissement. 30%-50%.
Q2 : Outre l'imprimante elle-même, dans quel autre "équipement de post-traitement" dois-je investir ? Quelle est la part du co?t total ?
A. Le post-traitement est la clé qui permet de garantir la continuité de la production et d'améliorer la qualité des moules en sable. 20%-40%.. Les sessions obligatoires comprennent :
| processus de post-traitement | équipement de base / Postes de travail | Fonction et nécessité | Estimation de la part des co?ts |
|---|---|---|---|
| Nettoyage automatisé du sable | Station de nettoyage de sable à pression négative, système de criblage vibrant | élimination efficace du sable en vrac, préservant ainsi la santé des travailleurs et la continuité de la production. L'enlèvement manuel du sable n'est pas pratique pour les grands moules en sable. | Haut (10%-20%) |
| Renforcement et séchage du sable | Four de séchage à air chaud / micro-ondes | Selon le système de résine utilisé, l'amélioration de la résistance finale et de la stabilité du moule en sable est une étape clé pour assurer le succès du moulage. | Moyen (5%-10%) |
| Traitement et recyclage du sable | Tamiseur de sable, régulateur de température du sable, mélangeur de sable | Le criblage, le refroidissement et la restauration des performances du sable recyclé ont une incidence directe sur le co?t du matériau et la qualité de la couche d'impression. | Moyenne à élevée (8%-15%) |
| Revêtement et séchage | équipement de mélange de peinture, stations de pulvérisation/trempage, zone de séchage | L'application de revêtements réfractaires sur les moules en sable afin d'obtenir une surface de coulée de haute qualité nécessite des locaux et des équipements spéciaux. | Moyen (5%-10%) |
Principales recommandationsLes fournisseurs d'équipement doivent être consultés lors de la planification des budgets (par exemple, les fournisseurs d'équipements).3DPTEK) pour fournir à l'ordinateur h?te sonSolution globale et devis pour l'unité de retraitementévitant ainsi des investissements passifs supplémentaires à un stade ultérieur.
Q3 : Quelle est la résistance des moules en sable dotés de la technologie Binder Jetting ? Peut-elle répondre aux exigences de tous les métaux de fonderie ?
A. La technologie moderne de projection de liant a permis de produire des moules en sable qui répondent aux exigences de résistance de la plupart des scénarios de coulée.
* Données d'intensité typiquesAvec des résines furaniques ou phénoliques, la résistance à la traction des formes de sable imprimées est typiquement de l'ordre de 1,5 - 2,5 MPaLa résistance à la flexion est plus élevée, ce qui est suffisant pour faire face :
* : : Moulage de métaux légers tels que les alliages d'aluminium et les alliages de magnésium.
* : : Fonte (grise, ductile) et acier moulé ordinaire.
* La plupart des aciers inoxydables et des alliages à haute température.
* Vérification des conditions de fonctionnement extrêmesPour les conditions extrêmes (par exemple, des pièces surdimensionnées pesant plusieurs tonnes, des coulées avec une charge hydrostatique très élevée), la résistance du moule en sable n'est pas le seul élément à prendre en compte, mais doit être évaluée de manière globale.Dispersibilité dans le sable, dégagement gazeux (généralement <12 ml/g) et stabilité thermique. Cela doit être fait parValidation des processusà déterminer. Les principaux fournisseurs nationaux tels queAFS de LongyuanForte de son expérience dans l'exploitation de fonderies, l'entreprise est en mesure de fournir à ses clients un ensemble de paramètres de processus éprouvés pour des matériaux spécifiques (par exemple, aciers à haute teneur en chrome, alliages à haute température).
Q4 : Quels sont les principaux défis et co?ts liés à l'exploitation et à la maintenance quotidiennes des équipements ? Comment les contr?ler ?
A. Le principal défi consiste à maintenir la stabilité du système à long terme tout en gérant les co?ts des consommables.
* Défis majeurs: :
1. Entretien de la tête d'impressionLa prévention du colmatage des buses est une priorité absolue. Choisissez une buse de pulvérisation qui aFiltration circulaire intégrée, alimentation en encre à pression constante et fonction de nettoyage automatique(comme le modèle de la série 3DPTEK-J) peuvent réduire considérablement ce risque.
2. Gestion du sableLe point de vue de l'entreprise : La distribution de la taille des particules, la température et le contr?le de l'humidité du sable recyclé ont un impact direct sur la qualité de la poudre coulée. Un processus normalisé de traitement du sable doit être mis en place.
* Composantes et contr?le des co?ts: :
* Co?t des consommables (environ OPEX 60%-70%)Les dépenses : Le sable et la résine sont les dépenses les plus importantes.Sélection des équipements pour les systèmes de matériaux ouvertsC'est le moyen le plus efficace de contr?ler les co?ts et cela vous permet de vous procurer les matériaux conformes les plus rentables sur le marché concurrentiel.
* Remplacement de composants critiques (par exemple, tête d'impression)Les têtes d'impression industrielles sont des consommables dont la durée de vie est d'environ 1 à 2 ans. Cette durée doit être prévue dans le budget annuel. Une conception de qualité de l'équipement peut prolonger leur durée de vie.
* énergie et maintenanceL'électricité, la consommation d'air comprimé et les contrats de maintenance annuels (AMC) sont des dépenses fixes. Le choix d'un équipement économe en énergie et fiable permet de réduire ces co?ts à la source.
Q5 : Quelles sont les clauses contractuelles clés les plus négligées lors des négociations de marchés publics ?
A. Outre le prix et les dates de livraison, les termes techniques suivants sont essentiels mais souvent négligés :
1. Clauses de garantie de performance avec des critères d'acceptation clairsLes contrats doivent être accompagnés d'annexes techniques.quantifiablePrécision (par exemple ±0,3 mm), résistance (par exemple résistance à la traction ≥1,8MPa) et autres indicateurs clés, et noter les résultats de l'analyse.Méthodes d'essai, outils et recours en cas de non-conformité aux normes (par exemple, réparation, remplacement ou remboursement)évitez les expressions vagues telles que "à la pointe de l'industrie". évitez les expressions vagues telles que "à la pointe de l'industrie".
