答案很直接:3D打印砂型鑄造正在把這顆絆腳石踢開。不同于只能做展示樣的光敏樹脂打印,基于3DPTEK-J1800等工業級設備的樹脂砂型工藝,能直接用量產牌號(如ZL101A)澆鑄出缸蓋,經T6熱處理后即刻上臺架,機械性能與最終量產件別無二致。開發驗證周期從傳統的3-4個月硬生生壓縮到60天甚至更短。
核心要點速覽
- 痛點根源:金屬模具的制造與修改周期綁架了整個缸蓋開發計劃。
- 突破路徑:3D打印砂型直接獲得功能性鑄件,而非僅用于視覺評估的原型。
- 實戰數據:某頭部主機廠利用3DPTEK-J1800打印樹脂砂模,60天內交付30件ZL101A+T6缸蓋并成功完成臺架試驗。
- 價值躍遷:從“先開模再試錯”轉為“先試錯再開模”,將設計風險前置并大幅削減。
為什么汽車缸蓋開發還在被“開模”卡脖子?
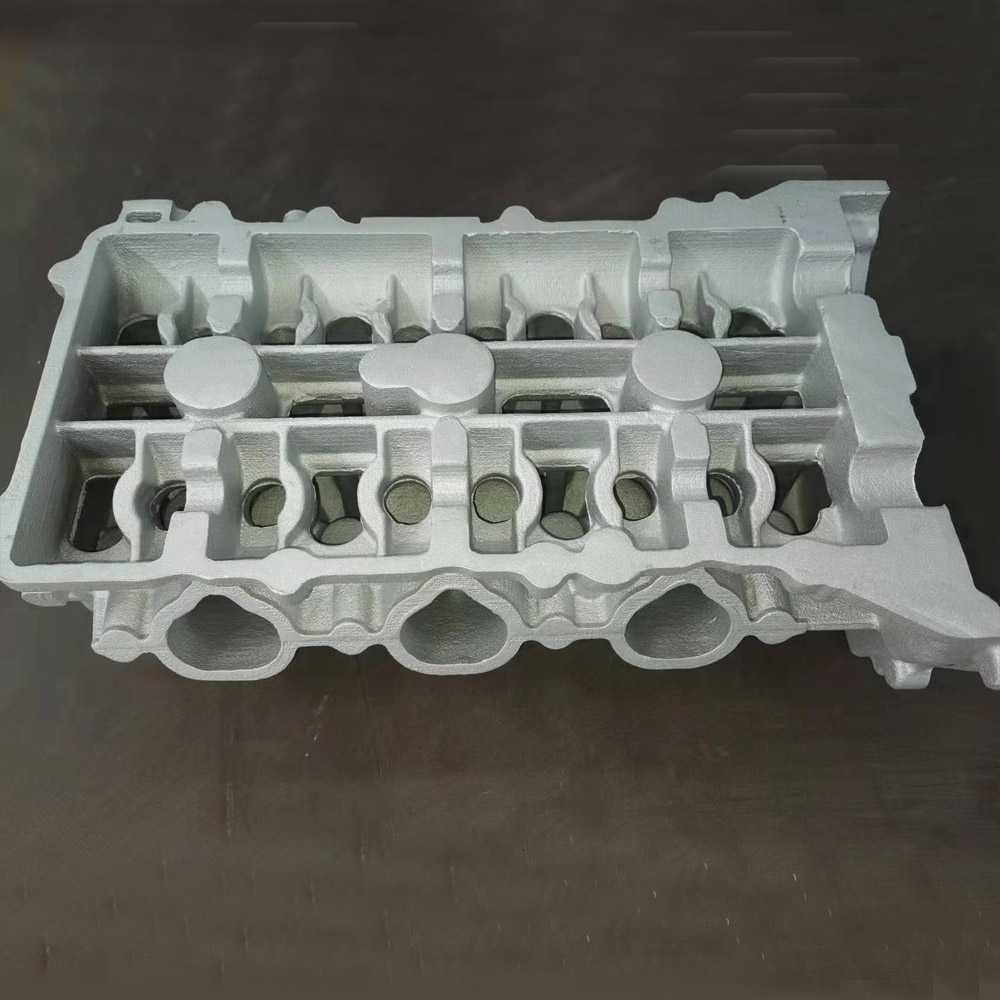
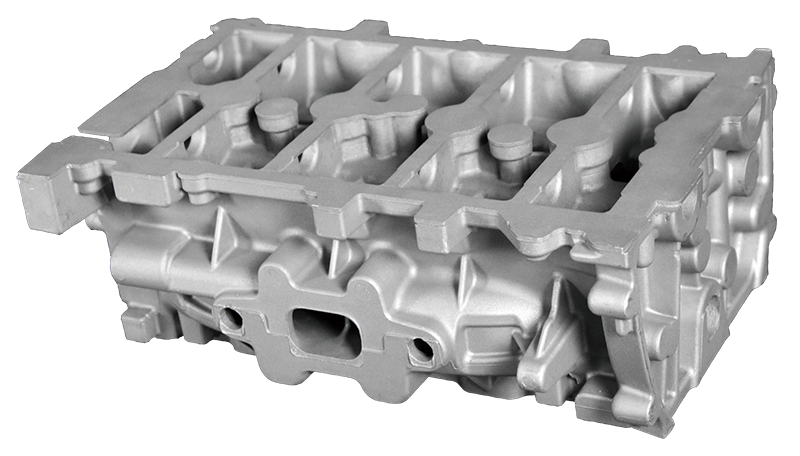
缸蓋作為發動機上最復雜的鑄件之一,其內部迷宮般的水套、油道和高低壓區域,對模具的分型、抽芯和冷卻控制提出了極高要求。一套傳統鋼模從設計、數控加工到裝配調試,動輒需要12-16周,費用輕松突破百萬人民幣。而一旦在臺架試驗中發現熱點、開裂或性能偏差,模具的修改又是一輪成本與時間的雙重折磨。正是這種“模具依賴癥”,讓缸蓋開發長期被困在漫長的驗證循環里。
多數競品方案試圖用3D打印緩解痛苦,卻走偏了方向——他們聚焦于打印塑料或蠟模原型,制作非功能性樣件,只能用于裝配驗證或外觀展示。這類樣件無法承受燃氣爆發壓力,更不能用于熱循環試驗,對真正的性能開發幾乎毫無價值。缸蓋開發者需要的不是另一個“眼見的假件”,而是能直接點火運行的功能性鑄件。
“功能性鑄造”:3D打印與模具的平行戰場
我們所倚重的技術路徑截然不同。3D打印樹脂砂型配合金屬外模的組合工藝,將增材制造直接嵌入了鑄造工序本身。通過3DPTEK-J1800等設備,用呋喃樹脂砂逐層堆積出復雜的型腔與砂芯,再組合到標準化的金屬外模中,便能澆鑄出與量產模具同樣密實、同樣精度的缸蓋毛坯。更關鍵的是,這不再是模型或樣件——采用ZL101A鋁合金并實施T6熱處理后,鑄件的抗拉強度、延伸率和硬度可完全達到OEM對量產件的機械性能要求。這使得打印出的缸蓋能直接上臺架,真實反映耐久性和熱機表現,讓驗證數據毫無折扣。
