2026砂型3D打印機(jī)終極采購(gòu)指南:避坑清單與品牌對(duì)比最先出現(xiàn)在三帝科技股份有限公司。
]]>Respuesta rápida. El mercado de la impresión 3D en arena acelerará su expansión gracias a la demanda de fabricación digital y flexible de aquí a 2026. La tecnología se ha desarrollado a través deMoldeo sin moldeHa acortado el ciclo de desarrollo de piezas de fundición complejas de meses a semanas y ha reducido los costes hasta en 70%, y se está convirtiendo en una solución fundamental para la creación rápida de prototipos y la producción de bajo volumen en el sector aeroespacial, la automoción de gama alta y otros campos.
Principales conclusiones
- Principales motores de la transformación: El mercado deMultiespecies, lotes peque?os, respuesta rápidaLas exigencias del sector obligan a la industria de la fundición a modernizarse hacia la flexibilización y la digitalización.
- discontinuidad tecnológica::Tecnología de inyección de ligante La eliminación de los moldes físicos y la aplicación directa de "los datos de dise?o al molde" es la lógica subyacente de la innovación del proceso.
- Clara rentabilidad de la inversiónEn situaciones complejas de creación de prototipos, la tecnología puede reducir el coste de un solo desarrollo de millones de dólares a menos de 100.000, con un periodo de amortización tan bajo como2-3 a?os.
- MercadoEl periodo hasta 2026 es una fase crítica para completar la disposición tecnológica y establecer ventajas de capacidad y experiencia.
Panorama del mercado: la inevitabilidad de la digitalización y la transformación flexible
El actual punto débil de la industria de la fundición no es la eficiencia de un único segmento, sino el desajuste estructural entre todo el paradigma de producción y la demanda del mercado. Observamos tres tendencias irreversibles:
1. Ciclo de vida del producto más cortoLa velocidad de iteración de los productos se ha reducido de 5-7 a?os en el pasado a 2-3 a?os, especialmente en los sectores de automoción y equipos de gama alta. Desarrollo tradicional de moldes (requiere mucho tiempo)3-4 mesesCoste1-2 millones de dólares) se ha vuelto insoportable.
2. Se dispara la demanda de personalización y aligeramiento: fundición inyectada integrada para vehículos de nueva energía, complejos componentes internos para la industria aeroespacial y formas únicas para obras de arte, estos dise?os son importantes para laCavidades internas, canales de refrigeración de paredes finas y perfiladasSu realización es extremadamente exigente y difícilmente puede llevarse a cabo de forma económica con los métodos convencionales de fabricación de moldes.
3. Requisitos de resistencia de la cadena de suministroLa presión geopolítica y de costes está llevando a los fabricantes a buscar cadenas de suministro localizadas más cortas y controlables. Las capacidades de producción digital local que pueden responder rápidamente a los cambios de dise?o y no necesitan depender del procesamiento de moldes en el extranjero son de gran valor.
La impresión 3D en arena, especialmenteTecnología Binder JettingEs la solución "bisturí" a estos retos. No es simplemente un sustituto de la modelización manual, sino más bien un elemento fundamental.Procesos de producción reconfigurados::
* Comparación de procesos::
| anillo anular | Proceso de fundición tradicional | Proceso de digitalización basado en la impresión 3D en arena |
|---|---|---|
| Ruta principal | Dise?o 3D → moldeado en metal/madera → moldeado (a mano/máquina) → fundición en caja. | Dise?o 3D → impresión directa de molde/núcleo → colado en caja. |
| ciclo temporal | De semanas a meses | De días a 2 semanas (primer artículo) |
| Gastos de modificación | Modificar o volver a moldear puede ser costoso | Modificar modelos CAD con un coste marginal cercano a cero |
| (matemáticas) complejidad geométrica | Sujeto a las limitaciones del proceso, como la extracción del molde | Se pueden fabricar orificios de forma prácticamente ilimitada y ángulo negativo |
Principal fuerza motriz: análisis en profundidad de la demanda de aplicaciones del sector
La popularidad de la tecnología siempre está impulsada por las necesidades prácticas. La impresión 3D en arena ha pasado de ser "opcional" a "obligatoria" en muchos campos:
* Aeroespacial y militarEste es el "terreno abonado" para la validación tecnológica. La demanda se centra enAleaciones de alta temperatura, aleaciones de titanioy otros materiales difíciles de procesarPieza única, lote peque?oComponentes complejos como palas de motor, cargadores, soportes de satélites. Para precisión (normalmente necesaria)±0,3 mmen el interior) y los requisitos de resistencia de la arena son extremadamente altos. Empresas nacionales líderes comoAFS de Longyuan Basándose en sus casi 30 a?os de experiencia en impresión industrial, ha acumulado un gran número de casos de éxito en este campo.
* Automóviles (especialmente los de nueva energía y marcas premium)Los principales motores sonCreación rápida de prototipos y aligeramiento. Se utiliza para la verificación de prototipos y la producción de peque?os lotes de culata del bloque del motor, carcasa de la caja de cambios, soporte de la caja de la batería, etc., lo que puede adelantar el tiempo de ciclo de la prueba de banco.2-3 meses. Por ejemplo, utilizando3DPTEK-Serie JEl patrón de arena impreso por el equipo se ha utilizado ampliamente en los centros de I+D de muchas de las principales empresas automovilísticas nacionales, ayudándoles a reducir el coste de desarrollo de prototipos de una sola rueda.70% Arriba.
* Bombas, válvulas y maquinaria pesada: Las necesidades sonReducción de los plazos de entrega y respuesta a pedidos individuales. Los cuerpos de bombas y válvulas grandes y complejos suelen requerir equipos de gran tama?o. Por ejemplo, tama?os de moldeo de hasta2500×1500×1000mm(utilizado como expresión nominal)3DPTEK-J2500El modelo es capaz de imprimir integralmente patrones de arena de carcasa de bomba de gran tama?o, lo que evita la engorrosa producción y montaje de bloques y mejora significativamente la fiabilidad de entrega de grandes piezas de fundición.


* Reparto de obras de arte y creación culturalEl núcleo de la demanda esRealización de la creatividad arbitraria del artistaLa escultura digital no necesita recurrir a expertos fabricantes de moldes. Las esculturas digitales pueden convertirse directamente en modelos de arena, reproduciendo a la perfección texturas complejas y formas orgánicas.
Perspectivas para 2026: previsiones sobre el desarrollo tecnológico y el panorama del mercado
Basándonos en el ritmo actual de iteración tecnológica y en las reacciones del mercado, hacemos las siguientes valoraciones sobre el mercado en 2026:
1. desarrollo tecnológico::
* Equipos de gran tama?o y alta velocidad en paralelo: El mercado exigirá simultáneamente dispositivos sobredimensionados más eficientes (como4 metrosplataformas de impresión) y dispositivos peque?os y medianos de alta velocidad orientados a la impresión rápida. Las velocidades de impresión aumentarán con respecto a las actuales20-30 segundos/capaMejora general.
* La apertura de los sistemas materiales se convierte en el centro de la competenciaLos sistemas cerrados con consumibles especializados perderán gradualmente sus ventajas. Compatible con una amplia gama de resinas y diferentes tama?os de partículas (p. ej.Malla 70/140, malla 100/200Arena de sílice, arena de baobabPlataforma de material abiertoPor ejemplo3DPTEKLa estrategia adoptada permitirá a los usuarios controlar mejor los costes y flexibilizar los procesos.
* Integración y automatización::Limpieza automática de la arena, transferencia del cilindro de moldeo, inspección en líneaLa unidad de postprocesado estará profundamente integrada con el host de impresión para formar una solución integral de "Impresión - Limpieza de arena - Secado", lo que supone un verdadero paso hacia la producción continua y sin personal.
2. panorama del mercado::
* Profundidad de aplicación desde la "producción de prueba" hasta la penetración en "producción".: En 2026, la proporción de tecnología utilizada para la producción directa de piezas finales aumentará significativamente, especialmente en lotes deDe decenas a cientos de piezasLa segmentación del
* El auge de las redes regionales de fabricaciónConfíe en3DPTEKEmpresas como la construcción del modelo de "Plataforma nacional de servicios en la nube de fabricación inteligente distribuida" serán más comunes, para lograr la programación en la nube de la capacidad de producción y los servicios cercanos, remodelando la cadena de suministro de fundición regional.
* La relación calidad-precio se convierte en el factor dominante en la toma de decisiones: A medida que los fabricantes nacionales de equipos realizan avances en componentes básicos (por ejemplo, control de cabezales de impresión, algoritmos de software) conAlta estabilidad, sistema abierto, servicio localizadoLa cuota de mercado de las marcas nacionales seguirá creciendo, ya que ofrecen a los usuarios un ciclo de retorno de la inversión más corto que el de los equipos importados tradicionales.
llegar a un veredicto: Ya no es el momento de hablar de la "necesidad" de la impresión 3D en arena.Cómo elegir el camino correcto para actualizar2024-2026 es el periodo clave de inversión para que las empresas desarrollen la capacidad de fundición digital y se hagan con el terreno más alto en el futuro mercado. El coste de la espera será mucho mayor que el riesgo de una disposición temprana.
5 indicadores básicos desmontaje en profundidad: lea el rendimiento real de la impresora 3D de arena
Una vez comprendidas las tendencias del mercado y la inevitabilidad de la transformación, el siguiente paso clave consiste en dejar de lado la jerga de marketing y evaluar las verdaderas capacidades de los equipos desde una perspectiva de ingeniería. Seleccionar unImpresora 3D de arenaEsencialmente, la elección de un conjunto deSistemas de producción digitalSu rendimiento nunca puede resumirse en un único parámetro. Su rendimiento nunca puede resumirse en un único parámetro, sino que se define mediante los cinco indicadores básicos siguientes, interrelacionados. Nuestros análisis se basan en pruebas de campo y datos de producción a largo plazo.
1. Precisión de impresión y calidad de la superficie: transferencia de la precisión del molde de arena a la fundición
Este es el principal indicador de si una pieza moldeada es "utilizable" en lugar de "moldeable". Hay que distinguir entrePrecisión de impresiónjunto conPrecisión de la colada final.
Análisis de la precisión de la impresión en arena::
Tolerancias dimensionales: Suele expresarse como "±0,3 mm (≤300 mm)". Esto se refiere aLa propia arenadesviaciones dimensionales en un entorno controlado. Por ejemplo3DPTEK-J1800En la solución técnica, esta precisión se consigue mediante motores lineales de alta precisión con un sistema de control de bucle cerrado. Es importante tener en cuenta que las tolerancias se relajan a medida que aumenta el tama?o, y las máquinas con representaciones proporcionales (por ejemplo, 0,1%) son más favorables para las piezas más grandes.
Espesor mínimo de la pared / tama?o de la característicaCapacidad de impresión: determina directamente la capacidad de la máquina para imprimir núcleos de arena complejos de paredes finas o canales finos. Esta capacidad viene determinada por elResolución del cabezal de impresión (PPP) responder cantandoEspesor de la capa de arenaUn cabezal de impresión de 400 DPI junto con un grosor de capa de 0,25-0,3 mm puede lograr normalmente un3-5 mmEl grosor mínimo estable de la pared del
rugosidad superficialRugosidad de la arena: La rugosidad de la superficie de la arena (valor Ra) afecta directamente a la dificultad de limpieza de la arena y al acabado superficial de las piezas fundidas. Está determinada principalmente por el tama?o del grano de arena (por ejemplo, la malla 100/200 es más fina que la malla 70/140) y la tecnología de control de penetración del aglutinante. La uniformidad de la superficie del molde de arena impresa por el excelente equipo puede alcanzar alrededor de Ra 12,5μm, lo que proporciona una buena base para la posterior aplicación de revestimientos refractarios.
Efectos sobre las coladas y las mediciones::
Cadena de pérdida de precisión: Precisión del molde de arena → (error de espesor de la capa de recubrimiento) → (contracción por solidificación del metal) → precisión de la pieza fundida. Por lo tanto, un molde de arena de alta precisión es la clave para obtener piezas fundidas de alta calidad.condición necesaria pero insuficiente (matemáticas).
patrón de medida: debe utilizarseEscáner 3Dtal vezMáquina de medición por coordenadas (MMC) de gran tama?o Las dimensiones clave de posicionamiento y el grosor de la pared del patrón de arena impreso se inspeccionan y comparan con el modelo CAD original para generar un informe de desviación cromatográfica. Las mediciones de calibre por sí solas no pueden evaluarse en su totalidad.
2. Tama?o de la caja y eficacia: más grande no es mejor
La elección del tama?o de la caja de construcción (tama?o de moldeo) es un acto de equilibrio, directamente relacionado con la eficiencia de la inversión y la flexibilidad de la producción.
Matriz de estrategia de selección::
| necesidad de producción | Estrategias recomendadas para el tama?o de las cajas de construcción | Consideraciones básicas |
|---|---|---|
| Grandes piezas de fundición individuales (por ejemplo, bases de máquinas herramienta, grandes carcasas de bombas) | Seleccione un tama?o igual o ligeramente superior al contorno máximo de la pieza. Por ejemplo, para producir un cuerpo de bomba de unos 2 metros, debería considerarse una máquina como la 3DPTEK-J2500 (2500 x 1500 x 1000 mm). | Garantizan un moldeado integral de una sola vez, evitando la pérdida de precisión y el riesgo de resistencia provocados por el empalme por piezas. |
| Lotes peque?os, multiespecies (por ejemplo, prueba de motores, cuerpos de válvulas múltiples) | Seleccione una caja de construcción de tama?o medio (por ejemplo, 1000-1800mm de lado largo) y utilice la dirección de altura (eje Z) para permitir la impresión anidada de múltiples piezas. | Maximiza el número de piezas impresas en una sola pasada, diluyendo el coste y el tiempo de impresión de un único patrón de arena. Máxima utilización del equipo. |
| Mezcla de tallas grandes y normales | Considera combinaciones de equipos "uno grande, uno peque?o" o "uno mediano, uno grande". | Utilizar máquinas peque?as para hacer frente a las piezas de I+D de rápida rotación y máquinas grandes para salvaguardar la capacidad de producción de piezas grandes, a fin de realizar la cartera de inversiones óptima. |
Principales datos: Cajas de construcción parautilización eficazMás importante que el tama?o nominal. Es necesario evaluar la estructura interna del dispositivo para facilitar el anidamiento automático de varias piezas y la inteligencia de los algoritmos de anidamiento del software.
3. Sistemas de materiales y compatibilidad: el alma del control de costes y la flexibilidad de los procesos
Un sistema de materiales abierto es la clave para evitar la "unión de consumibles" y lograr una optimización de costes a largo plazo. La compatibilidad de la máquina con diferentes materiales de arena y aglutinantes debe ser una consideración central.
Propiedades de los materiales y adecuación de los equipos::
- Arena de sílice (arena de cuarzo)El más utilizado y de menor coste (unos 600-800 RMB/tonelada). Sin embargo, requiere una gran uniformidad de esparcimiento de la arena en el equipo, y la diferencia de fluidez afectará a la calidad de la capa.sistema abiertoPermitir a los usuarios elegir diferentes tama?os de malla en función de los requisitos de fundición (por ejemplo, malla 70/140 para piezas ordinarias, malla 100/200 para piezas con elevados requisitos de superficie).
- Arena de baobab (arena cerámica)Partículas esféricas, excelente fluidez, la superficie de la arena impresa es más pulida, mejor estabilidad térmica, adecuada para aceros de alta aleación, grandes piezas de fundición. Pero el precio es de 3 a 5 veces el de la arena de sílice. El equipo debe ser capaz de adaptarse a sus diferentes densidades de empaquetamiento y características de adherencia.
- arena recubierta: Material arenoso prerrevestido de resina que suele utilizarse para la impresión térmica. En los equipos de inyección de aglutinanteCaja de resina en fríoSistema. El proveedor del equipo proporcionará un paquete validado de parámetros del proceso.
Compatibilidad con carpetas::
- Juicios principalesEl equipo sólo puede utilizarse con aglutinantes especializados especificados por el fabricante original. ?O es compatible con el mercado general?Resina furánica, resina fenólicainclusoaglutinante inorgánico(tendencias medioambientales)?
- Impacto económicoEl sistema abierto permite a los usuarios comprar resinas a múltiples proveedores, lo que reduce los costes de material gracias a la competencia en el mercado. Por ejemplo.3DPTEKEl equipo ayuda al usuario a utilizar resinas de terceros que cumplan las especificaciones, lo que por sí solo puede suponer un importante ahorro anual en costes de consumibles para las grandes fundiciones.
4. Velocidad y capacidad de impresión: más allá del "tiempo de capa", resultados reales
Los vendedores suelen anunciar "XX segundos/capa", pero la separación delespesor de la caparesponder cantandoUtilización de cajas de construcciónNo tiene sentido hablar de velocidad. La capacidad real debe medirse en términos deLitros por hora (L/h) tal vezKilogramos por hora (kg/h) (utilizado como expresión nominal)Tasa de volumen de moldeo efectivopara medir.
Correlación de la profundidad de los parámetros::
* espesor de la capaAumento del grosor de la capa: El aumento del grosor de la capa (por ejemplo, de 0,25 mm a 0,35 mm) reduce significativamente el número total de capas y acorta el tiempo de impresión, pero a expensas de la precisión del eje Z y de los efectos de escalonamiento de la superficie. Un equipamiento superior permite0,2-0,5 mmAjuste flexible a los requisitos de las piezas dentro de la gama.
* Velocidad de esparcimiento de la arena y de chorroAmbos deben optimizarse conjuntamente. El lijado de alta velocidad debe adaptarse a un sistema de cabezales de impresión de escaneado de alta velocidad, de lo contrario puede convertirse en un cuello de botella. Por ejemplo, el uso de escaneado paralelo con varios cabezales de impresión (p. ej.3DPTEK-J4000(utilizando 16 cabezales de impresión) es la forma fundamental de aumentar la velocidad.
Cálculo de la capacidad real::
`Capacidad por día ≈ volumen de caja construida × tasa de llenado × (24 horas / tiempo total de impresión y preparación de caja única)`.
El índice de llenado depende de la densidad de anidado de las piezas, mientras que el "tiempo total" incluye la impresión, el lijado, la preparación de la arena, etc. Las máquinas altamente automatizadas (con estaciones automáticas de limpieza de arena, cilindros gemelos alternos) minimizan el tiempo de no impresión, mejorando así la eficiencia global del equipo (OEE).
5. Fiabilidad de los equipos: base de una producción estable y fuente de costes ocultos
Es la métrica que más fácilmente se pasa por alto en las tablas de parámetros, pero determina el éxito o el fracaso operativo a largo plazo. La fiabilidad se refleja enTiempo medio entre fallos (MTBF) responder cantandoVida útil de los componentes críticosArriba.
Análisis de estabilidad de los componentes clave::
- cabezal de impresiónLos cabezales piezoeléctricos industriales suelen tener una vida útil de1-2 a?os(en función del nivel de mantenimiento). El núcleo radica en lasistema de suministro de tintaDisponibilidad de presión constante, recirculación, filtración y limpieza automática para evitar atascos. El elevado coste de sustitución de los cabezales de impresión (hasta decenas de miles de dólares por unidad) hace que el dise?o de protección de los cabezales del sistema sea fundamental.
- Sistema de lijadoLa uniformidad y consistencia del esparcimiento de la arena es la piedra angular de la calidad de la capa. Hay que prestar atención a la durabilidad del mecanismo vibratorio de esparcimiento y a los ciclos de desgaste de los rascadores o rodillos. El sistema debe ser capaz de mantener un error de densidad de esparcido a largo plazo inferior al 1%.±1%.
- Sistema de control de movimientoLa capacidad de mantener la precisión de los motores/módulos lineales y carriles-guía en movimientos alternativos de alta velocidad y larga duración. Esto está directamente relacionado con el equipo en3-5 a?osSi la precisión de fábrica se mantiene después de
Metodología de evaluación::
- Acceso a datos históricosExigir a los vendedores que proporcionen equipos del mismo tipo.Registro en tiempo de ejecución in situresponder cantandoRegistro de sustitución de componentes críticos.
- inspección in situVisitas a usuarios en producción, especialmente a los que ya utilizan el equipoMás de 2 a?ospara conocer su opinión directa sobre la estabilidad, la frecuencia de los fallos y los costes de mantenimiento.
- prueba de esfuerzoDurante la prueba del prototipo, intente imprimir de forma continua un trabajo de alta tasa de llenado que consuma mucho tiempo y observe el rendimiento del dispositivo enEstado de calentamiento prolongadoEstabilidad operativa y consistencia de la precisión bajo
llegar a un veredicto: Evaluación de unaImpresión 3D en arenamáquina, es importante utilizar estos cinco indicadores comosistema totalEl compromiso. Una alta precisión puede ir en detrimento de la velocidad, y un sistema de material totalmente cerrado puede ser estable a expensas del control de costes. Para las fundiciones que buscan competitividad y rentabilidad de la inversión a largo plazo, la elección de una máquina del tipoPrecisión, eficacia, apertura material, fiabilidadUn equipo con un equilibrio de ingeniería óptimo entre ambos, y con un caso de servicio suficientemente localizado, es el primer paso hacia el éxito en la fundición digital.
El poder mundial de las marcas: comparación exhaustiva entre gigantes internacionales y marcas nacionales
Tras un profundo conocimiento de las especificaciones técnicas, la traducción de estos parámetros en opciones específicas de marca y equipamiento es el factor decisivo para las decisiones de compra. GlobalImpresión 3D en arenaEl mercado está liderado por dos grandes escuelas tecnológicas: los actores consolidados representados por Alemania/EE.UU. y los3DPTEK(SANDI Technology/Longyuan Moulding) Esta sección proporcionará un análisis en profundidad de la acumulación de tecnología y la estrategia de mercado y el rendimiento real de la empresa. En esta sección se analizarán en profundidad la acumulación de tecnología, la estrategia de mercado y los resultados reales de la empresa.
1. Gigantes internacionales: pioneros tecnológicos y posicionamiento en el mercado
Las marcas internacionales, representadas por veteranos alemanes y estadounidenses, fueron los primeros definidores de la tecnología de chorro aglomerante, con la ventaja de una profunda acumulación técnica y unos casos de mercado de gama alta globalizados.
* Características técnicas y modelos estrella::
* Alemánpor suImpresión de gran superficie a alta velocidadEl núcleo de esta tecnología es el exclusivo sistema de esparcimiento de arena y escaneado. El modelo insignia tiene un tama?o de moldeo de hasta 4000 x 2000 x 1000 mm y está dise?ado para piezas de fundición muy grandes (por ejemplo, componentes eólicos o navales). Su línea tecnológica hace hincapié en la velocidad de producción y los grandes volúmenes de construcción, lo que le proporciona una ventaja a la hora de trabajar con enormes moldes de arena monolíticos.
* Estados Unidos de América: más centrado enCiencia de los materiales y estabilidad de los procesosLa empresa es líder en el desarrollo de formulaciones aglutinantes para una amplia gama de materiales de fundición. Sus equipos se utilizan en centros de I+D de automoción y aeroespacial de todo el mundo y son conocidos por la madurez y repetibilidad de sus paquetes de procesos.
* Puntos fuertes y posicionamiento::
* vanguardiaLarga historia de la marca, con una rica base de casos globales de aplicaciones de gama alta (especialmente aeroespaciales); amplias patentes tempranas; y un ecosistema de software relativamente maduro (por ejemplo, integración con CAD/CAE convencionales).
* posicionamiento (marketing)Anclajes principalesOrganizaciones de I+D de alto nivel, grandes empresas multinacionalesAsí como usuarios de primer nivel con un presupuesto ajustado y grandes necesidades de marca. Sus ofertas suelen incluir materiales especializadosSistemas cerrados o semicerradosEsto garantiza un proceso óptimo, pero la flexibilidad del usuario en la selección del material es relativamente limitada.