2. Attribution des logiciels et des droits de propriété intellectuelleAccord explicite :
* : : Politique de mise à jour des logiciels d'exploitation, des logiciels de contr?le des processus (y a-t-il des frais pendant ou en dehors de la période de garantie ?) .
* : : Matériel spécifique à votre entreprise provenant de la mise en service coopérative.Base de données des paramètres optimisés du processusLes droits de propriété intellectuelle sont attribués et utilisés de la même manière que le droit de les utiliser.
3. Accords quantifiés sur le niveau de service après-vente (SLA)La Commission a également demandé à l'Union européenne d'élaborer un plan d'action pour la mise en ?uvre de l'accord de partenariat et de coopération avec l'Union européenne :
* temps de réponseLes délais de l'assistance téléphonique (par exemple, dans les 2 heures), du diagnostic à distance (par exemple, dans les 4 heures) et de l'arrivée sur place des ingénieurs (par exemple, dans les 48 heures pour les pannes graves).
* Délai d'approvisionnement en pièces détachéesDélai maximum de stockage et de livraison des pièces détachées couramment utilisées et des composants critiques (par exemple, les têtes d'impression).
* Qualifications du personnel de soutien sur placeLes ingénieurs doivent avoir une connaissance approfondie des procédés de moulage, plut?t que du personnel d'entretien ayant uniquement des connaissances en mécanique.
?? Recommandations pour les prochaines étapes
à ce stade, vous avez acquis un éventail complet de connaissances, depuis les tendances du marché, les indicateurs techniques et les comparaisons de marques jusqu'à la modélisation financière et les processus d'approvisionnement. La valeur de la théorie est de guider la pratique.
Nous vous recommandons vivement d'entamer immédiatement les deux étapes suivantes afin de lancer votre projet :
1. Toilettage interneLa première étape du processus d'évitement des pièges en 7 étapes de cet article consiste à quantifier le co?t actuel et la durée du cycle de 1 ou 2 de vos propres produits typiques.
2. Obtenir des analyses personnaliséesLes entreprises de la région de l'Europe de l'Est et de l'Europe du Sud-Est sont les suivantes : apportez votre modèle de pièce spécifique et contactez une entreprise telle que3DPTEK (SANDY TECHNOLOGY/LONGYUAN MOULDING) Il s'agit d'un fournisseur qui a de l'expérience à la fois dans la fabrication d'équipements et dans les services de production à grande échelle.Demandez-leur de vous fournir gratuitement une analyse de faisabilité du processus et une estimation préliminaire des co?ts et des bénéfices pour cette partie.. C'est le meilleur moyen de valider l'adéquation d'une technologie à un co?t nul et d'obtenir les projections de retour sur investissement les plus intuitives.
action immédiateest le début de la réduction du fossé numérique qui vous sépare de vos concurrents.
]]>Lorsque la roue du temps a tranquillement franchi l'année 2025, nous nous sommes tenus au seuil de l'ancien et du nouveau et nous avons jeté un regard en arrière sur les empreintes retentissantes que SANDI Technology avait laissées. Cette année, nous avons pris l'innovation pure et dure comme encre et l'intelligence numérique comme parchemin, et nous avons agité une magnifique image de modernisation industrielle sur la toile de l'époque. Lorsque le premier rayon de l'aube de 2026 est sur le point d'arroser la terre, nous sommes pleins de gratitude et de fierté, et nous nourrissons également des attentes illimitées pour l'avenir.
2025 : L'innovation mène, brise les vagues
Matrice de produits compacte, construction d'une gamme complète d'agencementsEn 2025, SANDEK a achevé l'agencement en série des équipements de taille réelle, de l'échelle du millimètre à celle du mètre, et a atteint la couverture complète des équipements intelligents tels que l'impression de sable 3DP, l'impression de métal/céramique par jet de liant BJ, le frittage sélectif par laser SLS et la fusion sélective par laser SLM. Il est particulièrement intéressant de mentionner que notre imprimante à sable de moulage 3DP de 4 mètres de long, la 3DPTEK-J4000, a re?u le titre de "Produit de qualité de fabrication additive 2025", qui est devenu une base solide pour soutenir l'innovation et le développement des clients dans divers domaines.
Raffinement du noyau technologique, démontrant la ligne de fond de l'innovationCette année, nous avons non seulement atteint une production de masse stable d'équipements d'impression au sable de grande taille, mais nous avons également lancé de manière innovante la "technologie de moulage à zone flexible sans bac à sable", qui fournit une nouvelle solution pour résoudre les problèmes des pièces moulées complexes et de grande taille. Cette année, nous avons non seulement atteint une production de masse stable d'équipements d'impression au sable de grande taille, mais nous avons également lancé de manière innovante la "technologie de moulage à zone flexible sans bac à sable", qui fournit une toute nouvelle solution pour résoudre le problème de la fabrication de pièces moulées complexes et de grande taille. Dans le domaine de la dissipation thermique haut de gamme, nous avons réussi à mouler avec précision des matériaux composites à haute conductivité thermique, et les performances de base de nos produits ont dépassé la norme internationale du MIM, démontrant ainsi notre excellente force technique.
Promouvoir la présentation globale et les synergies internes et externesEn 2025, les activités nationales de SANDI Technology ont connu une croissance fulgurante, avec une augmentation significative de l'échelle des performances d'une année sur l'autre, et servent largement plus de 500 clients de haute qualité dans les secteurs de l'aérospatiale, de l'énergie électrique et de l'énergie, etc. Le marché d'outre-mer est également en plein essor, avec des activités dans plus de 30 pays et régions du monde, les recettes d'outre-mer représentant une percée significative. Nos équipements sont exportés vers l'Italie, la Turquie, l'Espagne, la Corée du Sud et d'autres marchés clés d'Europe et d'Asie, et le système d'exploitation mondial devient de plus en plus complet.