下表清晰對比了傳統模具開發與3D打印功能性鑄造在缸蓋試制上的核心差距:
| comparison dimension | 傳統金屬模具路線 | 3D打印砂型功能性鑄造 |
|---|---|---|
| 首件交付周期 | 3-4 months | 45-60天 |
| 模具成本(單套) | 80-150萬元 | 3-10萬元(砂型消耗) |
| 材料狀態 | 量產牌號(如ZL101A) | 完全相同的量產牌號ZL101A+T6 |
| 鑄件用途 | 臺架試驗/小批試裝 | 直接用于臺架試驗和性能開發 |
| 設計迭代靈活性 | 極低,修模周期2-4周 | 極高,僅需修改數字模型重新打印砂型 |
| 驗證數據可信度 | 真實反映生產狀態 | 與量產件同工藝、同材料,數據直接轉化 |
實際案例:60天從模型到臺架,驗證周期對半砍
南方某大型汽車公司在開發新一代發動機時,急需30件缸蓋用于多輪臺架驗證。按傳統路線,僅模具準備就需至少12周,總周期超過4個月。他們選擇了3D打印樹脂砂模與金屬外模組合工藝,由3DPTEK-J1800設備連續打印砂型,采用ZL101A鋁合金并嚴格執行T6熱處理制度。結果令人信服:從數據下發到完成30件缸蓋澆鑄及臺架安裝,全程僅用60天。驗證計劃不僅沒有延遲,還因為鑄件先于模具到廠,額外進行了兩輪設計優化,最終量產方案的風險顯著降低。這個案例赤裸裸地揭示了一個事實:在缸蓋開發這場分秒必爭的競賽里,繼續依賴純模具路線,無異于在起跑線上就讓對手先跑一個月。
當功能性鑄造與數字化設計迭代結合在一起,產品工程師不再害怕方案修改,反而將其視為優化性能的機遇。水套隔板角度不佳?立即調整數模,五天后新的砂型便開始打印。這種響應速度,才是應對電氣化轉型中發動機設計復雜度陡增的應有姿態。
仍在困于開模瓶頸,眼看項目節點亮起紅燈?