2. El auge de las marcas nacionales: avances tecnológicos y ventajas de la localización
para3DPTEKComo representante de la marca nacional, no es un simple seguidor de la tecnología. Se basan en un profundo conocimiento de la ecología de la industria de fundición de China, de unaServicios rentables, abiertos y flexibles, en profundidadEl camino de la diferenciación.
Avances tecnológicos y modelos típicos::
- Núcleo autodesarrolladoEn el caso de 3DPTEK, por ejemplo, ha conseguido desarrollar internamente todo, desde el software subyacente (el sistema AFSWin3DP), pasando por el control de movimiento, hasta el sistema de suministro de tinta, liberándose así de la dependencia de una cadena de suministro previa específica. Esto permite que sus equipos respondan rápidamente a las demandas de iteración de los procesos locales.
- Cobertura de la matriz de productos: Se ha formado una clara línea de productos en respuesta a las necesidades multinivel del mercado chino:
- 3DPTEK-J1600 Pro/J1800El modelo "caballo de batalla" es el más probado en el mercado: para fundiciones de tama?o medio y centros de I+D, consigue el equilibrio perfecto entre precisión (±0,3 mm), velocidad y coste en el tama?o de moldeo de 1600-1800 mm.
- 3DPTEK-J2500/J4000Estándar internacional de equipos a gran escala, para cumplir con la maquinaria pesada, grandes bombas y válvulas y otras áreas de laImpresión de arena de gran tama?o todo en unoDemanda. Mejora la productividad de los equipos a gran escala al tiempo que garantiza la precisión mediante el escaneado colaborativo con varios cabezales de impresión y un sistema automatizado de limpieza y transferencia de arena.
Principales ventajas competitivas::
- La mejor relación calidad-precioEl coste de adquisición de equipos nacionales suele ser inferior al de las marcas internacionales para el mismo tama?o de moldeo y nivel de precisión. 1/2 a 2/3. Esto reduce significativamente el umbral de inversión inicial para la transformación digital en las fundiciones.
- Sistema de material abierto: Se trata de una diferencia estratégica. Los equipos nacionales suelen admitir el uso de materiales de arena de terceros (malla 70/140, malla 100/200 arena de sílice, arena perlada) y resinas (furano, fenólico) que cumplan las especificaciones, lo que devuelve al usuario la elección de los consumibles y el control de los costes. El material por sí solo puede reducir aún más los costes de explotación a largo plazo. 20%-30%.
- Localización profunda y respuesta rápida: Basada en una red nacional de centros de servicios de fabricación distribuidos (por ejemplo, en Pekín, Anhui, Zhejiang, Shandong, etc.), puede ofrecer desde instalación de equipos y formación en procesos hasta apoyo a la producción.Respuesta rápida in situ las 24 horasEsto es esencial para garantizar una producción continua. Esto es esencial para garantizar una producción continua.
- La validación de la producción alimenta el desarrollo de los equiposPor ejemplo, 3DPTEK opera varios centros de servicios de fundición digital y gestiona más de 2.000 proyectos de prototipos al a?o. Este modo de doble tracción "servicios de fabricación" y "fabricación de equipos", para que su función de equipo actualiza directamente de los puntos de dolor de producción real, más práctico.
3. Análisis comparativo multidimensional
El siguiente cuadro ofrece una comparación directa de los dos tipos de marcas en términos de dimensiones clave, con datos basados en programas técnicos públicos e investigaciones de la industria:
| dimensión de comparación | Marcas internacionales (EE.UU., Alemania) | Representantes de marcas nacionales (3DPTEK como ejemplo) | Información sobre decisiones de compra |
|---|---|---|---|
| Fuentes técnicas | Investigación y desarrollo tempranos e independientes, grandes barreras a las patentes | Investigación y desarrollo totalmente independientes, centrados en la adaptación de procesos localizados y en los avances en componentes básicos. | La tecnología nacional se ha controlado de forma independiente, sin riesgo de "enganchones". |
| Parámetros fundamentales (en el caso de máquinas medianas) | Precisión: ±0,2-0,3 mm; grosor de la capa: 0,28-0,3 mm | Precisión: ±0,3 mm (≤300 mm); grosor de capa: 0,2-0,5 mm ajustable | Los parámetros básicos de rendimiento se han igualado, y los equipos nacionales son más flexibles en el rango ajustable de grosor de capa. |
| Gama de precios (máquinas medianas) | Más alto, de millones a decenas de millones de RMB | Más competitivos, normalmente entre un millón y varios millones de dólares. | El periodo de amortización de los equipos de producción nacional es mucho más corto, generalmente de 2 a 3 a?os. |
| Sistemas de materiales | Sistemas mayoritariamente cerrados o semicerrados, recomendados o vinculados a consumibles especializados | Sistema abierto, compatible con la corriente principal del mercado de arena y resina, el usuario tiene un alto grado de libertad de elección. | Los sistemas abiertos son la clave del control de costes y la optimización de procesos a largo plazo para las empresas que desean dominar sus procesos esenciales. |
| ecología del software | Software dedicado, buena integración con algunos de los principales programas industriales internacionales | Software de desarrollo propio (por ejemplo, AFSWin3DP), más acorde con los hábitos operativos de los dise?adores nacionales, compatibilidad con formatos localizados y requisitos de personalización. | Hay que evaluar la facilidad de uso del software, la capacidad de tratamiento de datos y la interfaz con los procesos de dise?o existentes. |
| Red de servicio posventa | Dependencia de agentes nacionales o centros de servicio limitados, con tiempos de respuesta relativamente largos. | Red nacional de ventas directas y servicio en varios centros para una asistencia rápida in situ, formación sobre procesos y suministro de piezas de repuesto. | El valor de una respuesta rápida localizada para garantizar la continuidad de la producción es incalculable. |
| Aplicaciones típicas | I+D de gama alta, monobloques sobredimensionados, proyectos estándar globales para multinacionales | Creación rápida de prototipos, producción flexible de lotes peque?os, localización de grandes piezas de fundición, aplicaciones de escalado sensibles a los costes | Debe adaptarse a su gama de productos, presupuesto y capacidad de respuesta. |
Conclusiones::
Las marcas internacionales y las marcas nacionales no son simples "sustitutos", sino que forman una estratificación diferenciada del mercado. Para la búsqueda de la verificación de los mejores procesos del mundo, los requisitos presupuestarios y estrictos de la empresa de marca, las marcas internacionales siguen siendo una opción fiable. Sin embargo, para la gran mayoría de las empresas chinas de fundición, las necesidades básicas sonCapacidad de producción digital estable, eficiente, autónoma y controlable a un coste asequible. por3DPTEKLas marcas nacionales representadas por laSistema abierto, servicio localizado en profundidad, fiabilidad demostrada en la producción en serie e importantes ventajas en la relación precio/rendimiento.La empresa se ha convertido en la opción dominante del mercado y está redefiniendo el estándar de valor de la impresión 3D en arena de calidad industrial. Elegir una marca nacional no es solo una cuestión de costes, sino también un socio estratégico que entiende los puntos débiles de la fabricación china y puede crecer junto con la empresa.
Descubrir los costes ocultos: un modelo financiero completo para la adquisición de equipos y su explotación y mantenimiento
Tras comparar los parámetros técnicos y analizar la marca, un gestor pragmático debe fijarse en el aspecto financiero.Impresora 3D de arenaLa decisión de inversión nunca debe basarse únicamente en las cotizaciones de los equipos. Se trata de una inversión sistemática cuyo verdadero coste viene determinado por laGasto de capital inicial (CAPEX)responder cantandoGastos de explotación corrientes (OPEX)Juntos. Descuidar cualquiera de ellos puede anular el rendimiento esperado de la inversión (ROI). Esta sección le proporcionará un marco completo para el análisis financiero.
1. Lista de control de la inversión inicial: CAPEX visible e invisible
El precio de la carrocería del equipo es sólo la punta del iceberg. La inversión inicial para un sistema completo que pueda ponerse en producción inmediatamente consta, como mínimo, de los siguientes componentes:
Ontología del dispositivo y configuración del núcleoes decir, el precio de la impresora principal. Es necesario especificar si la oferta incluye equipamiento estándar (por ejemplo, un número determinado de cabezales de impresión, licencias de software básico).
Gastos de instalación, puesta en marcha y formación básicaEl precio del equipo suele ser de 2%-5%, e incluye la puesta a punto de la máquina, la nivelación, las conexiones electromecánicas, la puesta en marcha de los parámetros básicos del proceso y la formación inicial del operario.llamar la atención sobre algo: elige algo como3DPTEKEstas marcas con múltiples centros de servicio en todo el país son eficaces para reducir los costes adicionales de instalación derivados de los desplazamientos a distancia.
Inversión esencial en "equipos de postprocesado" (a menudo infravalorados)::
| proceso de postratamiento | Equipamiento necesario / Puestos de trabajo | Funcionalidad e implicaciones económicas |
|---|---|---|
| arena clara | Estación dedicada de desarenado / sala de desarenado de presión negativa | Elimine la arena suelta no adherida de las piezas moldeadas. La eliminación manual de arena es extremadamente ineficaz y polvorienta. Una estación de desarenado automatizada, como el modelo con la 3DPTEK-J2500, es una inversión clave para la productividad continua y la salud laboral. |
| Curado / Secado | Horno o estación de curado | El poscurado es esencial para los procesos que utilizan determinados sistemas de resina o cuando es necesario aumentar la resistencia del molde. El tama?o de la máquina debe ajustarse al tama?o máximo de arena que se va a imprimir. |
| Revestimiento de arena | Estación de mezcla y pintura | La aplicación de revestimientos refractarios a los moldes de arena es un paso fundamental para obtener una superficie de fundición de calidad. Es necesario invertir en equipos de mezcla de pintura y lugares de secado. |
| Tratamiento y reciclado de arenas | Tamiz de arena, regulador de temperatura de arena | El cribado, la refrigeración y la reutilización de la arena reciclada afectan directamente a los costes de material y a la calidad de impresión. Para la producción continua a gran escala, se trata de una inversión necesaria. |
Stock inicial de consumiblesPara iniciar la producción, es necesario adquirir unas existencias iniciales de arena de moldeo (por ejemplo, arena silícea o puzolánica) y aglutinante (resina furánica/fenólica). Para una máquina de tama?o medio, por ejemplo, un stock inicial de arena suele requerir entre 10 y 20 toneladas y unos cientos de kilogramos de resina.
2. Desglose en curso del "Coste de los equipos operativos y de mantenimiento (OPEX)".
Este es el "motor oculto" que determina la rentabilidad a largo plazo. La contabilidad debe afinarse mensual/anualmente:
Coste de los consumibles (organismo de costes variables)::
- Abrasivos de impresiónEl coste depende del tipo de arena (alrededor de 600-800 RMB/tonelada para la arena de sílice y 2.000-3.000 RMB/tonelada para la arena de baobab) y de losrelación arena-hierro. Gracias a un dise?o optimizado (por ejemplo, estructura hueca ligera), la relación arena-hierro puede reducirse de la tradicional 5:1-6:1 a 3:1-4:1, lo que ahorra directamente más de 30% de coste de arena.
- agente adhesivoConsumo de resina : El consumo de resina suele ser de 1,5%-2,5% del peso de la arena.Sistemas de materiales abiertosLas ventajas se ponen de relieve aquí: los usuarios pueden adquirir resinas compatibles más rentables sin estar atados a consumibles especializados de alto precio. Por ejemplo, los costes pueden reducirse entre 5 y 10 dólares por kilogramo utilizando resinas compatibles de terceros.
- Piezas de desgaste del núcleo - cabezales de impresiónEl cabezal de impresión piezoeléctrico industrial es un componente principal consumible. Su vida útil es de aproximadamente 1-2 a?os, y el coste de sustitución de una sola unidad puede ascender a decenas de miles de dólares, que deben reservarse en los cálculos de OPEX.Presupuesto anual de sustitución de cabezales. El sistema de mantenimiento de las boquillas del equipo (por ejemplo, limpieza automática, filtración por recirculación) puede prolongar eficazmente su vida útil.
Energía y costes indirectos::
- Consumo de electricidadPrincipalmente del motor de colocación de polvo, el servosistema, la unidad de calentamiento (si la hay) y el compresor de aire. Una impresora de arena de tama?o medio (p. ej.3DPTEK-J1800) La potencia nominal suele ser de 10-15KW, el consumo diario de impresión continua es considerable, debe calcularse en función de los precios locales de la electricidad industrial.
- aire comprimidoPara limpieza, control neumático, etc. Se requiere una fuente estable y limpia de aire seco, con requisitos de caudal normalmente ≥ 1,2 m3/min, cuyo coste de preparación y uso debe tenerse en cuenta.
- Contrato de mantenimiento anual (CMA)Contrato de mantenimiento: un contrato de mantenimiento con un proveedor de equipos es una forma inteligente de garantizar una producción estable y bloquear los costes de reparación. El coste suele ser de 3%-8%/a?o del precio neto del equipo, y cubre inspecciones periódicas, actualizaciones de software y servicios de mano de obra.
- Costes de inventario de piezas de recambioLa industria: para reducir los tiempos de inactividad, las fábricas tienen que almacenar un cierto número de piezas de recambio comunes (por ejemplo, juntas, sensores, elementos filtrantes), lo que consume capital circulante.
3. Marco para medir el rendimiento de la inversión (ROI): del centro de costes al centro de beneficios
Para evaluar el retorno de la inversión, es necesario cuantificar la tecnología que aportaAumento de los ingresosjunto conAhorro de costes. A continuación se presenta un marco práctico para la elaboración de modelos de medición:
Prestaciones básicas y partidas de ahorro:
- Cero costes de mohoEs el mayor ahorro para el desarrollo de nuevos productos o la producción de lotes peque?os. Los complejos moldes metálicos tradicionales suelen costarDe cientos de miles a millones de dólaresLa impresión en 3D reduce este coste a cero.
- Valor rentable de unos ciclos de desarrollo más cortosEl tiempo es dinero. La oportunidad de mercado y los ingresos adicionales derivados de adelantar el plazo de comercialización de un producto deben descontarse de los beneficios.
- * *Ejemplo*: Si un componente de automoción supera las pruebas de banco y entra en producción 60 días antes de lo previsto, y suponiendo una contribución media diaria de 10.000 dólares de beneficio del componente, la ganancia sería de$600,000.
- Mejora de la eficiencia laboral y de las instalacionesImpresión automatizada: la impresión automatizada reduce la dependencia de modelistas experimentados, y la mano de obra necesaria por unidad de producción disminuye considerablemente. Al mismo tiempo, los procesos digitales reducen el espacio de almacenamiento de moldes.
- Mejora de la utilización de materiales y aumento del aligeramientoEl dise?o topológico optimizado del patrón de arena reduce la cantidad de arena utilizada. Y lo que es más importante, las piezas fundidas resultantes son ligeras, lo que se traduce en importantes mejoras del rendimiento del producto final y reducciones del coste del ciclo de vida en los vehículos aeroespaciales y de nuevas energías.
Modelización de medidas sencillas del ciclo de recuperación de la inversión:
Periodo de amortización estático (a?os) = inversión total (CAPEX) / ingresos netos incrementales anualizados".
Ganancia neta incremental anualizada = (ahorro anual de costes de utillaje + beneficios de la reducción del ciclo de desarrollo + ahorro de mano de obra/material) - incremento anual de OPEX
Caso típico Referencia: Basado en3DPTEKLas estadísticas sobre su negocio de fabricación basada en servicios y los casos de clientes muestran que un escenario centrado en la creación de prototipos de piezas complejas y la producción de bajo volumen puede reducir normalmente el coste del subdesarrollo de una sola pieza gracias a sus equipos y procesos70% y superiorEl plazo total de amortización puede controlarse en 18-36 meses Interior. El periodo de amortización puede ser incluso más corto para los usuarios que la utilicen directamente para la producción de piezas de alto valor a?adido.
Consejos claveEl análisis más preciso del retorno de la inversión debe basarse en su propio 1-2.Productos típicosRealizar mediciones de simulación. Se recomienda que, en la fase de selección, los proveedores (p. ej.3DPTEK) ofrece piezas específicas para suInforme sobre opciones de proceso y análisis de costesEsto hará que las proyecciones financieras sean increíblemente claras.
llegar a un veredicto: AdquisiciónImpresión 3D en arenamáquina, comprando esencialmente un juego de "compresor de tiempo"y"Desacoplador de complejidad". El valor financiero se refleja no sólo en el ahorro explícito de costes, sino también en las ganancias estratégicas que pueden obtenerse acelerando la innovación y asumiendo pedidos de alto valor a?adido. Construir un modelo financiero completo como el descrito es el último paso, y el más importante, para tomar decisiones de inversión racionales y seguras.
7 pasos para evitar las trampas del proceso de contratación: lista de comprobación práctica desde el análisis de los requisitos hasta la contratación
Tras los análisis técnicos y financieros, la decisión final depende de un riguroso proceso de ejecución de la compra. Según nuestra experiencia en la entrega de soluciones a más de 100 fundiciones, cualquier omisión en el proceso puede dar lugar a una reducción significativa de la eficacia de la inversión. A continuación presentamos una lista de comprobación de siete pasos prácticos, desde los requisitos hasta la entrega.
Paso 1: Defina sus necesidades: realice un análisis de la brecha digital
No persiga ciegamente el "estado del arte". El primer paso debe ser realizar una auditoría interna de procesos para cuantificar el desfase entre la situación actual y el objetivo.
* Análisis de la matriz de productosLista de producción prevista para los próximos 1 a 3 a?osColadas típicas para las 5 primeras categorías. Graba su:
* Tama?o máximo del perfil(determina el límite inferior de la caja de construcción del dispositivo).
* Complejidad estructural(por ejemplo, grosor mínimo de la pared, número de cavidades internas, determinación de los requisitos de precisión del equipo y potencia de procesamiento del software).
* Material y peso(afecta a la resistencia de la arena y a la selección del proceso de revestimiento).
* Posicionamiento del modelo de producción: Define la función principal del dispositivo.
| objetivo principal | Priorización de los requisitos básicos | Selección de equipos |
|---|---|---|
| Creación rápida de prototipos de nuevos productos | Velocidad > Flexibilidad > Coste por unidad | Máquina de tama?o medio para altas velocidades de impresión y capacidad de cambio rápido. |
| Producción flexible de lotes peque?os | Estabilidad > Costes de material > Utilización de los equipos | Máquinas medianas y grandes, con especial atención a los sistemas de materiales abiertos con una elevada eficiencia global de los equipos (OEE). |
| Producción de grandes piezas monolíticas | Tama?o del edificio > Precisión Coherencia > Fiabilidad | Máquinas especializadas grandes o extragrandes como la serie 3DPTEK-J2500/J4000. |
objetivo cuantitativoEstablezca KPI claros, como "acortar el plazo de entrega de la primera muestra de productos A de 90 días a menos de 15 días" y "reducir el coste de los moldes para pedidos de lotes peque?os a menos de 10%".
Paso 2: Investigación en profundidad del proveedor - penetrar en el caso para ver la fuerza del
La herencia técnica y la experiencia en el sector de un proveedor son más importantes que los folletos llamativos.
Examinar los puntos fuertes técnicos::
- Historia de la I+DPregunta por el plazo de comercialización y el número de iteraciones de su primer equipo industrial. Por ejemplo.AFS de Longyuan Desde su creación en 1994, sus iteraciones tecnológicas se han validado a lo largo de un ciclo completo de mercado.
- Tasa de autonomía de los componentes básicosCentrarse en preguntar si el sistema de control de movimiento, el sistema de suministro de tinta y el software central son de desarrollo propio. Esto está relacionado con la asistencia técnica a largo plazo y la capacidad de personalización.
- Base de datos de procesosRequisito de mostrar paquetes de parámetros de proceso probados para diferentes materiales (por ejemplo, hierro fundido, acero fundido, aleaciones de aluminio). Los proveedores maduros deben apoyarse en una base de datos estructurada.
éxitos de la validación::
Solicitud de ejemplos del "mismo escenario: Si fabrica bombas y válvulas, pida ver el maletín de bombas y válvulas delDocumentación completa del proceso(desde el CAD original y las fotos de arena impresas hasta las piezas fundidas finales y los informes de inspección) en lugar de una lista generalizada de industrias.
Realizar backtesting de usuariosContacto directo con clientes de referencia facilitados por el proveedor, preferiblemente visitando equipos ya en uso.Más de 2 a?osde los usuarios. Las preguntas clave son: "?Cuál es la media anual de averías de los equipos?". ?Cuál es la capacidad de respuesta del servicio posventa? y "?Coincide el coste real del material con la estimación original del proveedor?".
Paso 3: Solicite una prueba de impresión in situ: ?hable con muestras!
Este es el aspecto más crucial para evitar el "papeleo". Debe hacerse de forma coherente.Pruebas oficiales de prototipos de pago o con depósito.
Sugerencias para el dise?o de muestras de ensayo::
- Incluye funciones integradas: Dise?ar un sistema que contengaParedes finas (p. ej., 5 mm), piezas gruesas, guías internas complejas, texturas superficiales finas y puntos de referencia de posicionamiento críticos.de la probeta.
- Simulación de condiciones de trabajo realesEs mejor utilizar uno de los existentes, de complejidad media.Modelos de piezas realesRealiza la prueba.
Lista de criterios de aceptación::
- Precisión dimensionalInspección de las dimensiones clave de posicionamiento y de los espesores de pared mediante MMC, emitiendo informes de desviación a partir del modelo CAD. Los criterios de aceptación deben ser coherentes con el compromiso del proveedor (por ejemplo, ±0,3 mm).
- Calidad de la superficie y limpieza de la arena: Observación de la uniformidad de la superficie del molde de arena, prueba de limpieza manual de la arena, comprobación de las cavidades complejas internas delenconada?Es bueno, con o sin arena pegajosa.
- Prueba de resistenciaRealiza lo siguiente en patrones de arena impresos o especímenes estándarresistencia a la tracciónresponder cantandoresistencia a la flexiónEn las pruebas, los datos deben ser conformes a los requisitos de la fundición (normalmente, resistencia a la tracción > 1,5 MPa).


Paso 4: Evalúe la solución de forma exhaustiva: los equipos son sólo la punta del iceberg
El valor real reside en el equipamiento centradoMadurez total de la solución.
Software de evaluación ecológica::
- Facilidad de uso y capacidades de preprocesamiento: Funcionamiento práctico de su software de corte (p. ej.AFSWin3DP de 3DPTEK), probando su reparación de modelos, la generación inteligente de soportes y la funcionalidad y eficacia del anidamiento multiparte.
- integración de flujos de datosConfirme si su software es compatible con el formato de salida de su proceso de dise?o actual (por ejemplo, STL, STEP) y el potencial de interconexión con posibles sistemas MES/ERP.
Capacidades de apoyo al proceso::
?Puede el proveedor facilitar la información delOptimización del dise?o de los moldes de arena (por ejemplo, el tubo ascendente de seguimiento), impresión, limpieza de la arena, adaptación del revestimiento a la fundiciónde consultoría de procesos de cadena completa? Esto refleja la profundidad de sus servicios técnicos.
Estabilidad de la cadena de suministro de materiales::
En el caso de los sistemas abiertos, los vendedores deben proporcionarLista de múltiples proveedores cualificados de arena y resinaAdemás, es importante garantizar que la cadena de suministro dispone de alternativas para evitar el riesgo de interrupciones del suministro.
Paso 5: Puntos de negociación del contrato - Aclarar derechos y responsabilidades
Los contratos son la última línea de defensa para salvaguardar las inversiones. Asegúrate de perfeccionar los anexos técnicos.
Cláusula de garantía de buen fin: WillCriterios de aceptación de la etapa 3Redactar un anexo al contrato como base jurídica para la aceptación final. Aclarar la precisión, resistencia, tama?o máximo de impresión y otros parámetros delMétodos de ensayo e intervalos de calificación.