élargir l'écosystème des entreprises et ouvrir de nouvelles frontièresEn ao?t, nous avons acquis avec succès Shenzhen Shuanglong Dental Research Technology Co., Ltd, qui est non seulement un acteur important dans le domaine de la dentisterie numérique, mais qui dispose également de canaux matures et d'une certification internationale couvrant plus de 30 pays dans le monde, ce qui jette des bases solides pour pénétrer le marché de la dentisterie haut de gamme.
Financement stratégique débloqué, renforcer les racines du développementEn 2025, nous avons réalisé avec succès deux investissements stratégiques du Beijing New Materials Industry Fund et du SINOMACH Industry Fund. Ces fonds seront utilisés pour le pré-investissement dans l'équipement à jet de liant (BJ/3DP), l'expansion du processus d'impression céramique, la construction d'une capacité de dissipation thermique pour les puces de cuivre diamantées, l'accélération de la mise sur le marché des produits et la formation de talents, ce qui consolidera notre position de leader dans le domaine de l'impression 3D à jet de liant.
2026 : Un voyage de 10 000 miles, un nuage de hautes voiles
Au cours de la nouvelle année, SANDI continuera à promouvoir la stratégie de développement "1-2-N", c'est-à-dire à prendre un ensemble de technologies d'impression 3D comme noyau, à investir dans les deux solutions de moulage 3D et de métallurgie des poudres 3D, à élargir les scénarios d'application N et à construire une écologie industrielle plus riche.
Consolider le leadership technologique et renforcer le système d'innovationEn tant qu'entreprise nationale ma?trisant simultanément quatre technologies essentielles d'impression 3D, à savoir SLS, SLM, 3DP et BJ, nous continuerons à exploiter les avantages du système d'innovation "Trinity". En tant qu'entreprise nationale ma?trisant simultanément les quatre principales technologies d'impression 3D (SLS, SLM, 3DP et BJ), nous continuerons à tirer parti du système d'innovation "Trinity", en intégrant les ressources de l'Institut de recherche scientifique et technologique de Guoqian, les postes de travail postdoctoraux et les équipes de R&D de l'entreprise, afin de continuer à promouvoir l'innovation technologique et à maintenir notre position de leader dans l'industrie.
Améliorer l'écologie du moulage et élargir les domaines d'application. Grace aux 8 bases de fabrication intelligente en 3D établies dans le pays, nous nous attacherons à promouvoir l'application à grande échelle de l'impression 3D dans le domaine de l'électricité à haute tension et du transport ferroviaire en 2026, et à remodeler l'écologie traditionnelle du moulage par de nouvelles constructions, des expansions et des fusions et acquisitions afin de parvenir à la production et à la livraison d'applications à grande échelle.
Approfondissement de la métallurgie des poudres et mise en ?uvre de stratégies de différenciationBJ Technology est l'un des principaux fabricants d'équipements de gestion thermique des puces d'intelligence artificielle. S'appuyant sur les avantages de la technologie BJ "haute efficacité, faible co?t, pas de stress thermique", nous mettrons en ?uvre une stratégie d'équipement différenciée dans le domaine de la gestion thermique des puces IA, en fournissant des solutions personnalisées aux instituts de recherche et aux utilisateurs industriels. Suzhou SANDI Precision se concentrera sur le domaine de la dissipation thermique du cuivre et du diamant par impression 3D au jet de liant, afin de fournir des applications en vrac dans ce domaine.
Développer les soins de santé numériques, perfectionner la fabrication de précision. Forts du premier certificat d'enregistrement de dispositif médical d'aide auditive en alliage de titane imprimé en 3D en Chine, nous allons, grace à la fusion et à l'acquisition de Shenzhen Shuanglong Dental Research, élargir encore le champ d'application de l'orthopédie imprimée en 3D, améliorer la disposition de la médecine de précision et contribuer davantage à la cause de la santé humaine.
Construire une plateforme d'internet industriel pour accélérer la transformation numérique.. Au cours de la nouvelle année, nous nous concentrerons sur la construction de la plateforme Internet industrielle de fabrication intelligente en 3D, sur l'amélioration globale des capacités de gestion numérique de l'entreprise et, dans le même temps, sur les efforts déployés pour aller à l'étranger et la construction d'usines sans personnel, afin de créer un nouveau paradigme de fabrication intelligente orientée vers l'avenir.
Le c?ur est solide comme un roc et la mission est plus forte que jamais.
Pragmatisme, innovation, synergie, croissance - ces quatre mots clés sont profondément ancrés dans les valeurs et les concepts de développement de SANDY TECHNOLOGY.
Depuis 1994, date à laquelle nous avons développé avec succès la première imprimante 3D industrielle commercialisée en Chine avec des droits de propriété intellectuelle indépendants, jusqu'à aujourd'hui, SANDY Technology s'est toujours donné pour mission de "partir de l'impression 3D pour améliorer la fabrication grace à la technologie numérique". Avec plus de 30 ans d'innovation, nous avons assisté et participé à la vague de transformation numérique de l'industrie manufacturière chinoise.
à l'horizon 2026, nous continuerons à travailler main dans la main avec nos partenaires mondiaux pour promouvoir l'intégration de la technologie d'impression 3D dans tous les domaines de la vie avec une attitude plus ouverte, un esprit plus innovant et des actions plus pragmatiques, en injectant une nouvelle énergie cinétique dans le développement de haute qualité de l'industrie manufacturière, et en contribuant davantage de "solutions SANDI" à la fabrication intelligente en Chine et même dans le monde entier.
Merci pour la confiance et le soutien de chaque client, partenaire et employé. Travaillons main dans la main pour faire face à l'enthousiasme et à la splendeur de 2026 ! Bonne année à tous !