拆解3D打印砂型鑄造:一臺設備如何替代整條模具產線?
核心邏輯:從“減材思維”到“增材堆疊”的產線重構
傳統缸蓋鑄造模具的制造,本質上是一場高成本的“減法”——在整塊模具鋼上,通過數控加工掏挖出水套、油道等復雜型腔。這意味著型腔越復雜,加工周期越長,刀具損耗越大,成本呈指數級飆升。而3D打印砂型則是一場徹底的“增材”革命:噴頭根據數字模型,將呋喃樹脂選擇性地噴射在硅砂上,逐層堆疊出預設的型腔形狀。它不再受限于刀具是否能夠到達,也無所謂分型面的復雜程度。任何迷宮般的冷卻水道、薄壁隔板、甚至是集成化的排氣歧管結構,在打印頭下都只是一層0.3毫米厚的砂面。這臺設備,實際上是將一整套包含木模、芯盒和造型線的工序,壓縮并數字化到了這一個物理動作中。
“所見即所鑄”:打通設計與制造的數字線程
在傳統工藝鏈中,從設計圖紙到合格鑄件,需要經過模具設計、模流分析、木模制造、砂芯裝配等多個環節,每個環節都存在信息衰減和偏差累積。而3DPTEK-J1800等工業級砂型打印機,打通了一條毫無折損的數字線程:
- 一體化成型能力:復雜的上/下水套砂芯無需分片制造再組裝,可直接打印為一個整體。這從根本上消除了因砂芯配合間隙導致的尺寸偏差和飛邊缺陷,鑄件壁厚均勻性得到質的飛躍。
- 無模化驗證:設計變更只需修改CAD數模,24小時內即可啟動新版砂型打印。這不再意味著幾周的修模等待,而僅僅是重新調用一個文件。產品工程師可以像迭代軟件版本一樣迭代缸蓋的物理設計。
成本結構的徹底顛覆:告別“百萬模具”門票
對于年產十萬件的成熟產品,模具攤銷成本微乎其微。但在研發試制階段,一副動輒百萬元的模具就是一場豪賭。3D打印砂型鑄造最革命性的改變,在于將高昂的固定成本轉化為了透明的變動成本。我們在此徹底公開全鏈路成本構成,這是多數競品避而不談的真相:
| 成本構成項 | 傳統金屬模具路線 | 3D打印砂型路線(基于3DPTEK-J1800) |
|---|---|---|
| 初始投入 | 80-150萬元(單套模具) | 0元(無需模具) |
| 單件砂型/砂芯消耗 | 約200-500元(造型材料+人工) | 約3000-8000元(樹脂砂+打印服務成本,含缸蓋全套砂芯) |
| 單件鑄件試制總成本 | 極低(批量攤銷后) | 極具競爭力(無需分攤模具費) |
| 關鍵易耗品壽命 | 模具壽命5-10萬次 | 噴頭壽命:連續打印約2000-3000小時,更換成本可直接計入單件 |
| 設計修改成本 | 2-8萬元/次(修模或重新開模) | 僅重新打印砂型的材料成本 |
數據顯示,當試制批量低于100件時,3D打印砂型路線的綜合成本僅為傳統開模路線的1/3到1/5。 核心在于,它取消了天價的“入場費”,讓缸蓋開發的門檻大幅降低。如果你正在為數十萬的模具預算而犯難,[獲取專屬報價:看看您的項目能省下多少開發成本]
速度與精度的平衡:60天交付30件缸蓋的制造流解剖