Respuesta del servicio posventa SLA (Acuerdo de nivel de servicio)::
- tiempo de respuesta:: Diferenciar claramente entre los distintos niveles de tiempo de respuesta para la asistencia telefónica, el diagnóstico a distancia y la llegada de ingenieros in situ (por ejemplo, "respuesta in situ en 48 horas para averías graves").
- Cobertura y duración de la garantíaAclarar el período de garantía para toda la máquina (normalmente 1-2 a?os), así como las políticas de garantía independientes para los componentes clave (por ejemplo, cabezales de impresión, motores lineales).
- Política de actualización de softwareRecomendación: aclare si se cobran las actualizaciones de funciones de software y las correcciones de errores durante el periodo de garantía y fuera de él.
- Lista de contenidos de la formaciónLos contratos deben establecer en detalle el esquema del curso de formación, su duración, el número de participantes y los criterios de evaluación para garantizar una transferencia de conocimientos eficaz.
Paso 6: Planificación de la instalación y la aceptación: despejar el camino para la producción
La planificación previa es la base para garantizar la puesta en marcha sin problemas de los equipos.
Lista de comprobación para la preparación del emplazamiento::
- soportar el peso (de los pisos superiores de un edificio): En función del peso total del equipo (p. ej.Unidad central 3DPTEK-J2500 aprox. 15 toneladas) y puntos de carga centralizados para verificar la capacidad de carga del suelo de la planta (normalmente ≥3t/m2, especialmente si se prevé colocar equipos en el primer piso).
- Electricidad y gasReserve una fuente de alimentación independiente (por ejemplo, 380V/50Hz/15KW) y una interfaz de fuente de gas limpia y seca (presión 0,6-0,8MPa, caudal ≥1,2m3/min) de acuerdo con las especificaciones.
- Medio ambiente y ventilaciónInstalación: Asegúrese de que la zona de instalación cumple los requisitos de temperatura y humedad (por ejemplo, 22-28°C, 30-50%RH) y planifique el sistema de recogida y descarga de polvo para la estación de limpieza de arena.
Procedimiento de prueba de aceptación final (FAT/SAT)::
- Prueba de aceptación en fábrica (FAT)Si es posible, acuda a la fábrica del equipo para la preaceptación, la inspección de los componentes principales y las pruebas de funcionamiento con aire.
- Prueba de Aceptación del Emplazamiento (SAT)Una vez instalado y puesto en marcha el equipo en su planta, repita los pasos siguientesPrueba de impresión de muestras en el tercer pasoCon sus herramientas de medición homologadas, realice la firma de aceptación final de acuerdo con los criterios adjuntos al contrato.
Paso 7: Formación del personal y transferencia de conocimientos: activación de la productividad digital
El valor del equipamiento lo desbloquea en última instancia tu equipo.
Creación del equipo básicoLa formación debe abarcarIngenieros de procesos, operarios de planta, reprocesadores e inspectores.
Transferencia de competencias::
lado dise?oConocimiento de los principios de optimización del dise?o de moldes de arena para fabricación aditiva (por ejemplo, reducción de soportes, optimización de ángulos de desmoldeo).
producciónDominio del funcionamiento diario de los equipos, los procedimientos de mantenimiento, la resolución de problemas comunes y la respuesta en caso de emergencia.
calidad: Establecimiento de un patrón de arena de impresión 3D paraProcesos y normas de ensayo específicos.
Exigir a los proveedores que proporcionen un paquete completo de documentación sobre conocimientosEsto incluye manuales de funcionamiento, manuales de mantenimiento, bibliotecas de parámetros de procesos y guías típicas de resolución de problemas como activo a largo plazo para la empresa.
llegar a un veredicto: AdquisiciónImpresora 3D de arenaSe trata de un proyecto sistemático. Siguiendo esta lista de control de siete pasos se pueden transformar los impulsos tecnológicos en inversiones estratégicas racionales. Cada paso está dise?ado paraReduzca el riesgo, fije el valor y asegúrese de que su equipo puede aprovechar realmente la tecnología.El proyecto de fundición digital se transforma así en competitividad y rentabilidad reales.
Revelaciones de aplicaciones de éxito: 3 hitos de la impresión 3D en arena líderes del sector
Los análisis teóricos y las comparaciones de parámetros son importantes, pero la prueba definitiva del valor de la tecnología reside en su capacidad para resolver problemas de ingeniería del mundo real. Los tres casos siguientes, todos ellos basados en la principal práctica de fundición digital de China, no sólo demuestran que laImpresión 3D en arenay, además, revela cómo reconfigura la lógica de la producción en distintos ámbitos.
Caso 1 (bloque de motor grande): núcleo de arena integrado y revolución del ciclo de desarrollo
desafíoUn gran fabricante de motores diésel del sur se enfrentaba a dos cuellos de botella fundamentales a la hora de desarrollar una nueva generación de motores de alto rendimiento: en primer lugar, la fabricación tradicional de moldes conllevaba un largo ciclo de desarrollo de muestras de bloques de cilindros.3-4 mesesen segundo lugar, la complejidad del cuerpo del cilindroCanales de refrigeración conformadosEl núcleo de arena tradicional no puede fabricarse entero, sino que debe pegarse por piezas, con el riesgo de error de alineación y fugas.
prescripción: Adopción3DPTEK-J1800Impresoras 3D de arena para implantar un programa de impresión integrado.
1. paso de datosEl software de impresión importa directamente un modelo 3D del bloque de cilindros con las vías de agua optimizadas.
2. Moldeado integralLa combinación completa de la arena del cilindro con todas las cavidades internas complejas y los núcleos de la camisa de agua se imprime de una sola vez, eliminando por completo la necesidad de moldes y núcleos de bloques.
3. ajuste de procesosEl uso de resina de furano de alta resistencia y arena de baobab de malla 100/200 garantiza que el núcleo de arena cumpla los requisitos de estructuras complejas y, al mismo tiempo, tenga la capacidad de≥1,8MPaLa resistencia a la tracción para soportar impactos de hierro.
Resultados y perspectivas::
* Compresión del tiempo de ciclo: Reducción del tiempo desde el dise?o hasta el molde de fundición aEn 2 semanasCompresión global del ciclo de I+D70% y superior.
* Avances en el rendimientoEl núcleo de arena integrado garantiza unas dimensiones y un sellado precisos de los canales de refrigeración, y las pruebas de banco han demostrado un aumento de la eficiencia de refrigeración de aprox.15%.
* reconstrucción de costesReducción del coste de una sola ronda de pruebas de prototipos desde el millón de dólares del modelo tradicional a un millón de euros.Nivel de 100.000 dólaresEste caso demuestra que, para componentes de núcleo muy complejos, la impresión 3D en arena no es sólo una herramienta "más rápida", sino también una forma de aprovechar el potencial de una nueva tecnología. Este caso demuestra que, para componentes de núcleo muy complejos, la impresión 3D en arena no solo es una herramienta "más rápida", sino también una forma de aprovechar las ventajas de la impresión 3D.Libertad de dise?o y optimización funcionalLa única forma económica de hacerlo.

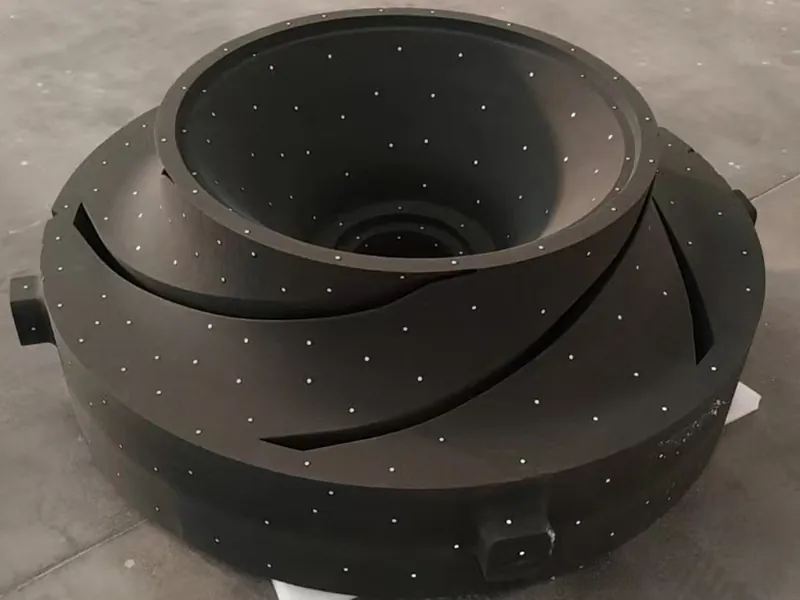
Caso 2 (bomba impulsora compleja): validación económica de la fundición rápida en peque?os lotes
desafíoUna empresa industrial de bombas y válvulas recibe a menudo pedidos peque?os (cantidades por lote de 5-50 piezas) de materiales especiales (por ejemplo, acero inoxidable dúplex) o dise?os de canal no estándar. El método tradicional requiere la producción de moldes de metal, alto costo y plazo de entrega de hasta 8-12 semanas, lo que resulta en órdenes en la pérdida a largo plazo o forzados a abandonar el estado.
prescripciónIntroducción3DPTEK-J1600 ProConstruir un proceso de respuesta rápida como unidad de producción flexible.
1. Apoyo económico al equipamiento nacionalSe eligió este modelo por su sistema abierto de consumibles, que permite adquirir resinas y arena de sílice locales más rentables a un coste manejable por pieza de material de moldeo.
2. Cambio rápido de procesosA la recepción de la orden, elEn 24 horasCompletar el procesamiento del modelo y el dise?o de impresión para iniciar la producción.
3. Cerrar el círculo de la precisión y la calidad: La precisión dimensional crítica de los moldes de arena impresos es estable en±0,3 mmCon el estricto proceso de recubrimiento, el acabado superficial de las piezas fundidas alcanza Ra 12,5μm, que cumple los requisitos de instalación de los clientes.
Resultados y perspectivas::
* El modelo económico es válidoPara peque?as cantidades de hasta 50 piezas, el coste total por pieza es inferior al del moldeo tradicional.40%-60%Se ha logrado la primera producción rentable de peque?os lotes de cuerpos de bomba especiales.
* Agilidad de entregaPlazo de entrega: estable desde la confirmación del pedido hasta la entrega de la pieza fundida10-15 días laborablesSe ha convertido en una competencia fundamental para que las empresas obtengan pedidos de alto valor a?adido.
* Fiabilidad de los equipos de producción nacional: Equipos con un MTBF superior a2000 horasEste caso demuestra que, en un entorno de producción estable, los equipos domésticos pueden cumplir plenamente los requisitos de fiabilidad de nivel industrial. Este caso es"Sistema abierto + equipos rentables" Un triunfo clásico del modelo en un escenario de fabricación flexible de bajo volumen.
Caso 3 (Reproducción del patrimonio cultural): el archivo digital y el renacimiento de los vaciados artísticos
desafíoUn proyecto de restauración y reproducción de un gran trípode de bronce, reliquia cultural nacional, cuya decoración superficial es extremadamente compleja, con un gran número de ángulos negativos y ranuras profundas. Molde tradicional torneado da?ará seriamente los artefactos, y moldes de silicona no puede soportar la presión de vertido de grandes piezas de fundición, los detalles de la réplica de la pérdida de graves.
prescripciónProceso digital sin contacto de "escaneado 3D + impresión 3D en arena".
1. digitalización de alta fidelidadEn primer lugar, los artefactos se escanean en 3D con gran precisión, y el error se obtiene por debajo de0,1 mmdel modelo digital para completar el archivo digital.
2. Impresión directa de moldes de arena: UsoAFS de Longyuan La máquina de impresión en arena imprime modelos digitales directamente en moldes de arena para fundición. Las características del proceso de impresión en arena conservan perfectamente todos los detalles de la decoración, incluidos los espacios muertos que no pueden tratarse con métodos convencionales.
3. Combinación de artesanía tradicionalEl proceso de fundición: Se aplican revestimientos refractarios especiales a los moldes de arena de precisión impresos, que luego se funden en bronce mediante el antiguo proceso de fundición a la cera perdida (molde fundido).
Resultados y perspectivas::
* Replicación no destructiva: realización del patrimonio cultural de lasin contactoReproducción, que protege fundamentalmente la seguridad del patrimonio cultural.
* Reproducción detallada: Las reproducciones presentan un alto grado de claridad en la ornamentación.95% Por encima, mucho más allá de los límites de la artesanía tradicional, cumple los requisitos más exigentes para la investigación arqueológica y la exhibición en exposiciones.
* Ampliación del valorLa tecnología no sólo se utiliza para replicar, sino que también crea un archivo "gemelo digital" del artefacto, proporcionando una base digital permanente para la futura restauración, investigación y desarrollo de derivados culturales. Este caso pone de relieve el potencial de la impresión 3D en arena enReproducción de formas complejas arbitrariasy su carácter insustituible comoConservación y transmisión digital del patrimonio culturalImportante valor de las tecnologías clave.
Principales revelacionesEn conjunto, estos tres ejemplos transversales demuestran que la aplicación con éxito de la impresión 3D en arena ha superado la fase inicial de "sustitución de moldes". Se está convirtiendo enImpulsar la innovación de productos (por ejemplo, el caso 1 con la Conformal Waterway), reconfigurar los modelos de producción (por ejemplo, el caso 2 con la economía de peque?os lotes) y transmitir el patrimonio cultural (por ejemplo, el caso 3 con el Digital Rebirth). tecnologías estratégicas. Invertir en esto es invertir en el núcleo de la capacidad flexible y la base de innovación para hacer frente a las incertidumbres del futuro.
Preguntas más frecuentes (FAQ)
Tras completar un exhaustivo análisis técnico, financiero y de procesos, hemos recopilado una serie de preguntas básicas de alta frecuencia formuladas por los responsables de la toma de decisiones en las fundiciones de primera línea. Estas preguntas llegan al corazón de los puntos débiles de las compras y las operaciones y están dise?adas para eliminar las últimas barreras de percepción.
Q1: Un grado industrialImpresora 3D de arena?Cuál es el rango de precios de los ?Cuál es la diferencia de precio entre los equipos nacionales y los importados?
A. La gama de precios es enorme, dependiendo del tama?o, la precisión y el grado de automatización. Tomemos, por ejemplo, la demanda mayoritaria en el mercado nacional:
* Equipamiento domésticoEn3DPTEKde la serie J, la inversión inicial para una máquina de tama?o medio (dimensiones de moldeo aprox. 1800 x 1000 x 700 mm) suele situarse en el rango deDe 1.500.000 a 3.000.000 RMBGama. Las unidades más grandes (por ejemplo, J2500/J4000) se encuentran en la gama de precios más alta.
* Equipos importados de gama alta: El precio del mismo nivel de equipamiento puede ser tan alto como el de los equipos nacionales. De 1,5 veces a más de 3 vecesAlgunos de los sistemas más grandes o personalizados pueden costar decenas de millones de dólares.
El núcleo de la difusiónNo es sólo en la prima de la marca, es en el:
1. Estrategia de sistemas de materialesLa mayoría de los equipos importados son sistemas cerrados o semicerrados vinculados a consumibles especializados, mientras que los sistemas abiertos nacionales (como los utilizados por 3DPTEK) permiten utilizar materiales de terceros más baratos, con diferencias significativas en los costes de explotación a largo plazo.
2. Madurez de la solución integradaLas marcas importadas dominan la gama alta globalizada, mientras que las marcas nacionales son las más importantes.Adaptación localizada de los procesos, capacidad de respuesta de los servicios y rentabilidadSe ha conseguido una ventaja decisiva. Para la gran mayoría de las empresas chinas que buscan un claro retorno de la inversión, la ventaja combinada de costes de los equipos de producción nacional suele acortar el periodo de amortización. 30%-50%.
P2: Aparte de la propia impresora, ?en qué otro "equipo de posprocesamiento" tengo que invertir? ?Cuál es el coste total?
A. El postprocesado es la clave para garantizar la continuidad de la producción y mejorar la calidad de los moldes de arena, y su inversión suele subestimarse, pudiendo llegar a suponer hasta 1.000 millones de euros. 20%-40%.. Las sesiones obligatorias incluyen:
| proceso de postratamiento | Equipos básicos / Puestos de trabajo | Función y necesidad | Participación estimada en los costes |
|---|---|---|---|
| Limpieza de arena automatizada | Estación de limpieza de arena por presión negativa, sistema de cribado por vibración | Eliminación eficaz de la arena suelta, salvaguardando la salud laboral y la producción continua. La extracción manual de arena no es práctica para moldes de arena grandes. | Alta (10%-20%) |
| Refuerzo y secado de la arena | Horno de curado de aire caliente / microondas | Dependiendo del sistema de resina utilizado, mejorar la resistencia final y la estabilidad del molde de arena es un paso clave para garantizar el éxito de la colada. | Mediana (5%-10%) |
| Tratamiento y reciclado de arenas | Cernedor de arena, regulador de temperatura de arena, mezclador de arena | El cribado, la refrigeración y la restauración del rendimiento de la arena reciclada afectan directamente al coste del material y a la calidad de la capa de impresión. | Media a alta (8%-15%) |
| Recubrimiento y secado | Equipo de mezcla de pintura, estaciones de pulverización/inmersión, zona de secado | El recubrimiento de moldes de arena con revestimientos refractarios para obtener una superficie de colada de alta calidad requiere instalaciones y equipos especiales. | Mediana (5%-10%) |
Principales recomendacionesEn la planificación de los presupuestos, hay que preguntar a los proveedores de equipos (por ejemplo3DPTEK) para proporcionar al ordenador central su correspondienteSolución total y presupuesto para la unidad de reprocesamientoevitando inversiones pasivas adicionales en una fase posterior.
P3: ?Cuál es la resistencia de los moldes de arena con tecnología Binder Jetting? ?Puede cumplir los requisitos de todos los metales de fundición?
A. La moderna tecnología de inyección de aglutinante ha hecho posible producir moldes de arena que cumplen los requisitos de resistencia de la mayoría de los escenarios de fundición.
* Datos de intensidad típicosCon resinas furánicas o fenólicas, la resistencia a la tracción de los encofrados de arena impresos suele ser de hasta 1,5 mm. 1,5 - 2,5 MPa, mayor resistencia a la flexión, que es suficiente para hacer frente:
* :: Fundición de metales ligeros como aleaciones de aluminio y aleaciones de magnesio.
* :: Fundición (gris, dúctil) y acero colado liso.
* La mayoría de los aceros inoxidables y aleaciones de alta temperatura.
* Verificación de condiciones de funcionamiento extremasEn condiciones extremas (por ejemplo, coladas sobredimensionadas de varias toneladas, vertidos con una cabeza hidrostática muy alta), la resistencia del molde de arena no es la única consideración, sino que debe evaluarse de forma exhaustiva.Dispersabilidad en arena, desgasificación (normalmente <12 ml/g) y estabilidad térmica. Para ello es necesarioValidación del procesodeterminar. Los principales proveedores nacionales, comoAFS de LongyuanGracias a su experiencia en la explotación de fundiciones, la empresa puede ofrecer a los clientes un paquete de parámetros de proceso probados para materiales específicos (por ejemplo, aceros de alto contenido en cromo, aleaciones de alta temperatura).
P4: ?Cuáles son los principales retos y costes del funcionamiento y mantenimiento diarios de los equipos? ?Cómo controlarlo?
A. El principal reto es mantener la estabilidad del sistema a largo plazo con unos costes de consumibles manejables.
* Principales retos::
1. Mantenimiento del cabezal de impresiónLa principal prioridad es evitar que la boquilla se atasque. Elija una boquilla de pulverización que tengaFiltración circular incorporada, suministro de tinta a presión constante y función de limpieza automática(como el dise?o de la serie 3DPTEK-J) pueden reducir en gran medida este riesgo.
2. Gestión de la arenaLa distribución granulométrica, la temperatura y el control de la humedad de la arena reciclada repercuten directamente en la calidad del polvo depositado. Es necesario establecer un proceso normalizado de manipulación de la arena.
* Componentes de coste y control::
* Coste de los consumibles (aprox. OPEX 60%-70%)El mayor gasto es la arena y la resina.Selección de equipos para sistemas de material abiertoEs el medio más eficaz de controlar los costes y le permite abastecerse de los materiales conformes más rentables del mercado competitivo.
* Sustitución de componentes críticos (por ejemplo, cabezal de impresión)Los cabezales de impresión industriales son consumibles con una vida útil de aproximadamente 1-2 a?os. Esto debe reservarse en el presupuesto anual. Un dise?o de calidad de los equipos puede alargar su vida útil.
* Energía y mantenimientoLa electricidad, el consumo de aire comprimido y los contratos anuales de mantenimiento (CMA) son gastos fijos. Elegir equipos energéticamente eficientes y fiables reduce estos costes en origen.
P5: ?Cuáles son las cláusulas contractuales clave que más se pasan por alto durante las negociaciones de contratación?
A. Además del precio y los plazos de entrega, los siguientes términos técnicos son cruciales, pero a menudo se pasan por alto:
1. Cláusulas de garantía de funcionamiento con criterios de aceptación clarosLos contratos deben ir acompa?ados de anexos técnicos.cuantificablePrecisión (por ejemplo, ±0,3 mm), resistencia (por ejemplo, resistencia a la tracción ≥1,8 MPa) y otros indicadores clave, y anote laMétodos de prueba, herramientas y soluciones en caso de incumplimiento de las normas (por ejemplo, reparación, sustitución o reembolso).Evite expresiones vagas como "líder del sector". Evite expresiones vagas como "líder del sector".
2. Atribución de software y derechos de propiedad intelectualAcuerdo explícito:
* :: Política de actualización del software operativo, software de control de procesos (?se cobra dentro o fuera del periodo de garantía?). .
* :: Materiales específicos para su empresa derivados del encargo cooperativo.Base de datos de parámetros de proceso optimizadosLos derechos de propiedad intelectual se atribuyen y utilizan del mismo modo que el derecho a utilizarlos.
3. Acuerdos cuantificados de nivel de servicio posventa (SLA): En lugar de limitarse a "prestar servicios puntuales", debe quedar claro:
* tiempo de respuestaPlazos específicos para la asistencia telefónica (por ejemplo, en 2 horas), el diagnóstico a distancia (por ejemplo, en 4 horas) y la llegada in situ de los técnicos (por ejemplo, en 48 horas para averías graves).
* Tiempo de suministro de piezas de recambioTiempo máximo de almacenamiento y entrega de piezas de repuesto de uso común y componentes críticos (por ejemplo, cabezales de impresión).
* Cualificaciones del personal de apoyo in situRequisitos para enviar ingenieros con amplia experiencia en procesos de fundición, en lugar de personal de mantenimiento con conocimientos exclusivamente mecánicos.
?? Recomendaciones para los próximos pasos
Llegados a este punto, habrá adquirido una amplia gama de conocimientos, desde tendencias de mercado, indicadores técnicos y comparaciones de marcas hasta modelos financieros y procesos de contratación. El valor de la teoría es orientar la práctica.
Le recomendamos encarecidamente que inicie inmediatamente los dos pasos siguientes para poner en marcha su planificación:
1. Aseo internoUtilice el primer paso del proceso de 7 pasos para evitar errores de este artículo para cuantificar el coste y el tiempo de ciclo actuales de uno o dos de sus productos típicos.
2. Obtenga análisis personalizados: Traiga su modelo de pieza específico y póngase en contacto con una empresa como3DPTEK (SANDY TECHNOLOGY/LONGYUAN MOULDING) Se trata de un proveedor con experiencia tanto en la fabricación de equipos como en servicios de producción a gran escala.Pídales que le proporcionen gratuitamente un análisis de viabilidad del proceso y una estimación preliminar de la relación coste-beneficio de esta pieza.. Es la mejor manera de validar el ajuste tecnológico a coste cero y obtener las proyecciones de ROI más intuitivas.
acción inmediataes el principio para cerrar la brecha digital con sus competidores.