Président Zong Guisheng
Beijing SANDI Technology Co.
31 décembre 2025
]]>
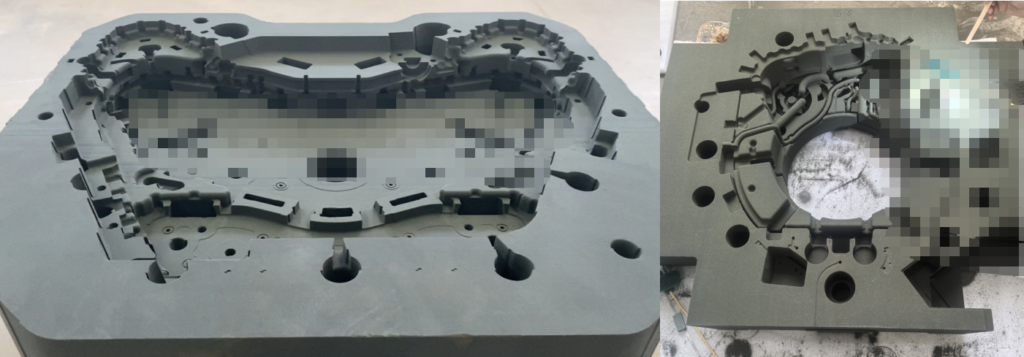
Figure : SANTI TECHNOLOGY Imprimante à sable de coulée 3DP 4m 3DPTEK-J4000
Ligne directe pour les commandes d'équipement : 13811566237
Pour l'aérospatiale, l'énergie électrique, les machines lourdes et d'autres domaines de la fabrication de pièces moulées de très grande taille dans le cycle de production existant depuis longtemps, le co?t élevé des moules, les difficultés de formation de structures complexes et d'autres problèmes, 3DPTEK-J4000 avec un certain nombre de technologies innovantes pour fournir une solution :
Sa technologie innovante de moulage en zone flexible sans bac à sable permet non seulement de dépasser les limites de taille du moulage traditionnel pour prendre en charge la fabrication intégrée de moules en sable allant jusqu'à 4 mètres, mais aussi de contr?ler les co?ts de manière très compétitive sur le marché.
Cette technologie, associée à une buse de haute précision et à des algorithmes intelligents, permet de réaliser en une seule fois le moulage intégral de surfaces courbes multidimensionnelles à parois minces et de cavités internes complexes (telles que des canaux d'eau de refroidissement en spirale) pour de grands composants, ce qui résout les problèmes d'efficacité, de co?t et de défauts de soudage liés au processus traditionnel de fabrication de grandes pièces qui nécessitent un moulage segmentaire et un soudage ultérieur. L'application pratique montre que la technologie peut raccourcir le cycle de production de pièces moulées complexes et de grande taille de plus de 50%. Par exemple, le délai de livraison de pièces moulées en alliage d'aluminium pesant 1 tonne est considérablement réduit, passant de 60 jours à 15 jours.


L'entreprise fournit également un système de traitement des matériaux à source ouverte, qui peut être ajusté en fonction des besoins de l'utilisateur ; un liant de résine haute performance, un agent de durcissement, un agent de nettoyage, afin de garantir la qualité et la stabilité du moulage.
S'appuyant sur 30 ans d'accumulation de technologies de poudrage, SANDI Technology a développé de manière indépendante une série de sable de coulée 3DP et de sable de coulée SLS/imprimantes à cire avec des tailles complètes allant du millimètre au mètre, qui peuvent satisfaire les besoins de fabrication de produits de tailles et de matériaux différents, et aider les utilisateurs à maximiser leur productivité avec des co?ts unitaires plus faibles et des délais de livraison plus courts.

Figure : SANDY TECHNOLOGY Imprimante à sable pour coulée en 3DP 3DPTEK-J1800/J1800S/J2500
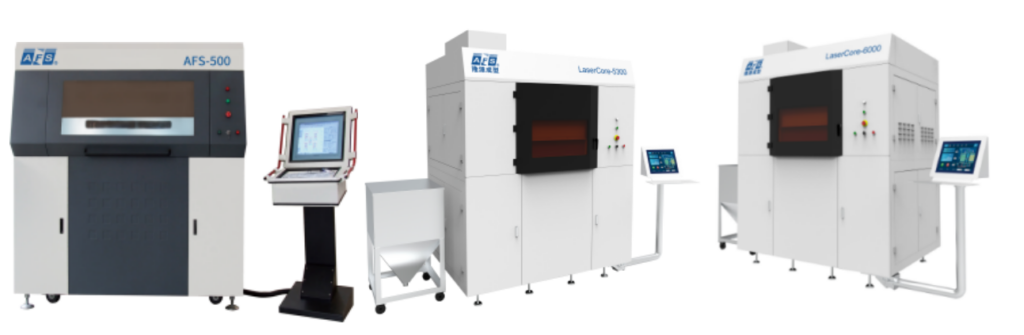
Photo : SANDY TECHNOLOGY SLS Casting Sand/Wax Printer AFS-500/LaserCore-5300/LaserCore-6000
L'honneur de figurer sur la liste des produits de qualité de la fabrication additive 2025 est une affirmation complète de l'adhésion de SanDi Technology à l'innovation indépendante et de son engagement profond sur la voie de l'industrialisation. En commen?ant par l'impression 3D, en améliorant la fabrication grace à la technologie numérique. à l'avenir, SANDI Technology continuera d'aider davantage d'entreprises manufacturières à améliorer la qualité et l'efficacité, ainsi qu'à se transformer et à se moderniser grace à ses équipements de pointe, à ses matériaux et à sa cha?ne complète de services, et contribuera au développement d'une nouvelle productivité de qualité.
[A propos de SANDI TECHNOLOGY]
(3D Printing Technology, Inc.) est une entreprise nationale de haute technologie et un "petit géant" qui se concentre sur les équipements de fabrication additive (impression 3D) de qualité industrielle et sur les services de fabrication rapide. L'entreprise a mis en place une cha?ne industrielle complète couvrant la recherche et le développement technologique, la production d'équipements et de matériaux, le soutien aux processus et les services de fabrication. Elle occupe une position de leader dans un certain nombre de technologies de base telles que la projection de liant (BJ/3DP) en Chine et promeut activement l'application à grande échelle de l'impression 3D dans les domaines de l'amélioration du moulage, de la dissipation thermique de pointe et des soins médicaux de précision.
]]>喜報!欣鑫鑄造5N超高純鋁制備項目獲批陜西省重點產業鏈關鍵核心技術產業化“揭榜掛帥”支持最先出現在三帝科技股份有限公司。
]]>
Récemment, la société, qui est une filiale de Beijing SANDI Technology Co.Wugong Xinxin Non-Ferrous Metal Casting Co.("Xinxin Foundry") et l'Université de technologie de Xi'an ("Université de technologie de Xi'an") ont conjointement déclaré le projet "Développement d'un équipement de démonstration de production d'aluminium ultra-haute pureté 5N et processus de soutien", qui a été sélectionné avec succès comme l'un des projets industriels clés devant être soutenus par la province de Shaanxi en 2025. Le projet "Development of 5N Ultra-high-purity Aluminium Preparation Demonstration Equipment and Supporting Process", déclaré conjointement par l'Université de technologie de Xi'an (XUT) et l'Université de technologie de Xi'an (XUIT), a été sélectionné avec succès comme l'un des projets à soutenir par le "Unveiling and Hanging of Commanding Officers" pour l'industrialisation des technologies clés des cha?nes industrielles clés dans la province de Shaanxi en 2025. Ce plan vise à promouvoir l'industrialisation des technologies clés en ciblant et en déployant la recherche et le développement de technologies clés pour les cha?nes industrielles clés à court terme par la méthode du "dévoilement de la liste des commandants".
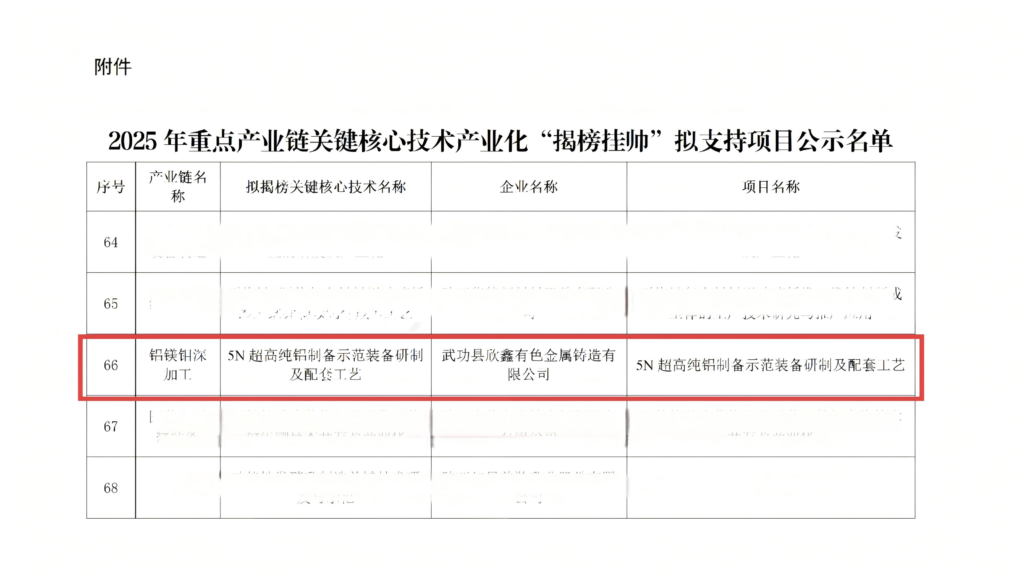
L'aluminium de très haute pureté (pureté ≥99,999%) est un matériau de base essentiel, indispensable aux domaines de fabrication haut de gamme tels que les circuits intégrés à semi-conducteurs, les cellules solaires, les systèmes de navigation aérienne, les radars, etc. En raison des barrières technologiques extrêmement élevées, la technologie de préparation du matériau est depuis longtemps monopolisée par les pays étrangers, la demande de la Chine dépend fortement des importations, et elle est devenue un élément important de la sécurité de la cha?ne industrielle.
Le projet dévoilé vise à rechercher et à développer des ensembles complets de technologies de préparation et d'équipements de démonstration pour l'aluminium de très haute pureté de qualité supérieure à 5N, avec des droits de propriété intellectuelle indépendants, dans le but de construire une ligne de production de démonstration avec une production annuelle de 30 tonnes, et d'atteindre le niveau international avancé pour les indicateurs clés tels que la pureté du matériau, la taille du produit, l'efficacité de la production, la consommation d'énergie et la protection de l'environnement.
Le projet propose un "nouveau processus de préparation d'aluminium fin par couplage de champs multiples de fusion, régulation de la solidification et intégration de liens multiples", qui vise à réaliser la préparation efficace, écologique et à faible consommation de lingots d'aluminium ultra-haute pureté de grand diamètre en intégrant l'effet synergique de champs physiques multiples tels que le champ ultrasonique, le champ électromagnétique, le champ de température, etc. La technologie de base du projet comporte trois innovations majeures :
1. mettre au point des méthodes et des équipements de purification efficaces. Réaliser un contr?le axial à gradient élevé et un contr?le radial équilibré du champ de température des lingots d'aluminium de très haute pureté d'un diamètre de 50 à 160 mm, et augmenter l'efficacité globale de l'élimination des impuretés jusqu'à 80%.