2026砂型3D打印機(jī)終極采購(gòu)指南:避坑清單與品牌對(duì)比最先出現(xiàn)在三帝科技股份有限公司。
]]>3D打印如何解決鑄造高報(bào)廢率問(wèn)題:革新鑄造工藝,提升品質(zhì)與效率最先出現(xiàn)在三帝科技股份有限公司。
]]>Leer navegación
- Capítulo 1: Inmersión profunda: el problema de raíz de los defectos de fundición tradicionales
- Capítulo 2: Impresión 3D: un avance revolucionario de la tecnología a la solución
- Capítulo 3: SANTI TECHNOLOGY: Un motor digital para potenciar la industria de la fundición
- Capítulo 4: Mirando al futuro: digitalización y sostenibilidad en la industria de la fundición
Capítulo 1: Inmersión profunda: el problema de raíz de los defectos de fundición tradicionales
1.1 Defectos comunes de la fundición y sus causas profundas
Los defectos de fundición son la causa directa de las elevadas tasas de rechazo. Estos defectos no son accidentales, sino que vienen dictados por las limitaciones físicas y de proceso inherentes a los procesos de fundición convencionales.
en primer lugarburbuja de airejunto concráter. La porosidad se origina principalmente por la implicación o incapacidad de descargar eficazmente los gases (por ejemplo, hidrógeno, desgasificación del molde) en el metal líquido durante el proceso de colada y solidificación. Cuando el gas disuelto en el metal líquido se libera debido a una solubilidad reducida durante el enfriamiento y la solidificación, se forman burbujas en el interior o en la superficie de la pieza fundida si no se descargan a tiempo. En relación con esto está la contracción, que es un fenómeno natural de contracción del volumen del metal durante la solidificación. Si el sistema de refrigeración no está bien dise?ado, lo que da lugar a temperaturas del molde localmente elevadas, o a una contracción de reposición insuficiente, se formarán huecos o depresiones internas, conocidos como agujeros de contracción.
Siguiente.intercaladojunto conmodelo incorrecto. En la fundición en arena convencional, los moldes de arena y los machos de arena suelen tener que ensamblarse y unirse después de haber sido fabricados a partir de varias piezas por separado. En este proceso, cualquier peque?a rotura del núcleo de arena o una unión inadecuada puede provocar que las partículas de arena queden atrapadas en el líquido metálico, formando defectos de atrapamiento de arena. Además, si la superficie de separación del molde o el núcleo de arena no se colocan con precisión, también pueden producirse defectos de moldeado en los que las partes superior e inferior de la pieza fundida queden desalineadas.
finbarrera contra el fríojunto concrepitaciones. Cuando la fluidez del líquido metálico es deficiente, la temperatura de colada es demasiado baja o el dise?o del canal es estrecho, las dos corrientes metálicas se solidifican antes de poder fusionarse completamente en el borde de ataque, dejando una segregación en frío débilmente conectada. Y durante el enfriamiento y la solidificación, si hay tensiones desiguales dentro de la pieza fundida, pueden producirse grietas térmicas durante la contracción.
1.2 El dilema del "alto coste" y la "baja eficiencia" de la fabricación tradicional de moldes
Otro de los principales puntos débiles del proceso de fundición tradicional es el proceso de fabricación de moldes. La fabricación tradicional de cajas con núcleo de madera o metal es un proceso intensivo en mano de obra, dependiente de trabajadores altamente cualificados, con largos plazos de entrega y costes significativos. Cualquier peque?o cambio en el dise?o obliga a reconstruir el molde, lo que supone elevados costes adicionales y semanas o incluso meses de espera.
Esta dependencia excesiva de los moldes físicos también limita fundamentalmente la libertad de dise?o de las piezas fundidas. Los complejos canales internos y las estructuras huecas no pueden moldearse en una sola pieza mediante los procesos tradicionales de fabricación de moldes, y deben desmontarse en varios núcleos individuales, que se ensamblan después mediante complejas plantillas y trabajo manual. 2. Esta limitación del proceso obliga a los dise?adores a hacer concesiones y sacrificar el rendimiento de la pieza en aras de la fabricabilidad, como simplificar los canales de refrigeración para adaptarse a procesos de taladrado que no permiten una refrigeración óptima.
En resumen, la elevada tasa de desechos de la fundición tradicional no es un problema técnico aislado, sino un producto de sus procesos básicos. El modo tradicional de "ensayo y error físico" hace que la fundición en el descubrimiento de defectos, la necesidad de pasar por un largo proceso de modificación del molde y volver a probar, que es un ciclo de alto riesgo y baja eficiencia. valor revolucionario de la impresión 3D es que proporciona una solución "sin molde", fundamentalmente la remodelación de todo el proceso de producción, que será el modo tradicional de "ensayo y error físico". El valor revolucionario de la impresión 3D es que proporciona una solución "sin molde" que reconfigura fundamentalmente todo el proceso de producción, transformando el modelo tradicional de "ensayo y error físico" en un modelo de "verificación por simulación digital", que pone el riesgo por delante del proceso, eliminando así de raíz la mayoría de las causas de obsolescencia.
Capítulo 2: Impresión 3D: un avance revolucionario de la tecnología a la solución
2.1 Producción sin moldes: eliminar las causas profundas de la obsolescencia
La principal ventaja de la impresión 3D es su método de producción "sin molde", que permite evitar todos los problemas relacionados con los moldes inherentes a la fundición tradicional, reduciendo así radicalmente las tasas de desecho.
Directamente del CAD al molde de arena. La inyección de aglutinante en la fabricación aditiva es la clave para conseguirlo. Funciona pulverizando con precisión aglutinante líquido sobre finas capas de polvo (por ejemplo, arena de sílice o cerámica) desde un cabezal de impresión industrial basado en un modelo digital CAD en 3D. Al unir capa por capa, el modelo 3D del archivo digital se construye en forma de molde de arena sólido o núcleo de arena. Este proceso elimina por completo la necesidad de recurrir a moldes físicos. Al no ser necesario un largo proceso de dise?o y fabricación de moldes, el ciclo de fabricación de moldes puede acortarse de semanas o incluso meses a horas o días, lo que permite la "impresión bajo demanda" y una respuesta rápida a los cambios de dise?o, reduciendo significativamente la inversión inicial y los costes de ensayo y error.
Moldeo de una pieza y estructuras complejas. El método de fabricación por capas de la impresión 3D ofrece una libertad de dise?o sin precedentes. Permite moldear en un único conjunto núcleos de arena complejos que tradicionalmente tendrían que dividirse en varias piezas, como los sinuosos canales del interior de un motor. Esto no sólo simplifica el proceso de fundición, sino que, lo que es más importante, elimina por completo la necesidad de ensamblar, pegar y desalinear el núcleo, con lo que se erradican defectos comunes como el atrapamiento de arena, las desviaciones dimensionales y la deformación causada por estos problemas.
2.2 Optimización del proceso: datos para garantizar la calidad de la colada
El valor de la impresión 3D va mucho más allá de la "ausencia de moldes". Lleva el proceso de fabricación a una dimensión digital completamente nueva, permitiendo validar y optimizar los datos antes de que tenga lugar la fabricación física, convirtiendo la "remediación" en "previsión".
Simulación y dise?o digital. Durante la fase de dise?o digital previa a la impresión en 3D, los ingenieros pueden utilizar programas avanzados de análisis de elementos finitos (FEM) para realizar simulaciones virtuales precisas de los procesos de vertido, contracción de maquillaje y enfriamiento. Esto permite anticipar y corregir posibles defectos que podrían provocar porosidad, contracción o grietas antes de la producción real. Por ejemplo, al simular el flujo del metal líquido en los canales, se puede optimizar el dise?o del sistema de colada para garantizar un llenado suave y una ventilación eficaz. Esta previsión digital mejora en gran medida la tasa de éxito de la primera prueba y garantiza el rendimiento de la colada en origen.
Excelentes propiedades de la arena. Los moldes de arena impresos en 3D, gracias a su construcción por capas, pueden lograr densidades uniformes y una permeabilidad al aire difíciles de conseguir con los procesos convencionales. Esto es crucial para el proceso de fundición. La permeabilidad uniforme al gas garantiza que los gases generados en el interior del molde de arena puedan escapar sin problemas durante el proceso de colada, lo que reduce significativamente los defectos de porosidad causados por una ventilación deficiente.
Enfriamiento con forma. La tecnología de refrigeración conforme es otra aplicación revolucionaria de la impresión 3D en el campo de los moldes de fundición. Los insertos de moldes fabricados mediante impresión metálica en 3D tienen canales de refrigeración que pueden dise?arse para imitar exactamente los contornos de la superficie de la pieza fundida. De este modo se consigue un enfriamiento rápido y uniforme, lo que reduce significativamente la deformación y la contracción causadas por la contracción desigual, reduciendo así drásticamente la tasa de desechos. Según los datos disponibles, los moldes con refrigeración de seguimiento pueden reducir la duración de los ciclos de inyección hasta 70%, al tiempo que mejoran notablemente la calidad del producto.
Del "ensayo y error físico" a la "previsión digital". La principal contribución de la impresión 3D es transformar el modelo tradicional de fundición de "ensayo y error" en una "fabricación anticipada". Permite a las fundiciones realizar numerosas iteraciones en un entorno digital de forma rentable, lo que supone un cambio fundamental en la mentalidad y el proceso empresarial. Este modelo de "fabricación híbrida" facilita la adopción de la impresión 3D por parte de las fundiciones tradicionales y permite una producción más eficiente. Por ejemplo, la impresión 3D puede utilizarse para crear los machos de arena más complejos y propensos a errores, que luego pueden combinarse con moldes de arena fabricados con métodos tradicionales, con lo que se "aprovechan los puntos fuertes".
Capítulo 3: SANTI TECHNOLOGY: Un motor digital para potenciar la industria de la fundición
3.1 Equipamiento básico: "potencia dura" para la innovación en fundición
Como pionero y líder en el campo de la fabricación aditiva en China, 3DPTEK proporciona un fuerte apoyo a la industria de la fundición con su equipo central de desarrollo propio.
Las principales líneas de productos de la empresa sonImpresora 3DP de arenaque pone de relieve su liderazgo tecnológico. Dispositivos insignia3DPTEK-J4000Con un tama?o de moldeo extragrande de 4000 x 2000 x 1000 mm, es altamente competitiva en todo el mundo. Este gran tama?o permite moldear piezas de fundición grandes y complejas en una sola pieza sin necesidad de empalmes, lo que elimina aún más los posibles defectos causados por los empalmes. Al mismo tiempo, por ejemplo
3DPTEK-J1600PlusEstos dispositivos ofrecen una alta precisión de ±0,3 mm y velocidades de impresión eficientes para garantizar una calidad superior a la vez que se produce con rapidez.
Además, SANTI TechnologyEquipos SLS (sinterizado selectivo por láser)Series comoLaserCore-6000Las máquinas también son excelentes en el campo de la fundición de precisión. Esta serie de equipos es especialmente adecuada para la fabricación de moldes de cera para fundición a la cera perdida, proporcionando una solución más precisa para piezas finas de gama alta, como piezas aeroespaciales y médicas.
Cabe mencionar que SANDI Technology no es sólo un proveedor de equipos, sino también un experto en soluciones de materiales y procesos. La empresa ha desarrollado más de 20 aglutinantes y 30 formulaciones de materiales compatibles con hierro fundido, acero fundido, aluminio, cobre, magnesio y otras aleaciones de fundición. Esto garantiza que sus equipos puedan integrarse a la perfección en una amplia gama de aplicaciones de fundición, proporcionando a los clientes una asistencia técnica completa.
3.2 Servicios All-link: soluciones integradas de fundición
La ventaja competitiva de SANDY Technology no reside sólo en su hardware, sino también en las soluciones integradas que ofrece a lo largo de toda la cadena. La empresa cuenta con un sólido sistema de innovación "Trinity": "instituto de investigación + centro de trabajo posdoctoral + equipo de I+D". Este modelo garantiza una iteración tecnológica y un impulso innovador continuos, y su acumulación de más de 320 patentes es una prueba fehaciente de su liderazgo tecnológico.
La empresa ofrece un servicio llave en mano "todo en uno", desde el dise?o y la impresión 3D hasta la fundición, el mecanizado y la inspección. Este modelo integrado verticalmente simplifica enormemente la gestión de la cadena de suministro del cliente, reduce los costes y riesgos de comunicación y permite a la fundición centrarse en su actividad principal.
3.3 Caso clásico: prueba de valor basada en datos
Los casos de éxito son la herramienta más persuasiva para convencer a los clientes potenciales. A través de una serie de proyectos reales, SANDY Technology ha cuantificado el importante valor empresarial que aporta la tecnología de impresión 3D.
paraCarcasas de motores refrigerados por agua para automóvilesComo ejemplo, este caso demuestra a la perfección cómo el proceso de fundición en arena 3DP resuelve el problema del moldeo de una pieza de "canales de refrigeración en espiral complejos, de gran tama?o y paredes finas". 21. La aplicación con éxito de esta tecnología en el campo de los vehículos de nueva energía ha demostrado sus importantes ventajas en la producción de piezas de fundición de alto rendimiento y estructura compleja.
Por otro ladoCuerpo de bomba industrialEn el caso de SANDI, ésta adoptó el modelo de fabricación híbrido de "molde exterior 3DP + núcleo interior SLS". Esta estrategia complementaria acortó el ciclo de producción en 80% y, al mismo tiempo, mejoró la precisión dimensional de las piezas fundidas hasta el nivel CT7, lo que demostró a la perfección el potente efecto del modo de fabricación híbrido.
El proyecto de empresa conjunta con Xinxin Foundry ofrece el argumento empresarial más sólido. Con la introducción de la tecnología de impresión 3D, la fundición logró un aumento de la facturación de 1.351 TP3T, duplicó sus márgenes de beneficio, redujo a la mitad sus plazos de entrega y redujo sus costes en 301 TP3T, una serie de cifras cuantitativas que constituyen una prueba irrefutable del rendimiento de la inversión de la tecnología de impresión 3D en la industria de la fundición.
La siguiente tabla muestra cómo la impresión 3D puede resolver los problemas del sector de la fundición, tanto a nivel técnico como de valor empresarial:
| Defectos de moldeado o puntos dolorosos | Causas y limitaciones de la artesanía tradicional | Soluciones y valor de la impresión 3D |
| burbuja de aire | Mala ventilación del molde; metal líquido atrapado en el gas | Permeabilidad al aire uniforme y controlada de la arena; simulación digital del sistema de vertido optimizado. |
| cráter | Enfriamiento desigual; contracción insuficiente | Optimización predictiva mediante simulación numérica; refrigeración uniforme mediante canales de refrigeración perfilados |
| Sandwich, mal formado | Ensamblaje multinúcleo, unión y desalineación; errores de ajuste de la cara de separación | Los núcleos complejos se moldean en una sola pieza, lo que elimina la necesidad de ensamblaje; no se requieren superficies de separación físicas. |
| Costes de moldeado elevados | Requiere moldes físicos, mano de obra altamente cualificada y largos plazos de entrega. | Producción sin moldes; impresión directa a partir de archivos CAD, fabricación bajo demanda |
| Ineficiencia y largos plazos de entrega | Larga fabricación de moldes; ensayo y error repetidos | Tiempo de ciclo reducido de 80%; posibilidad de dise?o iterativo rápido; impresión bajo demanda |
| Mayor valor empresarial | Márgenes bajos y entregas irregulares | La facturación aumenta 1.35%, los márgenes se duplican; los costes bajan 30% |
Capítulo 4: Mirando al futuro: digitalización y sostenibilidad en la industria de la fundición
La tecnología de impresión 3D está llevando a la industria de la fundición de la "fabricación" tradicional a la transformación fundamental de la "fabricación inteligente". Según el informe correspondiente, la escala de la industria de fabricación aditiva de China sigue creciendo a un ritmo elevado, y en 2022 superará los 32.000 millones de RMB. Estos datos muestran claramente que la transformación digital se ha convertido en una tendencia irreversible de la industria.
En el futuro, la impresión 3D se integrará profundamente con la inteligencia artificial (IA), el IoT y otras tecnologías para lograr la automatización total y la gestión inteligente de las líneas de producción. Las fundiciones pueden utilizar algoritmos de IA para optimizar los parámetros de fundición y sensores de IoT para supervisar el proceso de producción en tiempo real, mejorando así aún más las tasas de rendimiento y la eficiencia de la producción.
Además, las ventajas únicas de la impresión 3D en la realización de dise?os ligeros complejos ayudarán a las industrias automovilística, aeroespacial y otras industrias derivadas a mejorar el rendimiento de los productos y reducir el consumo de energía, lo que encaja perfectamente en el desarrollo sostenible global. El modelo de producción bajo demanda de la impresión 3D y la alta tasa de utilización de materiales (el polvo no adherido por encima de 90% puede reciclarse) también reducen significativamente la generación de residuos, aportando a la industria de la fundición una una vía de desarrollo respetuosa con el medio ambiente para la industria de la fundición.
observaciones finales La impresión 3D no es el fin de la fundición, sino su innovador. Aporta a la industria tradicional de la fundición una flexibilidad, eficiencia y garantía de calidad sin precedentes gracias a sus dos ventajas fundamentales: "sin molde" y "digital". Permite a las fundiciones liberarse de las elevadas tasas de desechos y entrar en una nueva era de mayor eficiencia, competitividad y adoptar la innovación. Para cualquier fundición que desee destacar en un mercado competitivo, adoptar la tecnología de impresión 3D, representada por SanDi Technology, ya no es una opción, sino un camino necesario hacia el futuro.
3D打印如何解決鑄造高報(bào)廢率問(wèn)題:革新鑄造工藝,提升品質(zhì)與效率最先出現(xiàn)在三帝科技股份有限公司。
]]>3D打印如何通過(guò)優(yōu)化內(nèi)部結(jié)構(gòu)來(lái)消除鑄件縮孔最先出現(xiàn)在三帝科技股份有限公司。
]]>Eliminar los agujeros de contracción siempre ha sido un reto complejo para fundiciones e ingenieros, ya que los métodos tradicionales a menudo se basan en la experiencia y en ajustar el dise?o de los moldes, los sistemas de colada y los procesos de refrigeración mediante ensayo y error. . Sin embargo, con la llegada de las tecnologías de fabricación aditiva, especialmente la impresión 3D en arena de calidad industrial, el dise?o y la producción de piezas de fundición se han revolucionado, proporcionando nuevas formas sin precedentes de resolver por completo los problemas de contracción.
1. Causas fundamentales de la contracción en la fundición: limitaciones geométricas de los moldes convencionales
Para entender cómo resuelve problemas la impresión 3D, primero es necesario analizar en profundidad los puntos débiles de la fundición tradicional. Las principales razones de la formación de contracciones pueden atribuirse a dos cosas:
- Compensar las deficiencias de contracción: A medida que la pieza de fundición se solidifica y se contrae, es necesario reponer constantemente el metal líquido a través del sistema de colada y el elevador. Si los canales de reposición no están bien dise?ados o son insuficientes, el metal líquido no puede transportarse a las zonas donde más se necesita, lo que provoca la creación de huecos. ?
- Solidificación desigual: Si la velocidad de enfriamiento de las diferentes zonas de la colada no es constante, el calor es difícil de diseminar eficazmente, la formación de juntas calientes (punto caliente). Estos puntos calientes son las últimas zonas solidificadas, cuando el metal circundante se ha solidificado, carecen del suplemento de metal líquido, muy fácil de formar agujeros de contracción. ?
En la fundición convencional, los moldes y machos se fabrican con herramientas físicas cuya geometría está limitada por la mecanizabilidad y la liberabilidad. Por ejemplo, los orificios perforados para las vías de agua de refrigeración solo pueden ser líneas rectas. . Esto dificulta a los ingenieros el dise?o de canales de retracción complejos y curvados o de canales de refrigeración de seguimiento dentro del molde para controlar con precisión el proceso de solidificación, lo que aumenta el riesgo de defectos de retracción. .
2. Soluciones de impresión 3D: libertad de dise?o para dar "vida" a moldes y matrices
Las principales ventajas de las impresoras 3D de arena industriales sonLibertad de dise?oresponder cantandoProducción sin moldeImprime moldes de arena y machos capa por capa directamente a partir de archivos CAD en 3D. . Esta propiedad rompe radicalmente las limitaciones geométricas de los procesos convencionales y proporciona varios medios potentes para eliminar la contracción, como se indica a continuación:
Opción 1: Optimización del canal de llenado y retracción para una infusión precisa
Gracias a la tecnología de impresión en 3D, los ingenieros pueden dise?ar el sistema óptimo de contracción de maquillaje dentro del molde sin tener que considerar la maquinabilidad.
- Sistema de vertido integrado: Tradicionalmente, el sistema de bebederos (incluidos el bebedero y el elevador) debe fabricarse y montarse por separado. La impresión en 3D permite imprimir en una sola pieza todo el sistema de bebederos, el elevador de llenado y el propio molde. Este dise?o integrado garantiza una conexión perfecta y una alineación precisa de los canales, lo que reduce en gran medida el riesgo de fallos de contracción debidos a errores de montaje. ?
- Elevadores de relleno dise?ados con precisión: La impresión 3D permite dise?ar e imprimir con precisión elevadores de contracción por encima de las zonas de unión en caliente de la pieza fundida, lo que garantiza un flujo constante de metal fundido para rellenar el vacío creado por la contracción de solidificación. Se ha demostrado que los elevadores de rebalse por encima de la pieza fundida pueden ventilar eficazmente los gases, reduciendo así los defectos de porosidad en la pieza fundida. ?
- Eliminar los socavones y las barreras estructurales complejas: En los procesos tradicionales, los rebajes complejos y los pasajes internos requieren el ensamblaje de varios núcleos, lo que no sólo aumenta los errores de ensamblaje, sino que también puede provocar fácilmente núcleos desajustados o desalineados. La impresión 3D permite combinar varios núcleos individuales en un único núcleo complejo e integrado, lo que elimina por completo la necesidad de ensamblaje y mejora la precisión y la calidad de la fundición. ?
Opción 2: Enfriamiento conforme para una solidificación uniforme
Para los propios moldes, la impresión 3D puede ser igualmente revolucionaria. EnRefrigeración conforme(refrigeración conforme), que permite dise?ar canales de refrigeración en el interior del molde que se adaptan a los contornos de la superficie de la pieza fundida. .
- Principio: Los canales de refrigeración convencionales se perforan en línea recta y no cubren todas las zonas que deben enfriarse, lo que provoca temperaturas desiguales en el molde . La refrigeración conformada, por el contrario, utiliza la impresión 3D para integrar canales de refrigeración curvos y serpenteantes en el molde, de modo que se ajusten perfectamente a la superficie de la pieza fundida . ?
- Ventaja: Este dise?o da como resultado un enfriamiento más uniforme y reduce significativamente el riesgo de sobrecalentamiento localizado del molde. Un gradiente de temperatura más equilibrado significa que el proceso de solidificación está más controlado, lo que reduce radicalmente la formación de juntas calientes y evita así la contracción. Se ha demostrado que el uso de un molde de enfriamiento que sigue la forma reduce la variación de temperatura durante el enfriamiento del molde hasta 18°C, reduciendo así significativamente el riesgo de alabeo de la pieza fundida. ?
Opción 3: Simulación digital e iteración rápida para evitar problemas antes de que se produzcan
El flujo de trabajo digital de la impresión 3D ofrece a los ingenieros valiosas oportunidades de "prueba y error" antes de pasar a la producción. .
- Software de simulación de fundición: Los ingenieros pueden utilizar programas de simulación de fundición (por ejemplo, Cimatron) para simular el flujo y la solidificación del metal fundido. Si los resultados de la simulación muestran un riesgo de contracción, el dise?o del molde puede ajustarse rápidamente, por ejemplo cambiando la ubicación del bebedero o la contrahuella, y volver a probarse virtualmente. ?
- Creación rápida de prototipos e iteración: Si se necesita un prototipo físico, la impresión 3D puede imprimir un molde o un núcleo en cuestión de horas o días. Esto permite a los ingenieros iterar y validar dise?os múltiples veces a una fracción del coste y la velocidad. Este modelo de desarrollo ágil es inimaginable en la fundición tradicional, que requiere una costosa fabricación de moldes y largos tiempos de espera. ?
3. No sólo eliminar defectos, sino dar un salto en eficiencia
El uso de la tecnología de impresión 3D para resolver el problema de la contracción de fundición, trayendo no sólo la mejora de la calidad del producto, sino también una serie de cadena de valor empresarial:
- Reducir costes: La impresión 3D reduce significativamente los costes de producción al eliminar los costosos aspectos físicos de la fabricación de moldes y herramientas. Según las investigaciones, la impresión 3D puede ahorrar hasta 50%-90% en comparación con los métodos tradicionales . ?
- Acortar el plazo de entrega: El tiempo de fabricación de moldes se ha reducido de semanas o incluso meses a horas, lo que permite a las empresas responder más rápidamente a las demandas del mercado. En un caso, una empresa redujo los plazos de entrega en nueve semanas utilizando una impresora 3D de arena. ?
- Reducción de la tasa de desechos: La precisión y la consistencia de los moldes han mejorado mucho, lo que reduce los defectos de fundición debidos a errores humanos o al desgaste de los moldes, reduciendo así considerablemente la tasa de desechos. ?
- Simplifique el proceso: La consolidación de varias piezas en un único componente integrado simplifica los complejos procesos de montaje y reduce la dependencia de mano de obra altamente cualificada. ?
Conclusión: La impresión 3D, una "cura" para la industria de la fundición
La contracción de la fundición no es un problema técnico aislado, sino que el proceso de fundición tradicional ante los complejos requisitos de dise?o y alta precisión de los retos sistémicos expuestos. Las impresoras industriales 3D de arena, con sus ventajas tecnológicas únicas, ofrecen una "cura" para el problema en su origen. Elimina el riesgo de contracción dando a los ingenieros una libertad de dise?o sin precedentes, que les permite construir estructuras internas y sistemas de refrigeración optimizados. .
Para la búsqueda de una excelente calidad, producción eficiente y optimización de costes de las modernas empresas de fundición, la impresión 3D ya no es prescindible "opciones adicionales", sino para promover la modernización industrial, en la feroz competencia en el mercado para ganar la primera oportunidad para las tecnologías clave. ?No es sólo una pieza de equipo, sino también a la "fundición digital" puente hacia el futuro, por lo que los antiguos "problemas de fundición" para ser resuelto! .
3D打印如何通過(guò)優(yōu)化內(nèi)部結(jié)構(gòu)來(lái)消除鑄件縮孔最先出現(xiàn)在三帝科技股份有限公司。
]]>2025 砂型 3D 打印機(jī)選型指南:根據(jù)鑄件尺寸、材質(zhì)選對(duì)設(shè)備參數(shù)最先出現(xiàn)在三帝科技股份有限公司。
]]>I. Estrategia de selección de equipos en función del tama?o de la colada
El tama?o de la pieza de fundición es un factor central a la hora de determinar las especificaciones de una impresora 3D de arena, que debe sopesarse con los requisitos actuales y la evolución futura:
- Análisis estadístico de las dimensiones de fundición existentes
- Las empresas deben clasificar exhaustivamente los pedidos de fundición de los últimos 1-2 a?os, según el tipo de producto (como piezas de automóvil, componentes estructurales de aviación, bombas y valvulería), las estadísticas sobre la longitud, anchura y altura de cada tipo de fundición y el histograma de distribución del tama?o del dibujo. Por ejemplo, las estadísticas de una fundición de automóviles encontraron que las piezas fundidas del bloque del motor 60% en 300-500 mm de longitud, anchura 200-350 mm, altura 150-250 mm;
- Identifique el "rango de tama?o del núcleo" con el porcentaje más alto y utilícelo como base para filtrar las impresoras. Como en el caso anterior, 3DPTEK 3DPTEK-J1800(tama?o de moldeo 1800×1200×1000mm) puede cubrir fácilmente la mayoría de las necesidades de impresión en arena de bloques de motor, para evitar "peque?os carros tirados por caballos" (el tama?o de moldeo del equipo es demasiado grande, desperdiciando espacio de equipo y costes de impresión) o "demasiado grande para el trabajo" (equipo). (el tama?o de moldeo del equipo no es suficiente para imprimir piezas fundidas de gran tama?o).
- Considerar la expansión futura de la empresa
- En combinación con la planificación del mercado de la empresa para los próximos 3-5 a?os, el plan de desarrollo de nuevos productos, prejuzgue los cambios de tama?o de las piezas fundidas que puedan producirse. Si tiene previsto desarrollar el negocio de fundición de equipos de energía eólica, debe investigar con antelación el tama?o de los bujes de energía eólica, las palas y otras piezas de fundición de gran tama?o (diámetro del buje de energía eólica de hasta 3-5 metros), para reservar espacio suficiente para las actualizaciones de los equipos;
- Si sólo se realizan grandes piezas de fundición ocasionalmente, considere la posibilidad de 3DPTEK 3DPTEK-J4000 Impresoras de tama?o ultra grande (tama?o máximo de moldeo 4000×2000×1500mm), o estrategia de impresión "bloque de corte de arena + ensamblaje combinado" (los equipos 3DPTEK admiten la impresión parcial, lo que facilita la operación de corte de bloque), reduciendo los costes de adquisición de equipos.
- Gestión de requisitos de tama?o especiales
- En el caso de piezas de fundición con dimensiones especiales, como extralargas, extraanchas, extrafinas, etc. (por ejemplo, piezas de fundición de ejes alargados con una relación de aspecto superior a 5:1, piezas de paredes finas con un grosor inferior a 5 mm), es necesario examinar la precisión de impresión y la estabilidad del equipo, además de las dimensiones de moldeo. La tecnología de inyección adherida de 3DPTEK garantiza que el moldeo de piezas de fundición de dimensiones especiales se realice con un alto grado de precisión de ±0,3 mm, evitando el desguace de piezas de fundición debido a desviaciones en las dimensiones. evitar el desguace de piezas fundidas debido a desviaciones dimensionales.
II. Selección de los parámetros del equipo adecuados para los materiales de fundición
Los diferentes materiales de fundición (por ejemplo, hierro fundido, aluminio fundido, acero fundido) tienen diferentes requisitos en cuanto a resistencia de la arena, permeabilidad al aire y generación de gas, que deben ajustarse a los correspondientes parámetros de equipamiento y tecnología de materiales:
- Propiedades de los materiales y análisis de la demanda de arena
- Piezas de hierro fundido: debido a la buena fluidez del hierro y a la moderada contracción de solidificación, se requiere que la resistencia del molde de arena sea alta (resistencia a la tracción ≥ 0,8MPa), para evitar que el molde de arena se erosione y se rompa durante la fundición. El aglutinante de resina de furano de alta resistencia emparejado con el equipo 3DPTEK, junto con la arena de sílice, puede satisfacer los requisitos de la impresión en arena para piezas de fundición;
- Fundición de aluminio: la velocidad de solidificación del líquido de aluminio es rápida y fácil de absorber aire, por lo que se requiere arena con buena permeabilidad (valor de permeabilidad ≥ 150) y baja desgasificación (desgasificación ≤ 15ml/g) para evitar defectos de porosidad en la fundición. El proceso de material de código abierto de 3DPTEK puede ajustar la fórmula del aglutinante según las necesidades del aglutinante, y es adecuado para arena cerámica, arena de circonio y otras arenas de baja desgasificación y alta permeabilidad, para satisfacer las impresiones de arena de fundición de aluminio.
- Compatibilidad de materiales y ajuste de parámetros
- La impresora 3D de arena 3DPTEK admite una amplia gama de arenas de moldeo (como arena de cuarzo, arena perlada, arena de cromita, etc.), lo que permite a las empresas elegir de forma flexible los materiales de la arena en función de los materiales de moldeo y las consideraciones de coste. Por ejemplo, cuando se producen piezas de fundición de acero inoxidable de gama alta, se utiliza arena de circonio (resistente a altas temperaturas y químicamente estable) con el aglutinante especial de 3DPTEK para mejorar las propiedades antilavado y antiadherentes del molde de arena;
- Los parámetros de la boquilla (por ejemplo, diámetro del orificio, frecuencia de pulverización) y los parámetros de calentamiento y curado (temperatura y tiempo de curado) del equipo deben ajustarse con precisión en función de las características del material de la arena y del tipo de aglutinante. Por ejemplo, cuando se utiliza arena de cuarzo de grano fino, es necesario reducir el diámetro del orificio de pulverización (por ejemplo, de 0,3 mm a 0,2 mm) y aumentar la frecuencia de pulverización para garantizar que el aglutinante cubra uniformemente las partículas de arena; para el aglutinante termoendurecible, es necesario optimizar la curva de curado por calentamiento (por ejemplo, aumentar la temperatura de curado de 150℃ a 180℃, y prolongar el tiempo de curado de 30 segundos a 45 segundos), a fin de garantizar el curado de la resistencia del tipo de arena.
- Aplicación de nuevos materiales y asistencia técnica
- A medida que aumenta la demanda de piezas de fundición ligeras y de alto rendimiento por parte de la industria de la fundición, se van aplicando gradualmente nuevos tipos de materiales de arena (como la arena compuesta mezclada con polvo metálico y la arena nanomodificada). 3DPTEK sigue investigando y desarrollando nuevos procesos de materiales que puedan adaptarse a las necesidades de las empresas y personalizar las soluciones de materiales para ayudarles a realizar rápidamente la aplicación de nuevos materiales en la impresión de arena.
Amplias ventajas de las impresoras 3D de arena 3DPTEK
- Matriz de productos a tama?o real3DPTEK dispone de una línea completa de impresoras 3D de arena de tama?os comprendidos entre 1,6 y 4 metros. 3DPTEK-J1600Pro,3DPTEK-J1600Plus,3DPTEK-J1800,3DPTEK-J1800S,3DPTEK-J2500,3DPTEK-J4000 Una variedad de modelos, tales como para satisfacer los diferentes tama?os de las empresas, diferentes tama?os de piezas de fundición necesidades de impresión, para evitar que las empresas debido a las limitaciones de las especificaciones de los equipos perdieron órdenes.
- proceso de material de código abiertoAyuda a los usuarios a ajustar la fórmula del material aglutinante y la arena según sea necesario para reducir el coste del material 20%-30%. Al mismo tiempo, está equipado con aglutinante de resina de alto rendimiento, agente de curado y agente de limpieza para garantizar la calidad estable del moldeo en arena y resolver los problemas de selección de materiales y optimización de procesos de la empresa.
- Tecnología de moldeo de alta precisiónAdopta tecnología de inyección de tinta piezoeléctrica, sistema de inyección de tinta de alta resolución y fórmula especial de aglutinante para lograr una impresión de alta precisión de ±0,3 mm, lo que reduce eficazmente la tolerancia de mecanizado de las piezas fundidas y mejora la calidad de la fundición y la eficiencia de la producción, especialmente adecuada para la industria aeroespacial, de automoción y otras industrias con estrictos requisitos de precisión.
- Moldeo por zonas flexibles sin cajón de arenaEn 3DPTEK-J4000 El uso innovador de la tecnología de formación de área flexible sin caja de arena, el apoyo a la impresión local, puede ser rentable y eficiente para lograr la fabricación de moldes de arena de gran tama?o, en comparación con la impresión de caja tradicional, la huella del equipo se reduce en más de 30%, y el coste de impresión se reduce en 15%-20%.
Mediante la estrategia de selección anterior basada en el tama?o y el material de la pieza fundida, combinada con las amplias ventajas de las impresoras 3D de arena 3DPTEK, las empresas pueden ajustar con precisión los parámetros del equipo para lograr un alto grado de compatibilidad entre el rendimiento del equipo y las necesidades de producción, y al mismo tiempo mejorar la calidad de las piezas fundidas, reducir los costes de producción y mejorar la competitividad en el mercado.
2025 砂型 3D 打印機(jī)選型指南:根據(jù)鑄件尺寸、材質(zhì)選對(duì)設(shè)備參數(shù)最先出現(xiàn)在三帝科技股份有限公司。
]]>工業(yè)級(jí)蠟?zāi)?3D 打印機(jī):2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現(xiàn)在三帝科技股份有限公司。
]]>I. ?Qué es una impresora 3D industrial de cera? Definición básica + comparación con los procesos tradicionales
La impresora 3D con molde de cera de calidad industrial se basa en laSinterización selectiva por láser (SLS) TecnologíaSe trata de una máquina industrial para la producción de moldes de cera de alta precisión hechos de polvo de cera de colada / polvo similar a la cera, que se funden capa por capa y pueden utilizarse directamente para la fundición a la cera perdida. Presenta ventajas significativas con respecto al proceso tradicional de moldeo a la cera y es especialmente adecuado para grandes escenarios de fundición (tama?os de pieza superiores a 500 mm):
| dimensión de comparación | Impresora 3D industrial de moldes de cera | Proceso tradicional de moldeado en cera (hecho a mano / CNC) |
| ciclo de producción | 3-7 días (modelos de cera grandes) | 2-4 semanas |
| Precisión dimensional | ±0,1 mm | ±0,5-1 mm |
| Realización de estructuras complejas | Fácil impresión de canales de refrigeración internos, estructuras alveolares de paredes finas | Hay que desmontar varios juegos de moldes de cera y son propensos a errores de montaje. |
| coste laboral | Impresión automatizada, 1 persona puede manejar varias máquinas | Dependencia de artesanos cualificados, costes laborales elevados 300% |
| Utilización del material | 90% Arriba (cera en polvo sin sinterizar reciclable) | 60%-70% (corte / desecho manual) |
| Iteración del dise?o | Los archivos CAD pueden reimprimirse en pocas horas tras su modificación. | Es necesario volver a moldear, plazo de entrega largo |
Las 4 ventajas principales de las impresoras 3D de moldes de cera de calidad industrial para fundiciones (resuelven los puntos débiles del sector)
1. Tiempo de ciclo reducido 80%, respuesta rápida a las necesidades de los pedidos
Se tardan tres semanas en hacer un molde de cera de un gran bloque de motor de automóvil con los procesos tradicionales, pero las impresoras 3D industriales pueden hacerlo en sólo tres días. Una fundición aeroespacial utilizó LaserCore-5300 para imprimir un modelo de cera de un álabe de turbina, desde el dise?o hasta el producto acabado en 48 horas, acortando 80% en comparación con el proceso tradicional, y comprimiendo el ciclo de producción de prueba de un nuevo producto de 3 meses a 1 mes, aprovechando así la primera oportunidad del mercado.
2. 5 veces más preciso, reduciendo los rechazos de fundición
La impresora 3D de moldes de cera de calidad industrial tiene una precisión de ±0,1 mm y un acabado superficial de Ra≤1,6μm, lo que puede reducir el proceso de postratamiento de la fundición. Debido al gran error del molde de cera fabricado mediante el proceso tradicional, la tasa de desechos de fundición es superior a 15%; mientras que el molde de cera impreso en 3D reduce la tasa de desechos a menos de 5%, una fundición produce grandes piezas de fundición de válvulas, y reduce la pérdida de desechos en 800.000 RMB anuales.
3. Superar las limitaciones estructurales para lograr una fundición de alto nivel
No es necesario tener en cuenta los problemas de "desmoldeo", lo que permite realizar dise?os que serían imposibles de lograr con los procesos convencionales, especialmente para la fabricación de alta gama:
- Aeroespacial:Canales de refrigeración multicapa en el interior de los álabes de la turbina(El proceso tradicional requiere desmontar 5 juegos de moldes de cera, mientras que la impresión 3D es un proceso único sin errores de montaje).
- Coches:Correderas integradas en el bloque motor(Reducción del proceso posterior a la perforación y aumento de la eficacia de los fluidos en 10%);
- Maquinaria pesada:Estructura alveolar de paredes finas para grandes conchas(Espesor de pared tan bajo como 2 mm, reducción de peso 20%, aumento de resistencia 15%).
4. Reducción de costes a largo plazo 40%, compensando la inversión en equipos
A pesar de la elevada inversión inicial (más de 50.000 dólares) de una impresora 3D industrial moldeada en cera, el ciclo de vida de una impresora 3D ofrece importantes ventajas económicas:
- Eliminación de costes de moldes: los moldes de cera CNC tradicionales de gran tama?o cuestan más de 200.000 RMB, que pueden eliminarse por completo con la impresión 3D;
- Reducción de los costes de mano de obra: 1 persona puede manejar 3 máquinas, lo que reduce la mano de obra 80% en comparación con los procesos tradicionales;
- Reducción de la pérdida de chatarra: la mejora de la precisión ha reducido la tasa de chatarra de fundición de 15% a 5%, ahorrando más de 500.000 RMB en coste de material al a?o.
Flujo de trabajo de la impresión industrial en 3D con cera: 6 pasos desde el dise?o hasta el molde de cera (para fundición a gran escala)
El proceso industrial de impresión 3D en cera está altamente automatizado y no requiere una compleja intervención humana. Los pasos fundamentales son los siguientes (por ejemplo, el moldeo en cera de un gran álabe de turbina):
- Dise?o digital y optimizaciónEl modelo 3D del molde de cera se construye en SolidWorks/AutoCAD, se tiene en cuenta la contracción en función de las propiedades del metal de fundición (por ejemplo, el acero debe ampliarse de 1%-2%), se dise?a la estructura del bebedero y el respiradero, y se exporta como archivo en formato STL;
- Configuración de los parámetros del dispositivoCargue el polvo de cera de colada en una impresora (por ejemplo, LaserCore-6000) y ajuste los parámetros: grosor de capa 0,08-0,35 mm, potencia del láser 55-300 W, velocidad de moldeo 80-300 cm3/h, para garantizar que es adecuada para la impresión de modelos de cera de gran tama?o;
- impresión automatizadaUna vez puesto en marcha el aparato, el láser sinteriza el polvo de cera capa por capa según la trayectoria de corte. Los moldes de cera grandes (por ejemplo, de 1050 x 1050 x 650 mm) tardan entre 10 y 20 horas en imprimirse sin intervención humana y pueden imprimirse sin vigilancia por la noche;
- Limpieza tras la impresiónUna vez terminado el molde de cera, retírelo de la cavidad y elimine el exceso de polvo de cera de la superficie con aire comprimido (este polvo de cera puede reciclarse directamente) y compruebe que el molde de cera no tiene agujeros ni grietas (la tasa de defectos de los moldes de cera impresos en 3D es inferior a 1%);
- Montaje de moldes de cera (producción en serie)Si se requiere una colada por lotes, los moldes de cera individuales se unen a un "árbol de cera" para aumentar la eficacia del proceso de colada;
- Apto para fundición a la cera perdidaEl molde de cera se sumerge en una lechada de cerámica para formar una cáscara de cerámica resistente a altas temperaturas, que luego se quema en un horno a 700-1000°C para eliminar el molde de cera (el contenido de cenizas del molde de cera de impresión 3D es <0,1%, y la combustión es completa sin residuos), de modo que se pueda verter el metal.
?Cómo elegir una impresora 3D de cera industrial para una fundición? 4 criterios básicos de selección
1. Prioridad al espacio de moldeo: adecuado para grandes necesidades de moldeo
Las piezas de fundición grandes (como bloques de motor de automóviles, bastidores aeroespaciales) con dimensiones de 500-1000 mm, necesitan elegir un modelo con un espacio de moldeo de ≥ 500 × 500 × 500 mm:
- Para fundiciones peque?as y medianas (tama?o de pieza 500-700 mm): hay disponibles modelos con un espacio de moldeo de 700 x 700 x 500 mm (por ejemplo, LaserCore-5300);
- Fundiciones grandes (tama?o de pieza 700-1000 mm): Recomendamos un modelo con un espacio de moldeo de 1050 x 1050 x 650 mm (por ejemplo, LaserCore-6000).
2. Tecnología tipo cerradura SLS: Garantizar la resistencia y precisión de los moldes de cera
La tecnología SLS sinteriza el polvo de cera por láser, los moldes de cera tienen alta densidad (≥0,98g/cm3) y alta resistencia (resistencia a la flexión ≥15MPa), que pueden soportar las fuerzas externas durante el recubrimiento y la manipulación de la pasta cerámica y evitar la deformación. Los moldes de cera fabricados con otras tecnologías (por ejemplo, FDM) tienen poca resistencia, se da?an con facilidad y no son adecuados para la fundición a gran escala.
3. Centrarse en los parámetros fundamentales: precisión, velocidad y compatibilidad de materiales
- precisoSelección de modelos de ±0,1 mm: la selección de modelos de ±0,1 mm garantiza el cumplimiento de las dimensiones de fundición y minimiza el procesamiento posterior;
- Tasa de formaciónSe da prioridad a los modelos con más de 200 cm3/h (por ejemplo, AFS LaserCore-6000 hasta 300 cm3/h) para aumentar la eficacia de la producción de moldes de cera de gran tama?o;
- Compatibilidad de materialesCeras de colada: se necesita una amplia gama de ceras de colada (por ejemplo, ceras de colada de baja ceniza, ceras de alta temperatura) para apoyar la colada de diferentes aleaciones (aleaciones de aluminio, acero, aleaciones de titanio).
4. Software y servicios: hacer menos difícil la transición
- El software debe ser compatible con los principales formatos CAD (STL/OBJ) y disponer de simulación de colada (optimización de la estructura del molde de cera y reducción de defectos);
- Se exige a los proveedores de servicios que proporcionen asistencia completa al proceso: formación gratuita de los operarios (para garantizar que dominan el funcionamiento en 3 días), instalación y puesta en marcha de los equipos, respuesta posventa 24 horas (servicio nacional puerta a puerta ≤ 24 horas).
V. Recomendación de modelos populares de impresoras 3D de moldes de cera de calidad industrial en 2025 (adecuadas para diferentes necesidades de fundición)
Basándose en los comentarios de la industria y en casos de aplicación reales, los 3 modelos siguientes destacan en 2025 en el campo de la fundición de gran tama?o, abarcando desde los escenarios de entrada hasta los de gama alta:
| modelos | Espacio de moldeo (mm) | Tipo de tecnología | preciso | Tasa de formación | Escenarios aplicables | Puntos fuertes |
| AFS-500 (nivel básico) | 500 x 500 x 500 | SLS | ±0,1 mm | 80-150cm3/h | Herramientas industriales, piezas de fundición peque?as y medianas (hasta 500 mm) | Económico, bajo consumo (15 kW), adecuado para la producción de prueba de fundiciones peque?as y medianas |
| LaserCore-5300 (gama media-alta) | 700 x 700 x 500 | SLS | ±0,1 mm | 150-250 cm3/h | álabes de turbina aeroespacial, piezas de automóvil (500-700 mm) | Iteración rápida, precisión estable, adecuada para impresión multimaterial |
| LaserCore-6000 (gama alta) | 1050 x 1050 x 650 | SLS | ±0,1 mm | 250-300cm3/h | Grandes bloques de motor de automoción, bastidores aeroespaciales (700-1000 mm) | Espacio de moldeo extragrande, alta eficacia de producción en serie, adecuado para fundiciones de alta producción |
Análisis de los aspectos más destacados del modelo
- AFS-500Bajo coste de entrada, fácil de manejar, 1 persona puede gestionar varias máquinas, adecuado para fundiciones peque?as y medianas que prueban la impresión 3D por primera vez, para moldes de cera peque?os y medianos de herramientas industriales, válvulas, etc;
- LaserCore-5300Los moldes de cera de álabes de turbina se utilizan ampliamente en la industria aeroespacial, con un alto acabado superficial, eliminando la necesidad de pulido posterior y aumentando el rendimiento de las piezas fundidas a más de 95%;
- LaserCore-6000La máquina es una de las pocas de China que puede imprimir moldes de cera de 1050 mm, y puede anidar 20 moldes de cera peque?os y medianos (por ejemplo, piezas de automóviles) en una sola tirada, lo que aumenta la tasa de utilización de la máquina en 60%.