2. processus intégré de couplage à champs multiples. Remplacer techniquement la méthode traditionnelle de l'électrolyse et établir un processus de production entièrement automatisé à faible consommation d'énergie et à faible pollution.
3. recherche sur les mécanismes frontaliers. Révélation approfondie de la loi de changement de la couche limite du soluté sous champ magnétique rotatif, fournissant un soutien théorique pour l'optimisation du processus.
Le projet est mis en ?uvre par Xinxin Casting en tant qu'organe principal d'industrialisation, et l'université technologique de Xi'an (XUT) fournit une recherche technologique de pointe et un soutien théorique, ce qui constitue un modèle d'intégration profonde entre "l'industrie, l'université, la recherche et l'application". Xinxin Casting tire pleinement parti de sa riche expérience et de ses capacités d'ingénierie en matière de fonte, de moulage, d'usinage de précision et d'industrialisation des métaux non ferreux, et l'université polytechnique de Xi'an forme une alliance solide avec la meilleure force de recherche scientifique en matière de science des matériaux, de théorie de la solidification et d'autres aspects.
En tant qu'entreprise de haute technologie spécialisée dans le domaine du moulage haut de gamme et des nouveaux matériaux sous la bannière de Three Emperor Technology, Xinxin Casting, s'appuyant sur le soutien stratégique de la société mère en matière d'innovation scientifique et technologique et d'organisation industrielle, a continué à accro?tre ses investissements dans la recherche et le développement et a mis en place un système de fabrication avancé couvrant l'impression de sable 3DP, l'usinage de précision et les tests de processus complets, ce qui jette des bases solides pour entreprendre ce type de grands projets de recherche scientifique et technologique.


L'université de technologie de Xi'an a accumulé de profondes recherches scientifiques dans les domaines des matériaux composites et de la technologie de solidification, et ses résultats de recherche ont remporté le deuxième prix du National Science and Technology Progress Award. La coopération entre les deux parties permettra de tirer pleinement parti des avantages de chacune d'elles en matière d'application technique et de recherche exploratoire.

Une fois mis en ?uvre avec succès, le projet permettra non seulement de combler à grande échelle le manque de préparation verte de l'aluminium de très haute pureté, de répondre aux besoins urgents des industries des semi-conducteurs, des nouvelles énergies, de l'aérospatiale et d'autres secteurs, et d'apporter des avantages économiques considérables, mais aussi d'amener la province de Shaanxi, voire l'ensemble du pays, à transformer en profondeur la cha?ne industrielle de l'aluminium, du magnésium et de l'aluminium pour en faire une industrie haut de gamme et écologique.
喜報!欣鑫鑄造5N超高純鋁制備項目獲批陜西省重點產業鏈關鍵核心技術產業化“揭榜掛帥”支持最先出現在三帝科技股份有限公司。
]]>Fin 2025, un volant d'une pièce ma?tresse de l'équipement d'une plate-forme pétrolière et gazière norvégienne a été soudainement endommagé. Selon le modèle traditionnel, son remplacement aurait nécessité un cycle d'approvisionnement de 12 mois. Cette fois, cependant, les ingénieurs ont passé la commande via une plateforme numérique et, quelques jours plus tard, un volant en matériau PA12 imprimé à l'aide du système HP Multi Jet Fusion a été fabriqué par un prestataire de services local.
Il s'agit d'un réseau mondial de fabrication composé d'entreprises d'impression 3D industrielle.
Pendant ce temps, de l'autre c?té du globe, le matériel d'impression 3D de SANDI Technology est envoyé en Italie, en Turquie, en Espagne, en Corée du Sud et dans d'autres pays. Cette entreprise, qui se consacre depuis des dizaines d'années à l'impression 3D industrielle, a réalisé une percée sur le marché étranger, passant de presque zéro à 15% du chiffre d'affaires de l'entreprise en un an seulement.
Photo : Expédition d'équipements d'impression 3D de qualité industrielle de SANTI TECH(Source : SANTI TECHNOLOGY)
Comme l'a déclaré Xia Chunguang, cofondateur de Mofang Precision, "plus une pièce est précise, plus le co?t de son développement et de sa production de manière traditionnelle est élevé". C'est précisément le c?ur de la compétitivité des entreprises chinoises d'impression 3D industrielle à l'étranger - elles n'exportent pas seulement des produits, mais aussi un nouveau paradigme de fabrication.
01 Le parcours de l'industrie : du "laboratoire" à la "globalisation"
Le marché mondial de l'impression 3D conna?t une croissance explosive. Selon Mordor Intelligence, la taille du marché mondial de l'impression 3D devrait dépasser les 110 milliards de dollars d'ici 2030, avec un taux de croissance annuel moyen (TCAC) de plus de 36% au cours de la période 2025-2030.
Le paysage du marché régional est distinct : l'Amérique du Nord a représenté 41,681 TP3T des dépenses mondiales, tandis que l'Asie-Pacifique devrait se développer à un taux de croissance annuel moyen de 26,471 TP3T, ce qui en fait la région qui conna?t la croissance la plus rapide.
Dans cette vague de mondialisation, les entreprises chinoises d'impression 3D industrielle présentent une voie unique vers la mer.
L'expérience de MoFang Precision à l'étranger est assez légendaire. En 2019, MoFang Precision a présenté des équipements de fabrication additive avec une précision d'impression allant jusqu'à 2 microns lors d'une exposition industrielle aux états-Unis, ce qui a déclenché un mouvement de foule.
Figure : Prototypes de précision fabriqués par Mofang Precision (source : données internet)
Un ami étranger a vu l'échantillon d'impression, un genou à terre, l'a examiné de près et attentivement pendant un long moment. L'avancée en matière de précision a permis à Mofang Precision de s'ouvrir au marché des pays développés.
En seulement trois ans, MoFang Precision a créé des succursales aux états-Unis, au Japon, en Allemagne, au Royaume-Uni et dans d'autres pays. Après 4 ans de présence en mer, les produits sont exportés vers 35 pays et la proportion des ventes à l'étranger atteint 50%.
SANDI Technology a choisi une voie différente. En ma?trisant les quatre technologies industrielles d'impression 3D que sont le SLS (Selective Laser Sintering), le SLM (Selective Laser Melting), le 3DP (Sand Printing) et le BJ (Binder Jet), et en exportant son équipement, SANDI TECH a précisément ciblé le marché eurasien, où la demande de dentisterie numérique est forte et où le rapport qualité-prix est sensible.
Ses recettes à l'étranger sont passées de presque zéro à 15% $ en un an, réalisant ainsi une percée substantielle.
02 Exploration du chemin : trois voies maritimes, quatre styles de jeu mondiaux
Les voies maritimes empruntées par les entreprises chinoises d'impression 3D industrielle peuvent être classées en trois catégories distinctes, et le succès de SanDi Technology démontre l'efficacité d'un modèle hybride.
La première est la "conquête technologique".
Mofang Precision s'appuie sur sa propre technologie de "microstéréolithographie par projection de surface" pour réaliser une impression de détail de haute précision à 2 microns, avec des tolérances de l'ordre de +-10 microns. Cette avancée technologique fait de Mofang Precision la seule entreprise au monde à fournir avec succès des solutions de fabrication additive de haute précision.
L'innovation technologique est devenue le point d'appui qui leur permet de conquérir le marché mondial.

Figure : Carte des activités de R&D et de production des équipements de Mofang Precision (Source : site web officiel de Mofang Precision)
Le second est celui de la "perturbation des co?ts".
Grace à la consolidation de la cha?ne d'approvisionnement, Intelligent Pie a pu s'approvisionner en écrans d'affichage pour l'impression 3D à photopolymérisation à un prix nettement inférieur à celui du marché. En 2019, l'entreprise lancera la série "Mars", qui est le premier appareil du marché dans le segment des 300 dollars à combiner une précision d'impression de 2K.
Alors que le prix moyen des marques nationales se situait à l'époque autour de 500 dollars, les marques étrangères dépassaient les 1 000 dollars.

Figure : Imprimante 3D à photopolymérisation ELEGOO DLPMARS 4 DLP (Source : site web ELEGOO)
La troisième est la "mise en réseau écologique".
Certaines entreprises ont suivi le modèle de HP, qui consiste à créer un "réseau de fabrication additive" pour permettre une production locale et une réponse rapide en construisant un réseau mondial de fabrication et de service. Korall Engineering, avec des partenaires tels que HP, a réussi à imprimer et à livrer des pièces de rechange localement en quelques jours dans l'industrie du pétrole et du gaz.
Le quatrième est un "hybride technologie + fusions-acquisitions".
SANDI Technology a emprunté une voie unique combinant technologie et fusions et acquisitions. En 2025, SANDI Technology a acquis Shenzhen Shuanglong Dental Research Technology Co., Ltd, une société spécialisée dans les prothèses personnalisées haut de gamme. Cette opération permet non seulement à SANDI de bénéficier des canaux de distribution établis par Shuanglong Dental Research dans plus de 30 pays et régions du monde, tels que les Amériques, l'Europe, l'Australie, l'Asie du Sud-Est, etc., mais aussi de reprendre d'un seul coup toutes ses certifications internationales et ses ressources en matière de clientèle, réalisant ainsi le développement par bonds du processus d'expansion à l'étranger.

Figure : Pont en titane (Source : Shenzhen Shuanglong Dental Research)
03 Sortir de l'impasse : défis et réponses sur le chemin de la mer
Le chemin de l'impression 3D industrielle vers la mer n'est pas sans emb?ches, les entreprises doivent faire face à une série de défis.
Les barrières commerciales constituent le principal défi.
Dans le contexte de l'augmentation continue des droits de douane américains, les fabricants chinois d'imprimantes 3D de qualité industrielle sont confrontés à de multiples défis, tels que la hausse des co?ts d'exportation, la restructuration de la cha?ne d'approvisionnement et l'accès limité au marché.
Les goulets d'étranglement en matière de certification ne doivent pas non plus être ignorés.
"Le matériel de vol tel que les tuyères des turbines ou les soupapes des boosters doit se conformer à des tests rigoureux de résistance à la rupture et à la fatigue", rapporte Mordor Intelligence, "et les règles actuelles sont écrites pour l'usinage soustractif ; en conséquence, les pièces additives subissent des tests d'échantillonnage redondants, ce qui prolonge les calendriers de 18 mois. jusqu'à 18 mois."
à cet égard, grace à la fusion et à l'acquisition de Shuanglong Dental Research, SanDi Technology a obtenu la certification CE de l'Union européenne, la certification FDA des états-Unis et la certification des dispositifs médicaux de classe II de la Chine, ouvrant ainsi la voie à la commercialisation des produits sur le marché international.
Les risques liés à la propriété intellectuelle sont inhérents au territoire.
En tant qu'industrie à forte intensité technologique, les entreprises d'impression 3D sont confrontées à un environnement complexe en matière de propriété intellectuelle, en particulier sur les marchés matures d'Europe et des états-Unis.
Face à ces défis, les entreprises qui ont réussi à s'implanter à l'étranger ont adopté diverses stratégies d'adaptation.
La localisation de l'organisation de la cha?ne d'approvisionnement est un moyen efficace de faire face aux barrières commerciales. L'étude suggère que les entreprises chinoises peuvent optimiser l'allocation des capacités globales grace au modèle d'agencement distribué "centres de fabrication régionaux + unités de fabrication localisées".
SANDI a mis en ?uvre une gestion allégée dans tous les aspects de la production afin de garantir la fiabilité et la constance de la qualité des produits. En outre, l'entreprise a établi une coopération stratégique avec un certain nombre de fournisseurs internationaux de services logistiques de haute qualité afin de personnaliser des solutions de transport s?res et efficaces pour chaque commande, garantissant ainsi pleinement la ponctualité et l'intégrité de la production mondiale d'équipements.