Problemas comunes de la impresión industrial en 3D de moldes de cera + soluciones de expertos
1. ?Inversión inicial elevada en equipos? -- La inversión escalonada reduce el riesgo
Las fundiciones peque?as y medianas pueden adquirir modelos básicos (p. ej., AFS-500) para el moldeo en cera de piezas de alto valor a?adido (p. ej., válvulas de precisión), recuperar rápidamente los costes mediante pedidos con márgenes elevados y pasar a modelos de gama más alta al cabo de 1-2 a?os.
2. ?Quemado incompleto de los moldes de cera que da lugar a piezas fundidas defectuosas? -- Optimización de los parámetros de sinterización y cocción
- Al imprimir: Ajuste la potencia del láser (55-80W) para que la densidad de sinterización del molde de cera sea ≥0,98g/cm3 y para reducir la porosidad interna;
- Cocción: La temperatura del horno se aumenta gradualmente de 700°C a 1000°C y se mantiene durante 2-3 horas para garantizar que los moldes de cera se vaporizan por completo (esto puede comprobarse por el cambio de peso de las cáscaras de cerámica).
3. El reciclado del polvo de cera es difícil, ?residuos de material? -- Configurar sistema automatizado de reciclaje
Al elegir el equipo de reciclaje de cera en polvo con función automática de cribado y secado, el polvo de cera sin sinterizar puede reutilizarse directamente después del tratamiento, y la tasa de utilización del material ha aumentado de 90% a más de 95%, lo que supone un ahorro de 200.000 yuanes de coste de material al a?o.
4. El equipo no está capacitado para el manejo, lo que afecta a la productividad? -- Dé preferencia a "equipo + formación" como servicio todo en uno.
Elija un proveedor de servicios que ofrezca formación gratuita (como la marca AFS), 1 a 1 operadores de ense?anza para dominar el funcionamiento diario de los equipos, solución de problemas, para garantizar el funcionamiento normal de los equipos.
VII. Conclusión: La impresora 3D de moldes de cera de calidad industrial, un "equipo imprescindible" para la transformación de la fundición
En la cada vez más competitiva industria de la fundición a gran escala, "alta precisión, tiempo de ciclo rápido, bajo coste" se ha convertido en una competencia básica: las impresoras 3D de cera de calidad industrial ayudan a las fundiciones a superar las limitaciones de los procesos tradicionales acortando el tiempo de ciclo en 80%, aumentando la precisión en 5 veces y reduciendo los costes en 40% a largo plazo. ayudar a las fundiciones a superar las limitaciones de los procesos tradicionales.
En 2025, la comercialización de modelos como la serie LaserCore proporcionará una vía rápida desde el dise?o hasta el molde de cera para sectores como el aeroespacial, la automoción y la maquinaria pesada. Para las fundiciones, la elección de la impresora 3D de cera industrial adecuada no solo reducirá los costes y aumentará la eficiencia, sino que también desbloqueará pedidos de fundición difíciles y les permitirá afianzarse en la fabricación de alta gama: el valor fundamental de la impresión 3D de cera industrial en la industria de la fundición del futuro.
工業(yè)級(jí)蠟?zāi)?3D 打印機(jī):2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現(xiàn)在三帝科技股份有限公司。
]]>4 米級(jí)大型砂型鑄造 3D 打印機(jī):2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現(xiàn)在三帝科技股份有限公司。
]]>Leer navegación
- En primer lugar, los 4 principales puntos débiles del proceso tradicional de arena a gran escala, ?cómo descifrar la impresión 3D de 4 metros?
- Segundo, análisis del núcleo de la impresora 3D de arena de gran tama?o de 4 metros: parámetros y ventajas técnicas de la 3DPTEK-J4000
- Las 5 principales ventajas de la impresión 3D en arena de 4 metros: un impulso directo a la competitividad de las empresas
- Cuarto, 4 metros de impresión 3D en arena 4 grandes escenarios de aplicación industrial (con casos reales)
- V. Elegir la solución adecuada: servicios integrados "equipamiento + ecológico" de 3DPTEK
- Tendencias futuras de la impresión 3D en arena a gran escala en 2025: hacia "más grande, más inteligente"
- Conclusión: la impresión 3D en arena de 4 metros abre una nueva era en la fabricación de grandes piezas de fundición
En primer lugar, los 4 principales puntos débiles del proceso tradicional de arena a gran escala, ?cómo descifrar la impresión 3D de 4 metros?
La fabricación tradicional de arena a gran escala (más de 2 metros de tama?o) requiere múltiples etapas de "fabricación de moldes - desmontaje del núcleo de arena - montaje manual", lo que supone un punto de dolor irresoluble. La impresión 3D de arena de 4 metros supone un avance completo gracias al "moldeo integrado + proceso digital". La impresión 3D en arena de 4 metros supone un gran avance gracias al "moldeo integrado + proceso digital":
| Tipo de punto doloroso | Situación de la artesanía tradicional | Solución de impresión 3D con arena de 4 metros |
| largo plazo de entrega | 4-8 semanas para producir un molde de arena de 4 metros (2-4 semanas sólo para el moldeado) | 2-5 días para completar toda la impresión en arena, acortando el tiempo del ciclo completo 80% |
| Limitaciones estructurales | Los canales internos complejos y las estructuras de topología optimizada requieren más de 10 juegos de machos de arena para su desmontaje y son propensos a errores de montaje. | Imprime estructuras complejas en una sola pieza, sin necesidad de desmontar, error ≤ 0,3 mm. |
| alto coste | Los grandes moldes metálicos cuestan más de 500.000 dólares y requieren 10 personas al día para su montaje manual. | Sin costes de moldeado, la impresión automatizada reduce la mano de obra 80% |
| Alto índice de desechos | Los huecos en los empalmes del núcleo de arena provocan defectos de fundición, tasa de desechos 15%-20% | Moldeo en arena sin costuras + optimización de la simulación para reducir la tasa de desechos por debajo de 5% |

Segundo, análisis del núcleo de la impresora 3D de arena de gran tama?o de 4 metros: parámetros y ventajas técnicas de la 3DPTEK-J4000
1. Parámetro clave: cumplir todos los requisitos de las grandes piezas de fundición
3DPTEK-J4000 Como equipo de referencia en la industria, no se trata de una simple ampliación de una peque?a impresora, sino de un dise?o exclusivo para la fabricación de arena a gran escala con los siguientes parámetros fundamentales:
- Tama?o máximo de moldeo4000mm x 2000mm x 1000mm (puede imprimir 4 metros de largo y 2 metros de ancho sin empalmes);
- Tipo de proceso: Inyección de aglutinante de inyección de tinta (3DP), adecuado para arenas de moldeo especiales como arena de cuarzo, arena cerámica y arena cerámica;
- Precisión y resolución: Precisión dimensional ±0,3mm, resolución de boquilla 400dpi, acabado superficial hasta Ra6,3μm;
- Grosor de la capa y eficaciaEl grosor de las capas puede ajustarse a 0,2-0,5 mm, y en un solo día pueden imprimirse de 2 a 3 juegos de patrones de arena de tama?o medio (por ejemplo, patrones de cuerpos de bombas de 2 metros de longitud);
- Utilización del material100% de arena no curada reciclada con menos de 5% de material desperdiciado.


2. Tecnología de base: "moldeo de área flexible sin arena" para reducir costes
Las máquinas convencionales de moldeo en arena de 4 metros requieren la fijación de grandes cajones de arena, y una sola huella debe llenarse con decenas de toneladas de arena, lo que resulta extremadamente costoso. Y 3DPTEK-J4000 Se logró un gran avance con la "Tecnología de moldeo de área flexible sin arena":
- Elimina la necesidad de un cajón de arena fijo, ajusta dinámicamente el área del lecho de arena al tama?o del patrón de arena y reduce la cantidad de arena 70% utilizada;
- Eliminación de la gran inversión en infraestructura de caja de lijado (la caja de lijado tradicional cuesta más de 200.000 yuanes);
- El coste de adquisición del equipo es el mismo que el de la clase de 2,5 metros, con una rentabilidad de la inversión 50% superior.
Las 5 principales ventajas de la impresión 3D en arena de 4 metros: un impulso directo a la competitividad de las empresas
1. Tiempo de ciclo más corto 80%, aprovechar la oportunidad del mercado
Se tarda 6 semanas en hacer un patrón de arena de bloque de motor de 4 metros mediante el proceso tradicional, pero 3DPTEK-J4000 tarda sólo 3 días en completar la impresión, y el ciclo completo desde el dise?o hasta la entrega de la pieza fundida se comprime de 3 meses a 1 mes. Una empresa de maquinaria pesada lo utilizó para fabricar moldes de arena para carcasas de cajas de cambios de gran tama?o, nuevos productos en el mercado 2 meses antes de lo previsto, para hacerse con la cuota del segmento de mercado 30%.
2. Hacia un moldeo integrado "sobredimensionado + complejo
No es necesario tener en cuenta las limitaciones de "pelado" y "empalme" de los procesos convencionales, lo que permite dise?os difíciles:
- Aeroespacial: carcasa de turbina de 4 metros de longitud para elCanales de refrigeración internos multicapa(El proceso tradicional requiere partir 12 núcleos de arena, que se moldean en una sola pasada mediante impresión 3D);
- Energía: brida de turbina eólica de 3 metros de diámetroEstructuras que reducen el peso y optimizan la topología(Reducción de peso 20%, aumento de resistencia 15%);
- En el ámbito de la maquinaria industrial: cuerpos de bomba de 4 metros de longitud paraEstructura del gusano espiral(Sin lagunas de empalme, 8% de aumento de la eficacia del fluido).
3. Reducción de costes a largo plazo 40%, corto plazo de amortización
A pesar de la elevada inversión inicial en el equipo, la ventaja económica es significativa si se calcula a lo largo de todo el ciclo de vida:
- Ahorrar costes de moldes: las grandes piezas de fundición necesitan sustituir 2-3 juegos de moldes al a?o, la impresión 3D puede eliminarse por completo, ahorrando más de 1 millón de yuanes al a?o;
- Reducir la pérdida de chatarra: una fundición con su producción de arena de válvula grande, la tasa de chatarra de 18% a 4%, la reducción de las pérdidas anuales de 500.000 yuanes;
- Inventario digital: los modelos de arena se almacenan como archivos CAD, lo que elimina la necesidad de apilar moldes físicos en el almacén y ahorra 100 m2 de espacio de almacenamiento.
4. Admite el modo de producción dual "por lotes + personalizado
El espacio de moldeo de 4 metros no sólo permite imprimir grandes moldes de arena, sino también anidar piezas peque?as para la producción en serie:
- Se pueden anidar 200 núcleos de cuerpos de bomba peque?os en una sola tirada (los procesos tradicionales requieren la producción por lotes);
- Admite la impresión mixta "1 juego de patrón de arena grande + lote de núcleo de arena peque?o", lo que aumenta la utilización del equipo en 60%;
- Respuesta rápida a las necesidades de personalización, las modificaciones del dise?o sólo requieren actualizar el archivo CAD, sin necesidad de volver a modelar.
5. Cumplir los requisitos medioambientales, contribuir a la producción ecológica
La normativa medioambiental mundial es cada vez más estricta (por ejemplo, la política china de "doble carbono" o los aranceles al carbono de la UE), y la impresión 3D con arena de 4 metros satisface las necesidades medioambientales a través de dos tecnologías principales:
- Utilización de aglutinantes con bajo contenido en COV (emisiones inferiores a la norma nacional 60%) para reducir la contaminación atmosférica;
- La arena 100% se recicla y reutiliza, reduciendo las emisiones de residuos sólidos en más de 100 toneladas al a?o, lo que cumple los requisitos para la certificación de fábrica ecológica.
Cuarto, 4 metros de impresión 3D en arena 4 grandes escenarios de aplicación industrial (con casos reales)
1. Automoción y vehículos comerciales: componentes básicos para camiones de nueva energía
- Aplicación: camión pesado de nueva energía de 4 metros de longitudCarcasa integral del motorEl molde de arena del gran bloque motor;
- Un ejemplo: una empresa automovilística utiliza 3DPTEK-J4000 Imprimiendo el molde de arena de la carcasa del motor, el tiempo de ciclo se acorta de 4 semanas a 3 días, y no hay defectos en la delgada pared de fundición (2,5 mm), lo que realiza la reducción de peso del motor en 30%, y la autonomía se incrementa en 100 km.
2. Aeroespacial y defensa: grandes componentes estructurales ligeros
- Aplicación: 4 metros de longitudCarcasas de turbinas de motores aeronáuticosMoldeo en arena de tubos de misiles;
- Ventaja: impresión integrada para evitar errores de empalme del núcleo de arena, precisión dimensional de la fundición hasta el nivel CT7, para cumplir los requisitos aeroespaciales de "cero defectos".
3. Maquinaria industrial y sector energético: componentes básicos para equipos pesados
- Aplicación: 4 metros de longitudCuerpo de bomba grande Carcasa de tornillo sin finMoldeo en arena de carcasas de cajas de engranajes de aerogeneradores de 3 metros de diámetro;
- Caso: Una empresa de industria pesada lo utiliza para imprimir el patrón de arena del cuerpo de la bomba, el acabado superficial del canal de fluido se mejora en 50%, la eficiencia del cuerpo de la bomba se mejora de 75% a 82%, y el consumo anual de energía se ahorra en 1,2 millones de yuanes.
4. En el ámbito del arte y la arquitectura: esculturas de bronce de gran tama?o
- Aplicación: escultura de bronce de 60 metros de largoMoldes de arena segmentados(por ejemplo, la escultura de los "Nueve Caballos" en Nanjing);
- Ventajas: Elimina la necesidad de grandes molduras de madera, permite texturas artísticas complejas y reduce el ciclo de producción de esculturas de 1 a?o a 3 meses.
V. Elegir la solución adecuada: servicios integrados "equipamiento + ecológico" de 3DPTEK
El éxito de la impresión 3D en arena de 4 metros no sólo requiere equipos de alta calidad, sino también un soporte ecológico completo. 3DPTEK ofrece soluciones "de extremo a extremo" para reducir la dificultad de la transformación empresarial:
- Materiales patentadosMás de 30 formulaciones de aglutinantes de arena (por ejemplo, aglutinante de baja viscosidad para la fundición de aleaciones de aluminio, aglutinante resistente a altas temperaturas para la fundición de acero) para garantizar la calidad de la fundición;
- software inteligenteSistema de simulación de colada : Dispone de un sistema de simulación de colada, que puede simular el flujo del líquido metálico, la contracción por enfriamiento, optimizar el dise?o de la arena por adelantado y reducir el coste del ensayo y error;
- Servicio completo de procesos: Asistencia completa en el proceso, desde el modelado CAD y la impresión en arena hasta el tratamiento posterior de las piezas fundidas, y formación gratuita de los operarios (en un plazo de 3 días tras dominar el equipo);
- servicio posventaServicio puerta a puerta 24 horas en el país, 5 centros de servicio en el extranjero (Alemania, Estados Unidos, India, etc.), ciclo de llegada de piezas de repuesto ≤ 72 horas, para garantizar el funcionamiento del equipo durante todo el a?o ≥ 95%.
Tendencias futuras de la impresión 3D en arena a gran escala en 2025: hacia "más grande, más inteligente"
1. Avances continuos en tama?o: dispositivos de 6-10 metros en desarrollo
3DPTEK ha iniciado la investigación y el desarrollo de una impresora de arena de 6 metros, que en el futuro podrá imprimir "hélices de barco de 8 metros de longitud" y "carcasas de equipos nucleares de 10 metros de diámetro", eliminando por completo los defectos de las grandes piezas de fundición.
2. IA+Impresión 3D: control inteligente de todo el proceso
Sistema de IA integrado para la finalización automatizada:
- Optimización del dise?o de la arena (generación automática de la estructura óptima en función del material de fundición y las dimensiones);
- Supervisión del proceso de impresión (ajuste en tiempo real del volumen de inyección de aglutinante para evitar grietas en la arena);
- Predicción de calidad (los algoritmos de IA predicen posibles defectos en las piezas fundidas y ajustan el proceso por adelantado).
3. Impresión de composites multimaterial: ampliando los límites de las aplicaciones
En el futuro, la máquina podrá realizar la impresión compuesta de "arena + polvo metálico", imprimiendo revestimientos metálicos resistentes a altas temperaturas en piezas clave del molde de arena (por ejemplo, el bebedero), adecuados paraAleación de titanio, acero de ultra alta resistenciaFundición de aleaciones refractarias, ampliando la aplicación en el campo de los equipos de alta gama.
Conclusión: la impresión 3D en arena de 4 metros abre una nueva era en la fabricación de grandes piezas de fundición
Para las empresas de fabricación pesada, la impresora 3D de fundición en arena de gran tama?o de 4 metros ya no es una "novedad tecnológica", sino una "necesidad para mejorar la competitividad": rompe las limitaciones de tama?o y tiempo de ciclo de los procesos tradicionales y logra el triple avance de "gran escala + complejidad + bajo coste". Rompe las limitaciones de tama?o y tiempo de ciclo de los procesos tradicionales y logra el triple avance de "gran escala + complejidad + bajo coste".
La comercialización de equipos como el 3DPTEK-J4000 ha proporcionado una vía rápida desde el dise?o hasta la fundición para las industrias automovilística, aeroespacial y de maquinaria industrial. En el futuro, con la investigación y el desarrollo de equipos de clase 6-10 metros y la integración de la tecnología de IA, la fabricación de grandes piezas de fundición entrará en una nueva etapa de "digitalización total, cero defectos y ecologización", y las empresas que tomen la delantera en el establecimiento de esta tecnología tendrán una ventaja absoluta en la competencia del mercado.
4 米級(jí)大型砂型鑄造 3D 打印機(jī):2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現(xiàn)在三帝科技股份有限公司。
]]>砂型 3D 打印技術(shù):2025 年重塑金屬鑄造行業(yè),縮短 80% 周期 + 降本方案解析最先出現(xiàn)在三帝科技股份有限公司。
]]>Leer navegación
- I. ?Qué es la impresión 3D en arena? Definición básica + características del proceso (diferencia con el moldeo tradicional)
- En segundo lugar, la fundición debe utilizar la impresión 3D en arena por 4 razones fundamentales (para resolver los puntos débiles del sector)
- Principio de impresión 3D en arena: 4 pasos del dise?o a la arena (automatización total del proceso)
- Parámetros de la impresora 3D de arena 3DPTEK (aplicable a diferentes industrias)
- Quinto, impresión 3D en arena 4 grandes escenarios de aplicación industrial (con casos reales)
- ?Por qué elegir la solución de impresión 3D en arena de 3DPTEK? (4 competencias básicas)
- Tendencias futuras de la impresión 3D en arena en 2025 (3 direcciones a seguir)
- VIII. Conclusión: la impresión 3D sobre arena no es una "tecnología opcional", sino una "herramienta de transformación imprescindible"
I. ?Qué es la impresión 3D en arena? Definición básica + características del proceso (diferencia con el moldeo tradicional)
La impresión 3D en arena se basa enPrincipios de fabricación aditivaLa tecnología industrial que transforma modelos digitales CAD directamente en moldes / machos de arena maciza. En lugar del proceso tradicional de "fabricación de moldes - torneado de arena", la arena se coloca capa por capa mediante la impresora y se cura pulverizando el aglutinante. El proceso de machos esTecnología de inyección de liganteLos modelos J1600Pro, J2500 y J4000 de 3DPTEK, por ejemplo, ofrecen ventajas significativas sobre el moldeo convencional:
| dimensión de comparación | Impresión 3D en arena | Proceso tradicional de fabricación de moldes |
| ciclo de producción | 24-48 horas | 2-4 semanas |
| Realización de estructuras complejas | Fácil impresión de canales internos, piezas de paredes finas | Difícil de realizar, necesidad de dividir varios testigos de arena |
| Costes de utillaje | Sin necesidad de moldes físicos, coste 0 | Se requieren molduras de madera / metal a medida, coste elevado |
| Utilización del material | 90% o más (arena no curada reciclable) | 60%-70% (muchos residuos de corte) |
| Flexibilidad de dise?o | Admite la modificación en tiempo real de modelos CAD para una iteración rápida | La modificación del dise?o requiere una nueva modelización y largos plazos de entrega |
En segundo lugar, la fundición debe utilizar la impresión 3D en arena por 4 razones fundamentales (para resolver los puntos débiles del sector)
1. Tiempo de ciclo reducido 80%, respuesta rápida a las necesidades de los pedidos
Mientras que los procesos tradicionales tardan entre 2 y 4 semanas en producir moldes de arena complejos (por ejemplo, cuerpos de bombas o carcasas de turbinas), la impresión 3D en arena sólo requiere entre 1 y 2 días. Especialmente adecuada paraMoldeo de prototipos, personalización de peque?os lotes, producción de piezas de repuesto de emergenciaEscenario -- Una fundición utiliza la 3DPTEK J1600Pro para imprimir patrones de arena para cuerpos de bombas desde el dise?o hasta la entrega en sólo 36 horas, una reducción de 80% en comparación con el proceso tradicional, ayudando a llevar los productos al mercado 2 semanas antes.
2. Superar las limitaciones estructurales y realizar fundiciones difíciles
La impresión 3D en arena elimina la necesidad de pensar en cuestiones de "liberación", lo que facilita la creación de dise?os que serían imposibles con los procesos tradicionales:
- en el ámbito aeroespacialCanales de refrigeración interna de los álabes de turbina(El proceso tradicional requiere desmontar más de 5 juegos de machos de arena, lo que es propenso a errores de montaje);
- AutomociónCarcasa del motor ligera y de paredes finas(El grosor de la pared puede ser tan bajo como 2 mm, el tipo de arena convencional es propenso a la fractura);
- maquinaria industrialCaja de cambios con conductos de aceite integrados(Reduce el proceso posterior a la perforación y la tasa de desechos).
3. Reducciones de costes a largo plazo 40%, que compensan los costes de entrada de equipos
A pesar de la mayor inversión inicial en impresoras 3D de arena, la ventaja en costes es significativa si se calcula a lo largo de todo el ciclo de vida:
- Eliminar el coste del moldeado (un gran juego de moldes metálicos cuesta más de 100.000 dólares, que pueden eliminarse por completo con la impresión 3D);
- Reducción de la tasa de desechos (dise?o digital + optimización de la simulación, la tasa de desechos de fundición se redujo de 15% a menos de 5%);
- Reducción de los costes de mano de obra (impresión automatizada, sin necesidad de montaje manual de múltiples núcleos de arena, 50% menos mano de obra).
4. Cumplir los requisitos de protección del medio ambiente y realizar una producción ecológica
A medida que las normativas medioambientales se hacen más estrictas en todo el mundo (por ejemplo, las normas REACH de la UE), la impresión 3D en arena satisface la necesidad de protección medioambiental mediante dos tecnologías principales:
- adopciónLigante de bajas emisiones(formulación propia de 3DPTEK con emisiones de COV inferiores a la norma industrial 50%);
- La arena no curada puede 100% reciclarse para reducir la generación de residuos sólidos y los costes de tratamiento medioambiental.
Principio de impresión 3D en arena: 4 pasos del dise?o a la arena (automatización total del proceso)
El proceso de impresión 3D en arena (tecnología de chorro de aglutinante) es sencillo y altamente automatizado, sin intervención humana compleja, con los siguientes pasos fundamentales:
- Dise?o digital y simulaciónSistema de simulación de colada 3DPTEK: los ingenieros utilizan software CAD para construir el modelo de arena y el sistema de simulación de colada 3DPTEK para simular el proceso de flujo, enfriamiento y contracción del metal líquido, con el fin de optimizar el sistema de colada del modelo de arena y la posición del tubo ascendente, para evitar defectos como agujeros de contracción y porosidad en las piezas fundidas;
- Moldeo por impresión capa a capaLa impresora coloca automáticamente arena de 0,26-0,30 mm de grosor (arena de cuarzo/arena de cromita opcional) y, a continuación, basándose en los datos de corte, pulveriza el aglutinante sobre la zona que se va a curar y construye la forma de la arena capa a capa;
- Curado y limpieza con arenaEl molde de arena: Tras la impresión, el molde de arena se deja curar (fortalecer) en un entorno cerrado durante 2-4 horas, tras lo cual la arena suelta no curada (que puede reciclarse directamente) se sopla con aire comprimido;
- Fundición y tratamiento posteriorEl metal fundido (aluminio, acero, aleaciones de cobre, etc.) se vierte en el molde de arena, que se enfría y, a continuación, se agrieta para extraer la pieza fundida para su acabado; todo el proceso se lleva a cabo sin intervención humana en el proceso de moldeo en arena.
Parámetros de la impresora 3D de arena 3DPTEK (aplicable a diferentes industrias)
3DPTEK, como marca líder en el sector, ha lanzado varios modelos de impresoras de arena, que cubren desde las necesidades de fundición peque?as hasta las muy grandes, con los siguientes parámetros fundamentales:
| modelos | Tama?o de impresión (L × A × A) | espesor de la capa | Escenarios aplicables | Adecuado para aleaciones de fundición |
| 3DPTEK-J1600Pro | 1600×1000×600mm | 0,26-0,30 mm | Moldes de arena peque?os y medianos (por ejemplo, carcasas de motores, cuerpos de bombas peque?as) | Aleación de aluminio, hierro fundido |
| 3DPTEK-J2500 | 2500×1500×800mm | 0,26-0,30 mm | Moldes de arena medianos y grandes (por ejemplo, carcasas de cajas de cambios, carcasas de turbinas) | Acero, aleaciones de cobre |
| 3DPTEK-J4000 | 4000×2000×1000mm | 0,28-0,32 mm | Moldes de arena muy grandes (por ejemplo, hélices de barco, válvulas grandes) | Acero inoxidable, aleaciones especiales |
Puntos fuertesTodos los modelos admiten formulaciones personalizadas de "Arena + Aglutinante", y 3DPTEK dispone de más de 30 formulaciones propias para satisfacer las necesidades de las distintas aleaciones (por ejemplo, fundición de aleaciones de aluminio para aglutinantes de baja viscosidad, fundición de acero para arena resistente a altas temperaturas).
Quinto, impresión 3D en arena 4 grandes escenarios de aplicación industrial (con casos reales)
1. El sector del automóvil: un apoyo fundamental para la transición a la electrificación
- Escenarios de aplicación:Carcasa del motor refrigerado por agua del vehículo eléctrico, moldeado en arena de la bandeja de la batería ligera.;
- Ejemplo: Un fabricante de camiones eléctricos comerciales utilizó la 3DPTEK J2500 para imprimir un patrón de arena para la carcasa del motor, logrando un dise?o de "canal de refrigeración integrado" que aumentó la eficiencia térmica del motor en 30%, al tiempo que reducía el peso de la carcasa en 25% y aumentaba la autonomía en 50 km.
2. Industria aeroespacial: fundición de alta precisión de piezas complejas
- Escenarios de aplicación:álabes de turbina, moldeado en arena de cámaras de combustión de motores de aviación.;
- Ventaja: La precisión dimensional del molde de arena alcanza el nivel CT7, que cumple el requisito de "error cero" para las piezas aeronáuticas y, al mismo tiempo, evita el desguace de palas provocado por el error de montaje de los moldes de arena tradicionales.
3. Industria de maquinaria industrial: componentes básicos para grandes equipos
- Escenarios de aplicación:Moldeo en arena de grandes bombas y carcasas de compresores.;
- Caso: Una empresa de industria pesada utilizó 3DPTEK J4000 para imprimir un patrón de arena para el cuerpo de una bomba de 4 metros de largo, el proceso tradicional requiere la producción de tres juegos de moldes de metal (con un coste de más de 300.000 yuanes), la impresión 3D elimina directamente el coste de los moldes, y el ciclo de producción se acorta de cuatro semanas a tres días.
4. Energía e industria naval: fabricación de piezas de fundición de gran tama?o
- Escenarios de aplicación:Moldeo en arena de hélices de barcos y carcasas de aerogeneradores.;
- Ventaja: El tama?o de impresión de 4 metros de ancho del modelo J4000 permite imprimir moldes de arena muy grandes de una sola vez, lo que elimina la necesidad de empalmes y reduce los defectos de cierre del molde en las piezas fundidas.
?Por qué elegir la solución de impresión 3D en arena de 3DPTEK? (4 competencias básicas)
1. Cobertura completa de los equipos, adaptada a las distintas necesidades de capacidad
Desde máquinas compactas de 1,6 metros (J1600Pro) hasta megamáquinas de 4 metros (J4000) paraDe la producción en lotes peque?os de prueba a la producción masiva a gran escalaLa J1600Pro está disponible para fundiciones peque?as y medianas con una capacidad de 5-8 moldes al día, y la J4000 está disponible para fundiciones grandes con una capacidad de 2-3 moldes extragrandes al día.
2. Fórmula de material patentada para garantizar la calidad de la fundición
3DPTEK cuenta con más de 30gránulo – Formulación exclusiva para agentes adhesivosEl dise?o está optimizado para diferentes aleaciones:
- Fundición de aleaciones de aluminio: aglutinante de baja viscosidad, buena permeabilidad a la arena, reduce la porosidad de la fundición;
- Fundición de acero: aglutinante de alta resistencia, alta resistencia a la temperatura del molde de arena (superior a 1500℃), evitando los defectos del punzonado en arena;
- Fundición de aleaciones de cobre: aglutinante bajo en cenizas para evitar inclusiones en la superficie de fundición.
3. Apoyo técnico integrado para reducir la dificultad de la transición
Proporcionar "equipos + software + servicios" de apoyo al proceso completo:
- gratisSoftware de simulación de colada(Optimizar el dise?o de la arena y reducir los costes de ensayo y error);
- El centro tecnológico interno de fundición puede ayudar a los clientes con las pruebas de arena y la depuración del proceso de fundición;
- Impartir formación a los operarios (instrucción 1 a 1 para garantizar el funcionamiento del equipo en un plazo de 3 días).
4. Red posventa mundial para garantizar la estabilidad de la producción
Los equipos han desembarcado en más de 20 países de Europa, Asia, Oriente Medio, etc., y la velocidad de respuesta posventa es rápida:
- Servicio nacional puerta a puerta 24 horas (48 horas para zonas remotas);
- 5 centros de servicio en el extranjero (Alemania, India, EE.UU., etc.) para la rápida sustitución de piezas de recambio;
- Mantenimiento gratuito de los equipos 2 veces al a?o para prolongar su vida útil (vida media de más de 8 a?os).
Tendencias futuras de la impresión 3D en arena en 2025 (3 direcciones a seguir)
1. Impresión AI+3D para una fundición sin defectos
El futuro de la impresión 3D en arena estará integradoAI Sistema de optimización del dise?o?-- Parámetros de fundición de entrada (material, tama?o, requisitos de rendimiento), AI puede generar automáticamente la estructura óptima de la arena, mientras que el seguimiento en tiempo real del proceso de impresión, mediante el ajuste de la cantidad de inyección de aglutinante, arena espesor de colocación, para evitar grietas, densidad desigual y otros problemas en el patrón de arena, para lograr "cero defectos! " en la producción.
2. Reciclaje de arena en circuito cerrado con una tasa de utilización de material de 98%
explotar (un recurso)Sistema automático de recuperación de arenaAdemás, la arena no curada y la arena vieja se cribarán, descontaminarán y reciclarán, y la tasa de utilización del material aumentará de las 90% actuales a más de 98%, lo que reducirá aún más el coste del material y cumplirá los requisitos de la política de "doble carbono".
3. Impresión de composites multimaterial para ampliar los límites de las aplicaciones
La impresora 3D de arena del futuro permitirá la impresión compuesta de "arena + polvo metálico", es decir, la impresión de revestimientos metálicos en zonas clave del modelo de arena (por ejemplo, las compuertas) para mejorar la resistencia del modelo de arena a las altas temperaturas, y para acomodarAcero de ultra alta resistencia, aleaciones de titanioFundición de aleaciones refractarias, aplicaciones en expansión en el sector aeroespacial, equipos de gama alta.
VIII. Conclusión: la impresión 3D sobre arena no es una "tecnología opcional", sino una "herramienta de transformación imprescindible"
En la cada vez más competitiva industria de la fundición de metales, "respuesta rápida, estructura compleja, reducción de costes ecológica" se ha convertido en una competencia básica - la impresión 3D en arena acortando el tiempo de ciclo de 80%, para lograr dise?os difíciles, reducción de costes a largo plazo 40% y ayudar a las fundiciones a superar las limitaciones de los procesos tradicionales.
3DPTEK, como líder en impresión 3D en arena, ofrece soluciones personalizadas para fundiciones de diferentes tama?os a través de múltiples modelos de equipos, formulaciones de materiales propias y asistencia técnica integrada. Ya sea en los sectores de la automoción, aeroespacial, maquinaria industrial o energía, elegir la impresión 3D en arena significa elegir la doble ventaja de "reducción de costes y eficiencia + liderazgo tecnológico", que es también la vía fundamental para que las fundiciones sobrevivan en 2025 y más allá.
砂型 3D 打印技術(shù):2025 年重塑金屬鑄造行業(yè),縮短 80% 周期 + 降本方案解析最先出現(xiàn)在三帝科技股份有限公司。
]]>工業(yè)級(jí) SLS 3D 打印機(jī):復(fù)雜零件精密制造的革新方案,2025 年技術(shù)解析與行業(yè)應(yīng)用最先出現(xiàn)在三帝科技股份有限公司。
]]>Leer navegación
- I. ?Qué es una impresora 3D SLS de calidad industrial? Definición básica y características técnicas
- 4 ventajas principales para los fabricantes que eligen la impresión 3D SLS industrial
- Materiales básicos para la impresión 3D SLS industrial: más que el nailon, los materiales para aplicaciones de fundición se convierten en un nuevo punto caliente
- La impresión 3D SLS industrial funciona: del dise?o al producto acabado en 5 pasos
- V. Aplicaciones industriales de las impresoras 3D SLS: escenarios típicos en 4 campos principales
- Caso práctico: Un proveedor europeo de automoción utiliza la impresión 3D SLS para reducir los costes en 40% y aumentar la eficiencia en 70%
- Impresora 3D SLS de calidad industrial 3DPTEK: ?Por qué es la preferida del sector?
- VIII. Tendencias futuras de la impresión industrial SLS 3D en 2025: 3 direcciones de interés
- IX. Conclusión: La impresión 3D SLS de calidad industrial, más que una "impresora", una herramienta para la innovación en la fabricación
I. ?Qué es una impresora 3D SLS de calidad industrial? Definición básica y características técnicas
Las impresoras 3D SLS industriales utilizan un láser de alta potencia paraNylon, polímeros compuestos, arenas y ceras de moldeo especialesSe trata de un equipo de nivel industrial para la fusión selectiva de materiales en polvo y otros materiales para construir piezas 3D sólidas capa por capa. Sus principales características técnicas difieren significativamente de los equipos SLS de sobremesa:
| dimensión de comparación | Impresora 3D SLS industrial | Dispositivos SLS de sobremesa |
|---|---|---|
| Espacio de formación | Grande (algunos modelos de hasta 1000 mm) | algunos |
| eficacia de la producción | Alta, admite la producción en serie | Baja, impresión mayoritariamente en una sola pieza |
| Calidad de las piezas | Estable y cumple las normas de producción en serie | Menor precisión, adecuado para prototipos |
| Compatibilidad de materiales | Hiro (plásticos técnicos, arena de moldeo, cera) | Estrecha (principalmente polvo de nailon básico) |
Además, la impresión SLS de calidad industrial no requiere ninguna estructura de soporte (el polvo sin sinterizar sostiene la pieza de forma natural), lo que facilita conseguir cosas que son imposibles con los procesos tradicionales.Canales internos complejos, estructura reticular ligera, componentes activosMoldura todo en uno.
4 ventajas principales para los fabricantes que eligen la impresión 3D SLS industrial
En los sectores aeroespacial, automovilístico, médico y de fundición, entre otros, la tecnología SLS de calidad industrial se ha convertido en la clave para mejorar la productividad y la innovación; las principales ventajas se reflejan en los cuatro puntos siguientes:
1. Libertad de dise?o sin límites, superando las limitaciones tradicionales del proceso
No se requiere estructura de soporte, lo que permite a los ingenieros dise?arCavidades internas complejas, piezas móviles integradas, construcción ligera con topología optimizada-- como las piezas estructurales huecas en la industria aeroespacial y los complejos componentes de las coladas en los motores de automoción -- son difíciles de conseguir con procesos tradicionales como el mecanizado CNC y el moldeo por inyección.
2. Resistencia de las piezas conforme a la norma, de uso directo en escenarios de producción en serie
Las piezas impresas por SLS no son "prototipos", sino piezas acabadas con una funcionalidad útil. De uso comúnPA12 (nailon 12), PA11 (nailon 11), nailon reforzado con fibra de vidrioEstos materiales, con propiedades mecánicas próximas a las de las piezas moldeadas por inyección, así como una excelente resistencia química y a los impactos, pueden utilizarse directamente en escenarios de producción en serie, como las piezas interiores de automóviles y las herramientas médico-quirúrgicas.
3. Plazo de producción reducido 70%, respuesta rápida a la demanda del mercado
Desde el modelo CAD hasta la pieza acabada, la impresión SLS industrial es todo lo que se necesita3-7 díasEsto es mucho más rápido que la fabricación tradicional de moldes, que suele llevar semanas. Para la validación de prototipos del equipo de I+D, la producción personalizada de lotes peque?os y la reposición de piezas de repuesto de emergencia, esta ventaja puede acortar drásticamente el plazo de comercialización y aprovechar la oportunidad de mercado.
4. Apoyar la ampliación y la transición de la producción para reducir costes
Los dispositivos SLS de calidad industrial pueden anidar decenas o incluso cientos de piezas en una sola tirada de impresión, lo que los hace ideales paraProducción en serie de lotes peque?osTambién puede emplearse como herramienta de "fabricación puente", utilizando el SLS para producir rápidamente piezas de transición antes de comprometerse con costosos moldes de inyección, evitando el riesgo de la inversión en moldes y reduciendo los costes de producción iniciales.
Materiales básicos para la impresión 3D SLS industrial: más que el nailon, los materiales para aplicaciones de fundición se convierten en un nuevo punto caliente
Cuando se habla de materiales SLS, lo primero que viene a la mente es el nailon, pero los equipos industriales se han vuelto compatibles con múltiples materiales y los materiales especializados, sobre todo en el sector de la fundición, están impulsando la transformación digital de los procesos de fundición tradicionales:
1. Arena de fundición: producción directa de moldes / machos de fundición de metales
combinandoArena de cuarzo / Arena cerámicaMezclada con un aglutinante especial para la sinterización láser, la impresora SLS de calidad industrial puede imprimir directamente patrones de arena y machos para la fundición de metales, con ventajas fundamentales como:
- Adecuado para cuerpos de bombas, carcasas de turbinas, bloques de motores de automoción, etc.Coladas con cavidades internas complejas.;
- Elimina la necesidad de moldes tradicionales de madera/metal, lo que reduce los costes de utillaje y los plazos de entrega;
- El molde de arena tiene una gran precisión dimensional (error ≤0,1 mm) y una superficie lisa, lo que mejora el índice de rendimiento de la fundición.
Recomendaciones sobre el equipo de fundición industrial SLS de 3DPTEK
Como marca líder del sector, 3DPTEK ofrece modelos especializados para escenarios de fundición, adaptados a las necesidades de la producción industrial:
- Impresora 3D SLS SandLa longitud de moldeo es de hasta 1000 mm, lo que permite la producción en masa de moldes de arena de fundición de gran tama?o y es adecuada para la fundición de piezas mecánicas de gran tama?o;
- Impresora 3D de modelos de cera SLSImpresión de alta resolución (grosor de capa de 0,08 mm), compatible con fórmulas de cera de colada estándar para una integración perfecta en los procesos tradicionales de fundición a la cera perdida.
La impresión 3D SLS industrial funciona: del dise?o al producto acabado en 5 pasos
El proceso de impresión SLS de calidad industrial está altamente automatizado, con un proceso central de 5 pasos que elimina la necesidad de complejas intervenciones manuales:
- Dise?o 3D y preprocesamientoEl dise?o de la pieza se realiza en software CAD, la estructura se optimiza mediante software especial (por ejemplo, aumento del grosor de la pared, disposición de anidamiento) y se genera un archivo STL que es reconocido por el dispositivo SLS;
- Colocación de polvoEl equipo esparce automáticamente el material en polvo de manera uniforme sobre la plataforma de moldeo, con el espesor de capa controlado a0,08-0,35 mm(ajustable con precisión);
- Sinterización selectiva por láserEl escaneado láser de alta potencia basado en la trayectoria de la sección transversal de la pieza funde y solidifica las partículas de polvo para formar una estructura de pieza monocapa;
- se amontonan capa a capaLa plataforma de conformado se baja un nivel, la máquina se vuelve a colocar con polvo nuevo y se repite la etapa de sinterizado láser hasta que la pieza está totalmente conformada;
- Enfriamiento y pulverizaciónLas piezas se enfrían lentamente en un entorno cerrado (para evitar deformaciones) y el polvo sin sinterizar se retira tras el enfriamiento (reciclable, con un índice de utilización del material superior a 90%).
V. Aplicaciones industriales de las impresoras 3D SLS: escenarios típicos en 4 campos principales
Con sus ventajas de alta precisión, alta compatibilidad y rápida producción, la tecnología SLS de grado industrial ha aterrizado en muchas industrias clave, y los escenarios típicos de aplicación son los siguientes:
1. Aeroespacial: combinar ligereza y fiabilidad
- dar a luz a un ni?oConductos ligeros, componentes de tratamiento del aireLa estructura reticular está optimizada para reducir el peso de la pieza 30%-50% manteniendo la resistencia;
- Fabricación de componentes estructurales complejos de satélites, montajes interiores de aviones sin ensamblaje, reduciendo el riesgo de fallos.
2. Automoción: prototipado rápido combinado con producción de bajo volumen
- Fase de I+D: impresión rápidaCarcasa, soporte, prototipo de salpicaderoEl dise?o se valida en 3 días, lo que acorta el ciclo de desarrollo;
- Fase de producción en serie: producción en lotes peque?os de piezas personalizadas para interiores de automóviles y piezas de repuesto de mantenimiento, evitando la inversión en moldes y reduciendo costes.
3. ámbito médico: personalización y seguridad al mismo tiempo
- personalizaciónModelos anatómicos específicos para cada paciente(por ejemplo, modelos de planificación quirúrgica ortopédica) para ayudar a los médicos a elaborar planes quirúrgicos precisos;
- Fabricación de instrumentos ortopédicos y herramientas quirúrgicas personalizadas, con materiales que cumplen las normas de calidad médica y biocompatibilidad.
4. Sector de la fundición: impulsar la transformación digital de los procesos tradicionales
- Grandes piezas de fundición de metal: impresión directa de moldes/núcleos de arena para piezas complejas como cuerpos de bombas y carcasas de turbinas;
- Fundición de piezas de precisión: impresión de moldes de cera con bajo contenido en cenizas para la fundición a la cera perdida de piezas de precisión como álabes de turbinas de aviación, joyas, etc.
Caso práctico: Un proveedor europeo de automoción utiliza la impresión 3D SLS para reducir los costes en 40% y aumentar la eficiencia en 70%
Un proveedor europeo de la industria del automóvil necesitaba una plantilla personalizada para una tarea de producción a corto plazo. La solución tradicional era utilizar el mecanizado CNC, que requería un plazo de entrega de 10 días y unos costes de equipo elevados.Impresora 3D 3D SLS de calidad industrial 3DPTEKDespués:
- Selección del material: Se utiliza polvo PA12 de alta resistencia, la resistencia de la pieza cumple los requisitos para el uso del utillaje;
- Ciclo de producción: desde el dise?o hasta el producto acabado son sólo 3 días, 70% más corto que el mecanizado CNC;
- Control de costes: sin necesidad de moldes ni mecanizados complejos, lo que reduce los costes totales en 40%;
- Resultado: finalización con éxito de una corta tirada de producción y verificación de la viabilidad de la tecnología SLS en la fabricación de utillaje.
Impresora 3D SLS de calidad industrial 3DPTEK: ?Por qué es la preferida del sector?
Entre las muchas marcas de equipos SLS industriales, 3DPTEK se ha convertido en una opción popular para las empresas de fabricación con su concepto de dise?o "orientado a la producción en masa", que se refleja en su competencia básica en 4 puntos:
- Gran tama?o y alta velocidad al mismo tiempoAlgunos modelos tienen una longitud de moldeo de hasta 1.000 mm, lo que permite producir piezas de gran tama?o; al mismo tiempo, la velocidad de impresión es 20% superior a la media del sector, lo que mejora la eficacia de la producción en serie;
- Alta compatibilidad multimaterialPuede adaptarse a una amplia gama de materiales, como plásticos técnicos, arena de moldeo, cera de moldeo, etc., de modo que una sola máquina puede satisfacer las necesidades de múltiples escenarios;
- Soluciones de proceso completo: Ofrece una amplia gama de productos, desde dispositivos de impresión hastaSoftware de simulación de colada, equipos de postprocesadoLa solución todo en uno elimina la necesidad de herramientas adicionales de terceros;
- Asistencia técnica mundialServicio de ciclo completo que abarca la instalación de los equipos, la formación sobre su funcionamiento y el mantenimiento posventa para garantizar el funcionamiento estable de la línea de producción.
VIII. Tendencias futuras de la impresión industrial SLS 3D en 2025: 3 direcciones de interés
Con el avance de la ciencia de los materiales y la tecnología de automatización, la impresión SLS industrial evolucionará hacia una mayor eficiencia, una aplicación más amplia y una mayor calidad, y las 3 tendencias principales son evidentes en el futuro:
- Mayor velocidad de impresión sin sacrificar la precisiónLa velocidad de impresión se incrementará en más de 50% gracias a la optimización de la potencia del láser y a la tecnología de sinterización simultánea con varios láseres, al tiempo que se mantiene una elevada precisión de 0,08 mm;
- Ampliación de las categorías de materialesLos materiales compuestos de alta temperatura (como los polvos basados en PEEK) y los polvos compuestos basados en metales irán aterrizando gradualmente, ampliando la aplicación del SLS en escenarios de alta temperatura y alta resistencia;
- Producción inteligente en bucle cerradoEl sistema integrado de control en tiempo real supervisa el proceso de impresión mediante algoritmos de IA y ajusta automáticamente los parámetros del láser para lograr una producción en serie con "cero defectos" y reducir las tasas de desechos.
IX. Conclusión: La impresión 3D SLS de calidad industrial, más que una "impresora", una herramienta para la innovación en la fabricación
Las impresoras 3D SLS de calidad industrial ya no son sólo "máquinas de prototipado", son máquinas de "dise?o-producción-aplicación" capaces de enlazar todo el proceso de dise?o-producción-aplicación.Soluciones para la producciónLa tecnología SLS puede utilizarse en la industria aeroespacial para aplicaciones de aligeramiento y automoción. Tanto si se trata de requisitos de ligereza en la industria aeroespacial como de tiempos de respuesta rápidos en la automoción, personalización en el campo médico o digitalización en la industria de la fundición, la tecnología SLS de calidad industrial ofrece soluciones eficientes y rentables.