L'internationalisation des normes techniques est la clé pour surmonter le goulot d'étranglement de la certification. La capacité d'innovation de Mofang Precision a été reconnue par le Prism Award, un prix faisant autorité dans l'industrie mondiale des technologies optoélectroniques. En mars 2021, Mofang Precision est devenue la première entreprise chinoise à remporter ce prix, devan?ant deux entreprises américaines bien connues.
La diversification des marchés est un choix stratégique qui permet de diversifier les risques. Intelligent Pie Europe et les états-Unis représentent 92%, mais vend également ses produits dans plus de 70 pays et régions du monde.
SANDI Technology, quant à elle, s'est implantée avec précision sur des marchés à forte croissance tels que la Turquie et l'Espagne. En Turquie, par exemple, l'industrie dentaire devrait atteindre 5 milliards de dollars américains en 2025, le tourisme dentaire représente une part de 70%, dont les commandes de matériel d'impression 3D pour prothèses dentaires ont augmenté d'une année sur l'autre pour atteindre 55%, ce qui représente une énorme opportunité de marché.
04 Stratégie future : du "produit à la mer" à la valeur à la mer
Alors que le marché mondial de l'impression 3D continue de m?rir, les entreprises chinoises améliorent leurs stratégies à l'étranger.
La stratégie de la cha?ne d'approvisionnement passe de l'exportation pure et simple au placement de capacités à l'échelle mondiale.
Les "réseaux de production régionalisés" et les "stratégies de localisation des technologies" sont devenus des moyens importants de répondre aux changements de l'environnement commercial mondial. Certaines grandes entreprises ont commencé à s'implanter stratégiquement dans des économies émergentes telles que l'Asie du Sud-Est, l'Europe centrale et orientale et l'Amérique latine.
L'évolution des technologies montre une tendance à la diversification.
Impression de haute précision de 2 microns sur le métal, et contr?le de la taille de la tolérance dans la gamme de +-10 microns, +-25 microns respectivement.
Certains des premiers équipements de SANDI Technology fonctionnent de manière continue et stable depuis plus de 20 ans, ce qui lui a valu un niveau de confiance très élevé sur le marché. Les quatre principales technologies d'impression 3D qu'elle ma?trise peuvent fournir l'assurance d'une technologie mature nécessaire pour répondre à des besoins de fabrication diversifiés.
L'expansion des marchés s'étend des pays développés aux marchés émergents.
L'Asie-Pacifique est devenue la région qui conna?t la croissance la plus rapide sur le marché mondial de l'impression 3D, la politique "Made in China 2025" du gouvernement chinois stimulant la croissance des entreprises locales.
Le modèle commercial a également évolué, passant de la vente d'un seul appareil à la diversification.
Certaines entreprises ont commencé à proposer des services d'abonnement "à l'heure d'impression" qui combinent la maintenance, l'étalonnage et le réapprovisionnement en poudre en une seule facture. Cette approche hybride brouille la frontière entre le matériel et les services, ce qui permet de lisser les flux de revenus pendant les cycles macroéconomiques.
05 Perspectives d'avenir : de "l'industrie manufacturière à l'outre-mer" à "l'outre-mer écologique".
La prochaine étape de l'impression 3D industrielle à l'étranger sera le passage de la production de produits à la construction d'un écosystème mondial de fabrication numérique.
Les cha?nes d'approvisionnement numériques deviennent une compétence essentielle.
L'approche de Korall Engineering annonce cette tendance : elle identifie les composants clés, modélise les systèmes modulaires et automatise la dérivation des variantes. Ces ensembles de données sont ensuite mis à la disposition de partenaires de fabrication certifiés via la plateforme Oktopus de Korall.
La transformation de la servitisation est devenue un point de croissance de la valeur.
Le marché des services d'impression 3D devrait dépasser le marché du matériel à un TCAC de 25,21% de 2025 à 2030.Les fabricants contractuels tels que Stratasys Direct Manufacturing, Materialise et Protolabs utilisent des réseaux multisites pour répartir les charges, permettre aux clients de réaliser des prototypes en dix jours et de recevoir des pièces conformes aux normes de production ISO-13485.
Les réseaux mondiaux de collaboration seront la forme ultime.
HP met en relation les exigences des pièces avec son réseau de partenaires par le biais de son programme Additive Manufacturing Network (réseau de fabrication additive). De même, Korall s'est associé à HP, Assembrix et Sparely pour mettre en ?uvre une série de travaux d'impression à distance sécurisés.
Dans une usine intelligente de Zhuhai, des dizaines d'imprimantes 3D granulaires de qualité industrielle fonctionnent en permanence. Elles impriment des pièces automobiles et des produits de consommation de différentes spécifications en fonction des commandes de clients d'Europe et d'Amérique du Nord.
Sur l'écran électronique de l'atelier, une carte de l'état de la production mondiale clignote en temps réel, indiquant les n?uds de fabrication répartis sur les continents.
Parallèlement, la liste des expéditions de SANDI continue de s'allonger avec des commandes en provenance d'Italie, de Turquie, d'Espagne et de Corée du Sud, témoignant de la transformation de l'impression 3D industrielle chinoise, qui passe d'une situation de rattrapage technologique à une position de leader mondial.

Zong Guisheng, fondateur de SANDI Technology, estime que des percées technologiques à l'implantation mondiale, nous sommes en train de redéfinir la position de l'industrie manufacturière chinoise dans la cha?ne industrielle mondiale.
Ses yeux reflètent le nouveau chapitre de l'impression 3D industrielle chinoise à l'étranger, qui n'est pas seulement un flux de produits, mais aussi l'intégration mondiale des paradigmes de fabrication, des normes techniques et de l'écologie industrielle. (Source : Zongguancun Public)