Para las empresas de fabricación, la elección del equipo SLS de calidad industrial adecuado, como los modelos de moldeo por arena/cera de 3DPTEK, no sólo mejora la productividad, sino que también rompe con las limitaciones de los procesos tradicionales y aprovecha el terreno abonado para la innovación, que es el valor fundamental de la impresión 3D SLS de calidad industrial en el futuro de la fabricación.
工業(yè)級(jí) SLS 3D 打印機(jī):復(fù)雜零件精密制造的革新方案,2025 年技術(shù)解析與行業(yè)應(yīng)用最先出現(xiàn)在三帝科技股份有限公司。
]]>3D打印砂型鑄造,傳統(tǒng)鑄造廠老板必看最先出現(xiàn)在三帝科技股份有限公司。
]]>Como propietario de una fundición, ?se encuentra a menudo con esta situación?
?--Los clientes quieren hacer peque?as cantidades de piezas de prueba, hacer un molde de metal a 200.000, el resultado de la orden es sólo 50 piezas, un cálculo encontró que el costo del molde es más que el dinero ganado, sólo puede renunciar a la orden!
--El cliente recibió un pedido de una pieza aeroespacial con estructura de panal, y el error de montaje del núcleo de arena tradicional era mayor que el tama?o de la pieza, ?y fue un gran dolor de cabeza contemplar la pieza de fundición desechada!
?--Competidores con la impresión 3D tomó un conocido pedidos de baterías de automóviles, su propia oferta es inferior a los demás 30% o no ganó la licitación, y, finalmente, preguntó acerca de la entrega de los demás más rápido que nosotros 2 meses, muy impotente!
?--Los clientes no se mueven para cambiar el dise?o, más de 300 conjuntos de moldes de chatarra apilados en el almacén, comprobar las cuentas encontraron que el inventario de moldes ocupó la mitad de un a?o de ganancias, que es demasiado doloroso para degustar!
--?Los clientes enviaron una estructura compleja de las piezas, y dijo que el precio no es un problema, una evaluación encontró que el proceso de fundición tradicional no se puede hacer, mirando a un alto valor a?adido tales órdenes sólo se puede renunciar!
A continuación, ayudamos a todos los jefes, uno por uno, a entender claramente la tecnología de impresión 3D en arena.
?Qué es la impresión 3D en arena?
La impresión 3D en arena es una tecnología relativamente nueva, en pocas palabras, es como construir bloques, con un material especial capa por capa "pila" de la arena de fundición.
En el pasado, el método tradicional de hacer moldes de arena podía requerir hacer un molde y luego usar el molde para darle forma, lo cual es un proceso complicado, y puede ser particularmente difícil y costoso si quiere hacer moldes de arena con formas muy extra?as y complejas. Pero la impresión 3D en arena es diferente, funciona con un modelo 3D en su ordenador. Usted introduce los datos del modelo 3D de la pieza de fundición dise?ada en la impresora 3D, y la impresora, de acuerdo con la forma y la estructura del modelo, pondrá arena especial o materiales similares a la arena, de acuerdo con la capa por capa de una manera precisa y se unirá, al igual que el uso de innumerables "hojas de arena" muy finas para construir gradualmente un patrón de arena completo. De esta forma, no importa lo compleja que sea la forma, siempre que se pueda dise?ar en el ordenador, se puede imprimir, y es bastante rápido, y no necesita hacer moldes complejos como el método tradicional, lo que puede ahorrar mucho tiempo y coste.
Principio de la impresora 3D de arena
La impresión 3D en arena suele realizarse utilizandoChorro aglomerante (BJ)Los principios básicos son los siguientes:
- esparcir arenaLa impresora esparce una arena de moldeo específica (por ejemplo, arena de sílice, arena cerámica o arena recubierta) de manera uniforme sobre la plataforma de impresión.
- aglutinante en sprayLas boquillas pulverizadoras rocían con precisión el aglutinante según un modelo informático (datos CAD) para unir los granos de arena en una zona específica.
- amontonarse repetidamenteLa plataforma se baja, se extiende de nuevo la arena y se pulveriza el aglutinante, curando y moldeando capa a capa hasta completar toda la impresión en arena.
- reprocesarEliminación de la arena suelta no adherida, endurecimiento y limpieza del molde de arena impreso, que puede utilizarse posteriormente para la fundición de metales.
?Cuáles son los principales problemas que aborda el moldeo en arena mediante impresión 3D?
La existencia o nacimiento de cada tecnología debe tener su "misión". Comúnmente conocida como la solución a un problema específico, para satisfacer la demanda del mercado, este es el valor de su existencia. A continuación echamos un vistazo a la tecnología de impresión 3D de arena para resolver los espinosos problemas encontrados en la fundición tradicional, como sigue:
- Fabricación de piezas de formas complejasEl moldeo tradicional en arena es difícil y costoso para fabricar formas complejas, como los finos canales de refrigeración del interior de las palas de los motores de aviación, a los que es difícil dar forma con precisión mediante los procesos tradicionales. La arena impresa en 3D puede convertir fácilmente en realidad formas complejas basadas en modelos digitales, desde la arena con densos bloques cóncavos y convexos de motores de automoción hasta la arena con sutil estructura biónica de la carcasa exterior de dispositivos médicos, que pueden representarse perfectamente.
- largo plazo de producciónLa arena de fundición tradicional necesita pasar por un largo proceso de dise?o de moldes, fabricación de moldes, depuración de moldes, etc., y el ciclo de fabricación de moldes a gran escala a menudo supera varios meses. La arena de impresión 3D no necesita fabricar moldes, y se imprime directamente según el modelo digital, y las modificaciones de dise?o sólo se pueden hacer manipulando el modelo en el ordenador y reimprimiendo el modelo, lo que acortará significativamente el ciclo de producción. Por ejemplo, en la investigación y el desarrollo de un nuevo bloque de motor de automóvil, el molde de fundición tradicional debe rehacerse en al menos dos semanas, mientras que la arena de impresión 3D puede completarse el mismo día de la impresión del nuevo modelo, y al día siguiente puede fundirse.
- Dificultad para controlar los costesEl desperdicio de material en la fabricación tradicional de moldes de fundición es grave, la tasa de utilización de moldes complejos es inferior a 30%, y los costes de mano de obra elevados. Impresión 3D de arena bajo demanda, arena precisa, tasa de utilización de material de más de 90%, reduciendo el desperdicio. Alto grado de automatización del proceso de impresión puede reducir los costes laborales. Tomemos como ejemplo una peque?a fundición, con una capacidad de producción anual de 5.000 piezas de fundición de accesorios de tuberías peque?as, tras la introducción de la arena impresa en 3D, el coste de material se reducirá en 150.000 yuanes al a?o, y el coste de mano de obra se reducirá en 200.000 yuanes.
- Baja precisión de las piezas fundidasEl molde de arena tradicional debido al desgaste del molde, el error de ajuste de la superficie de separación, la desviación del tama?o de fundición es a menudo más de ± 1 mm, la asignación de mecanizado posterior, el desperdicio de material, y propenso al aflojamiento local, el atrapamiento de arena y otros defectos, lo que resulta en propiedades mecánicas desiguales de las piezas fundidas. modelo de arena de impresión 3D por el modelo digital de la unidad precisa, la precisión del tama?o de arena de hasta ± 0,5 mm o menos, puede lograr una compacidad uniforme, para evitar la arena suelta desigual, y al mismo tiempo optimizar el proceso de solidificación para reducir significativamente los agujeros de contracción, contracción, para garantizar la calidad interna fiable de la pieza fundida. Al mismo tiempo, se optimiza el proceso de solidificación para reducir significativamente los agujeros de contracción y el aflojamiento por contracción, para garantizar una calidad interna estable y fiable de las piezas fundidas.
- Alta presión medioambientalLa fabricación tradicional de moldes de fundición produce una gran cantidad de residuos de metal, residuos de plástico, residuos de arena de procesamiento. La producción de arena de impresión 3D, la arena no utilizada puede ser reciclada y reutilizada, muy pocos residuos, y el proceso de impresión no requiere un gran número de aglutinantes químicos, reduciendo la emisión de gases peligrosos, y mejorar el medio ambiente del taller. Según las estadísticas, tras el uso de arena de impresión 3D, las emisiones de residuos de fundición se redujeron en más de 80%, el polvo, las concentraciones de gases nocivos alcanzan los estándares medioambientales.
?Cómo evalúa una fundición si necesita comprar una impresora 3D de arena?
El precio de una impresora 3D de arena no es barato (normalmente, cuanto mayor es el tama?o, más cara), comprarla es relativamente prudente, especialmente para las fundiciones peque?as y medianas. Con el fin de ayudar a los jefes para evaluar si existe la necesidad de comprar, hemos compilado algunos puntos de evaluación a continuación, para dar a los jefes de las fundiciones tradicionales una referencia, y luego de acuerdo a su propia situación para decidir si comprar:
necesidad de producción
- Complejidad del productoSi las fundiciones suelen producir piezas con formas complejas, estructuras finas o canales internos, como álabes de motores de aviación, bloques de cilindros de automóviles, etc., es difícil cumplir los requisitos del proceso tradicional, las impresoras 3D de arena pueden suponer una ventaja.
- Tama?o y volumen de producciónPara peque?as piezas de fundición de múltiples variedades, las impresoras 3D de arena ofrecen la flexibilidad de cambiar rápidamente de producto sin necesidad de moldes, lo que reduce el coste y la duración del ciclo. Sin embargo, para piezas de fundición a gran escala y de una sola variedad, los procesos tradicionales pueden resultar más rentables.
- Requisitos del plazo de entregaLas impresoras 3D de arena permiten plazos de entrega más cortos y una respuesta más rápida a los pedidos si el cliente tiene plazos de entrega estrictos.
rentabilidad
- Inversión en equiposHay que tener en cuenta el coste de adquisición de una impresora 3D de arena, los costes de instalación y puesta en marcha y los costes de mantenimiento.
- gastos de funcionamientoIncluye materiales de impresión, consumo de energía, costes de mano de obra, etc. Compara el proceso de fundición tradicional y analiza los costes de funcionamiento altos y bajos a largo plazo.
- ganancia potencialConsidere los beneficios potenciales del uso de impresoras 3D de arena en términos de mejora de la calidad del producto, tiempos de ciclo más cortos y menores tasas de desechos.
capacidad técnica
- Competencias de los empleadosEvaluar hasta qué punto los empleados existentes dominan la tecnología de impresión 3D y si es necesario formarlos o contratarlos como especialistas.
- Asistencia técnicaComprender la capacidad de asistencia técnica del proveedor de equipos, incluida la puntualidad y eficacia de servicios como la instalación y puesta en marcha, la formación y la reparación de averías.
competencia de mercado
- Tendencias del sectorLa industria de la fundición: vigile a sus homólogos para ver si ya están adoptando la impresión 3D en arena, y si los competidores ya la están utilizando y ganando ventaja, puede que las fundiciones tengan que plantearse adquirirla para seguir siendo competitivas.
- necesidad del clienteLa compra de impresoras 3D de arena puede contribuir a satisfacer las necesidades de los clientes que desean que las fundiciones adopten tecnologías avanzadas para mejorar la calidad y la productividad de sus productos y aumentar su competitividad en el mercado.
requisito medioambiental
- Si los requisitos locales de protección del medio ambiente son estrictos, el proceso de fundición tradicional está sometido a una gran presión en cuanto al tratamiento de la arena residual y la emisión de gases de escape, etc., las impresoras 3D de arena pueden ayudar a las empresas a cumplir los requisitos de protección del medio ambiente gracias a sus ventajas de alto aprovechamiento del material y bajo nivel de residuos.
?Qué tipo de talento se necesita para la impresión 3D en arena?
Teniendo en cuenta que muchas empresas de fundición tradicionales pueden no estar equipados con la impresión 3D de fundición de arena relacionados con los profesionales, hemos cotejado especialmente la posición de los trabajadores necesitan tener qué aspectos de las habilidades y tareas habituales de trabajo, por lo que las fábricas en la contratación para hacer referencia.
Requisitos profesionales:
- Ingeniería mecánica, ciencia de los materiales, ingeniería de fundición, fabricación aditivay otras profesiones afines;
- Se valorará la familiaridad con la tecnología de impresión 3D en arena (Binder Jetting) y la experiencia en el manejo de equipos relacionados;
- Experiencia en el uso deCAD, software de modelado 3D (por ejemplo, SolidWorks, AutoCAD, Magics, etc.)con conocimientos básicos de tratamiento de datos;
- Comprensión del proceso de fundición, familiarización con las propiedades del material de la arena, proceso de postratamiento y análisis de los defectos comunes de la fundición;
- Capacidad para mantener y localizar averías en los equipos y resolver de forma independiente problemas comunes en el funcionamiento de los equipos;
- Buen trabajador en equipo, capaz de colaborar estrechamente con los ingenieros de fundición y el equipo de producción para optimizar el proceso de producción;
- Gran capacidad de aprendizaje para comprender rápidamente las nuevas tecnologías y gran interés por la aplicación de la fabricación aditiva en la industria de la fundición.
Descripción del puesto:
- encargarse deImpresora 3D de arenaoperaciones cotidianas, incluida la puesta en servicio de los equipos, la ejecución de los trabajos de impresión y el control de calidad;
- Procesamiento de datos de impresión 3D, incluida la optimización del modelo CAD, el corte y la configuración de los parámetros de impresión;
- Supervisar el proceso de impresión para garantizar que la calidad del molde de arena cumple los requisitos de fundición y que se llevan a cabo los procesos posteriores necesarios (por ejemplo, limpieza, endurecimiento, etc.);
- Responsable del mantenimiento de los equipos, de la localización y resolución de problemas en el proceso de impresión para garantizar un funcionamiento estable de los equipos;
- Colaborar con el equipo de tecnología de fundición para optimizar el proceso de impresión 3D de moldes de arena con el fin de mejorar la calidad de la fundición y la eficiencia de la producción;
- Investigar e introducir nuevos materiales y procesos para mejorar continuamente la aplicación de la impresión 3D en arena en la producción de piezas de fundición;
- Responsable de la formación interna del personal en tecnología de impresión 3D para mejorar el nivel técnico general del equipo.
resúmenes
En resumen, la tecnología de impresión 3D en arena aporta muchas oportunidades y cambios para las fundiciones tradicionales, que pueden resolver eficazmente el proceso de fundición tradicional que se enfrenta a problemas de fabricación de piezas de formas complejas, ciclo de producción largo, difícil de controlar el coste, la precisión de la fundición no es buena, así como la presión de la protección del medio ambiente y una serie de cuestiones espinosas. Mediante una evaluación exhaustiva de la demanda de producción, la rentabilidad, las capacidades técnicas, la competencia del mercado y los requisitos medioambientales, los propietarios de fundiciones pueden juzgar de forma más científica y racional si introducir la impresora 3D de arena. Equipado con personal técnico profesional, es asegurar que esta tecnología en la fundición en el aterrizaje suave, jugar la clave para el máximo rendimiento.
En el mercado de la fundición cada vez más competitivo, tomar la iniciativa de adoptar las nuevas tecnologías, activamente hacer cambios, puede ser capaz de aprovechar la primera oportunidad para lograr la transformación y modernización de las empresas y el desarrollo sostenible. Para las fundiciones tradicionales, la tecnología de impresión 3D de arena no es sólo un cambio de tecnología, sino también un gran avance en el desarrollo de los cuellos de botella, mejorar la competitividad de la base de la oportunidad perfecta. Espero que todos los jefes de fundición puede combinar la situación real de sus propias empresas, sopesar plenamente los pros y los contras, para hacer el más adecuado para el desarrollo a largo plazo de la toma de decisiones de la empresa, por lo que la empresa en la marea de los tiempos para montar las olas, navegando a un mercado más amplio mar azul.
3D打印砂型鑄造,傳統(tǒng)鑄造廠老板必看最先出現(xiàn)在三帝科技股份有限公司。
]]>砂型3D打印機(jī)解決了什么核心問(wèn)題?這篇文章告訴你真相最先出現(xiàn)在三帝科技股份有限公司。
]]>1. Hacer frente a las limitaciones de los procesos de fundición tradicionales
Dificultad para moldear estructuras complejas
Los procesos de fundición convencionales suelen enfrentarse a enormes dificultades técnicas y elevados costes a la hora de fabricar moldes de arena de formas complejas. Por ejemplo, los álabes de los motores de aviación suelen tener canales de refrigeración finos y complejos en su interior, el proceso tradicional de fabricación de este tipo de moldes es extremadamente difícil. La impresora 3D de arena, mediante el modelado digital y la tecnología de impresión capa por capa, puede lograr fácilmente la fabricación de formas complejas de moldes de arena, reduciendo en gran medida el umbral técnico y el coste.
La producción a medida es limitada
Con el auge del consumo personalizado y los nichos de mercado, la demanda de piezas de fundición personalizadas en lotes peque?os está creciendo de forma explosiva. Sin embargo, el proceso de fundición tradicional, con sus elevados costes de apertura de moldes y su largo ciclo de personalización, es difícil de satisfacer las necesidades de respuesta rápida del mercado. Las impresoras 3D de arena no necesitan moldes y son capaces de dise?ar e imprimir rápidamente patrones de arena según las especificaciones, formas y requisitos de rendimiento especiales de los clientes, lo que mejora enormemente la flexibilidad y eficacia de la producción personalizada.



2. Mejorar la eficacia de la producción y el control de costes
largo plazo de producción
La fundición en arena tradicional requiere un largo proceso de dise?o, fabricación y puesta en marcha del molde, y el ciclo de fabricación de moldes grandes suele superar varios meses. Durante este periodo también pueden producirse cambios en el dise?o o defectos en el molde que obliguen a rehacerlo, lo que alarga aún más el ciclo de producción. Las impresoras 3D de arena no requieren la fabricación de moldes e imprimen directamente a partir de modelos digitales, lo que puede acortar considerablemente el ciclo de desarrollo del producto y mejorar la eficacia de la producción.
Dificultad para controlar los costes
En el proceso tradicional de fabricación de moldes de fundición, el desperdicio de material es grave, y la tasa de utilización de material de moldes complejos es inferior a 30%. Además, desde los moldeadores hasta los modeladores y reparadores de moldes, la aportación de mano de obra es grande, lo que encarece aún más el coste. Impresora 3D de arena de impresión bajo demanda, arena precisa, tasa de utilización de material de más de 90%. alto grado de automatización en el proceso de impresión, reduciendo el coste de mano de obra, reduciendo significativamente los costes de producción.
3. Mejorar la calidad de los productos
Baja precisión dimensional
Molde de arena tradicional debido al desgaste del molde, los errores de ajuste de la superficie de separación y otros problemas, la desviación del tama?o de fundición a menudo supera ± 1 mm, la asignación de mecanizado posterior, el desperdicio de material. Impresora 3D de arena por la unidad de precisión de modelo digital, precisión de tama?o de arena de hasta ± 0,5 mm o menos, lo que reduce el proceso de mecanizado, la reducción de costes.
Calidad interna desigual
El patrón de arena tradicional es propenso a la flojedad local, atrapamiento de arena y otros problemas, lo que resulta en propiedades mecánicas desiguales de piezas fundidas, propensas a grietas y otros defectos. La impresora 3D de arena puede lograr una compactación uniforme, evitar la arena suelta desigual, al mismo tiempo, optimizar el proceso de solidificación, reducir significativamente los agujeros de contracción, la contracción suelta, para garantizar la calidad interna estable y fiable de piezas de fundición, mejorar el rendimiento del producto y la vida útil.
4. Ventajas medioambientales
La fabricación tradicional de moldes de fundición produce una gran cantidad de residuos de metal y plástico, y los residuos de arena se amontonan tras el tratamiento de la arena. La capacidad anual de 10.000 toneladas de piezas de fundición de la fábrica, las emisiones anuales de arena de desecho más de 5.000 toneladas, el alto costo de tratamiento y la contaminación del medio ambiente. Impresora 3D de arena en la producción, la arena no utilizada puede ser reciclada y reutilizada, muy pocos residuos. Además, el proceso de impresión no requiere un gran número de aglutinantes químicos, lo que reduce la emisión de gases nocivos y mejora el entorno del taller.
5. Razones por las que las fundiciones merecen impresoras 3D de arena
Mejora de la eficacia de la producción
Las impresoras 3D de arena pueden responder rápidamente a la demanda del mercado, y son especialmente adecuadas para la remodelación frecuente de productos de lotes peque?os. Permite a las fundiciones satisfacer rápidamente las necesidades individuales de personalización de los clientes y mejorar su satisfacción y competitividad en el mercado. Al mismo tiempo, la impresora 3D de arena admite la producción en masa, que puede imprimir un gran número de modelos de arena de alta calidad en poco tiempo para satisfacer las necesidades de la producción en masa y mejorar la eficiencia y el rendimiento de la producción.
Reducción de los costes de producción
La tecnología de impresión 3D en arena imprime directamente patrones de arena sin necesidad de abrir moldes, lo que reduce en gran medida el coste de apertura de moldes, especialmente adecuado para necesidades de producción de lotes peque?os y estructuras complejas. Además, los equipos de impresión 3D en arena pueden manejarse con solo una formación sencilla, y no requieren mucha sinergia de mano de obra, lo que puede reducir eficazmente la dependencia de trabajadores cualificados, de modo que las fundiciones pueden hacer frente fácilmente al problema de la contratación difícil y la mano de obra cara.
Mejorar la calidad del producto
Las impresoras 3D de arena son más precisas, como la3DPTEKde los equipos de impresión 3D, lo que significa que la precisión dimensional de las piezas de fundición mejora drásticamente, el índice de aprobación única de los productos aumenta significativamente, el índice de desechos se reduce y la fundición puede utilizar sus recursos de forma más eficiente. Al mismo tiempo, los moldes de arena impresos en 3D tienen mayor precisión y calidad superficial, lo que reduce la cantidad de trabajo de lijado y repasado, hace que el proceso de producción sea más limpio y mejora la calidad del producto y la coherencia del proceso.
Optimizar la gestión de la producción
Con un dise?o de cuerpo compacto, la impresora 3D de arena ocupa poco espacio y tiene una instalación flexible, lo que resulta adecuado para los diferentes requisitos de disposición de las fundiciones peque?as y medianas. La solución de producción modular también puede apoyar a la empresa para ampliar fácilmente y lograr la vinculación de múltiples máquinas. Parte de la impresora 3D de arena soporta un sistema de monitorización digital, los responsables de la empresa pueden monitorizar el progreso de la producción y el estado de los equipos en tiempo real, para conseguir un proceso de producción totalmente controlable, los datos de funcionamiento de los equipos se pueden almacenar automáticamente para facilitar la optimización de las estrategias de producción.




6. Conclusiones
La aparición de las impresoras 3D de arena no sólo resuelve muchos problemas del proceso de fundición tradicional, sino que también brinda oportunidades sin precedentes a la industria de la fundición. Proporciona a las fundiciones una fuerte competitividad al mejorar la eficiencia de la producción, reducir los costes de producción, mejorar la calidad del producto y optimizar la gestión de la producción. Con el continuo progreso de la tecnología, las impresoras 3D de arena desempe?arán un papel cada vez más importante en el futuro de la industria manufacturera, promoviendo la industria de la fundición hacia una dirección más eficiente, más respetuosa con el medio ambiente y más inteligente.
砂型3D打印機(jī)解決了什么核心問(wèn)題?這篇文章告訴你真相最先出現(xiàn)在三帝科技股份有限公司。
]]>