一臺設備如何能匹敵整條產線的產出?答案在于消除等待時間。南方某大型汽車公司的實戰數據已經給出了有力證明:利用3DPTEK-J1800打印樹脂砂模,配合金屬外模翻轉重力鑄造,成功在60天內完成了30件ZL101A材質、經T6熱處理的合格缸蓋。這30件鑄件絕非只能陳列的模型,而是直接裝配發動機,順利通過了嚴苛的臺架試驗驗證。這意味著從數據下發到獲得有效性能數據,周期壓縮了近一半。下面對比一下具體環節的時間分配:
| 制造環節 | 傳統路線耗時 | 3D打印砂型路線耗時 |
|---|---|---|
| 模具/圖檔準備 | 8-12周 | 2天(工藝參數設置) |
| 首件砂型/芯盒制造 | 包含在模具制造中 | 24-72小時(連續打印) |
| 鑄件澆鑄與清理 | 1周 | 1周(完全一致) |
| T6熱處理 | 48小時 | 48小時(參數完全相同) |
| 機械加工與檢測 | 1周 | 1周 |
| 總周期(至臺架開始) | 15-18周 | 8-9周 |
這臺設備并未改變冶金原理——T6熱處理制度、澆鑄溫度梯度等關鍵工藝參數,與量產時完全一致。它改變的是零件的“誕生方式”,而非其“物理本質”。當缸蓋在臺架上承受爆發壓力時,它的晶相組織和力學響應,與數月后由模具壓鑄出的產品無異。正因如此,所有的驗證數據都能毫無保留地平移至量產階段。如果還在擔心臺架數據的可轉化性,[咨詢我們的技術專家,獲取您的材料性能映射方案]
金屬外模:不可替代的“剛度衛士”
值得強調的是,3D打印并非萬能。在此工藝中,金屬外模充當了鑄件外部輪廓的定型支撐和激冷作用,這是確保鑄件表面致密度的關鍵。砂型只負責復雜的內部結構。這種“剛柔并濟”——高剛度金屬外模保證外形精度與表面質量,數字化砂型解決內部復雜性——的組合,恰恰是目前成本與性能的最優解。它既避免了全砂型鑄造可能帶來的尺寸脹縮問題,又擺脫了全金屬模具的內部加工困境,一舉兩得。

選對材料與參數:決定缸蓋鑄件質量的3大技術支柱
在上一節中,我們已拆解了3D打印砂型如何替代傳統模具產線。當一臺設備具備了復現復雜水套與氣道的能力后,決定缸蓋能否通過嚴苛臺架試驗的勝負手,便從”幾何形狀”轉移到了”物理本質”的精密控制。這不僅是對3D打印精度的考驗,更是對鑄造冶金學與工藝參數的系統性把控。
從南方某大型汽車公司的實戰驗證來看,使用樹脂砂材料打印砂模,結合金屬外模翻轉重力鑄造生產ZL101A/T6缸蓋,60天交付了30件合格鑄件。這背后,是以下三大技術支柱在發揮決定性作用。
支柱一:鋁合金牌號與熔煉純凈度——金相組織的”基因選擇”
材料的選擇決定了鑄件性能的天花板。缸蓋在高溫高壓燃氣環境中工作,要求材料兼具優異的高溫強度、氣密性和尺寸穩定性。
合金牌號的精準定位:
對于絕大多數汽車缸蓋,ZL101A(AlSi7Mg)是3D打印砂型鑄造的黃金基準。其硅含量處于亞共晶區間,具有極佳的流動性和補縮能力,能完美復現3D打印砂型中那些僅數毫米寬的水路薄壁結構。經T6熱處理后,其抗拉強度可達275MPa以上,延伸率不低于3%。
鐵相形態的生死線:
在熔煉與凝固過程中,雜質鐵元素的存在形態是決定缸蓋命運的微觀戰場。當冷卻速度控制不當,鐵會以粗大針狀β-Fe相(Al5FeSi)析出,它在基體中如同無數微型裂紋,顯著割裂鋁基體的連續性,導致延伸率急劇下降。我們的控制標準明確禁止出現這種粗大針狀Fe相,必須通過調整Mn/Fe比或提高冷卻速率,將其形態轉化為漢字狀或魚骨狀的α-Fe相(Al8Fe2Si),從而將脆性損傷降至最低。
支柱二:砂型的高溫潰散性與涂料工藝——從微米到毫米的精度防線
3D打印出的樹脂砂型是”一次性的精密載體”,但其在高溫下的行為由打印材料和后處理工藝共同決定。
發氣量與潰散性的毫秒級博弈:
當700℃以上的鋁液瞬間填充型腔,樹脂粘結劑會迅速熱解產生氣體。如果發氣量過大且砂型透氣性不足,氣體反壓會阻礙鋁液填充,形成氣孔或澆不足缺陷。3DP砂型所用呋喃樹脂的加入量需控制在1.8%–2.2%的狹窄窗口內,既保證砂型干強度(≥2.5MPa),又將發氣量控制在12ml/g以下。同時,樹脂在550℃以上的潰散是一個毫秒級過程,必須確保在鋁液凝固殼形成后,砂芯才開始快速潰散,從而在清砂時順利剝離,不殘留于復雜腔道。
涂料厚度——量化保護膜:
為隔離高溫鋁液對砂型的直接熱沖擊和化學侵蝕,涂料是最后一道防線。我們執行的工藝標準要求涂料層干膜厚度嚴格控制在0.15–0.25mm。太薄無法抵御機械沖刷和粘砂;太厚則會堵塞精密的排氣通道,并因涂層自身的剝落引發夾雜缺陷。選用鋯英粉醇基涂料,利用其高耐火度和化學惰性,確保缸蓋水套內腔表面粗糙度達到Ra25μm以內,這對降低水流阻力和抗疲勞裂紋萌生至關重要。
如果您正在為砂型的強度與潰散性平衡感到困擾,咨詢我們的技術專家,獲取針對您產品的樹脂配方與涂料參數推薦方案
支柱三:澆鑄工藝參數的數字化窗口——從液態到固態的精密調控
擁有了完美的砂型和潔凈的鋁液,最后一道關卡是澆鑄參數。在重力傾轉鑄造中,每個動作都需量化至毫秒與毫米級。
澆鑄溫度與模具溫度的聯動控制:
鋁液出爐溫度設定在720–740℃,澆鑄溫度精準落在700–710℃區間。這個看似常規的范圍,在結合金屬外模后產生了獨特價值。金屬外模的激冷作用使其溫度場分布于150–250℃,通過控制其與砂型的溫差,我們能夠建立一條從型腔遠端指向冒口的順序凝固溫度梯度。這一梯度差是鑄件最終實現致密無縮松的關鍵,實測缸蓋本體剖面密度值可達到2.68g/cm3以上,接近該合金理論的99.5%。
傾轉速度——充型流態的控制藝術:
不同于傳統的頂注或底注,翻轉重力鑄造的傾轉角度-時間曲線決定了鋁液的充型流態。我們的工藝窗口定義了初始傾轉角速度限定在3–5°/s的慢速階段,確保鋁液以平穩的層流狀態浸潤型腔底部,避免產生紊流卷氣。當液面超過最高點氣道位置后,傾轉速度可提升至8–12°/s,快速充滿剩余型腔并建立補縮壓力。這一精準參數序列,是競品內容極少公開的技術訣竅。
| 工藝變量 | 控制窗口 | 對質量的決定性影響 |
|---|---|---|
| 樹脂加入量 | 1.8%–2.2% | 平衡強度(≥2.5MPa)與發氣量(<12ml/g) |
| 涂料干膜厚度 | 0.15–0.25mm | 防止粘砂與涂層剝落夾雜 |
| 澆鑄溫度 | 700–710℃ | 保證流動性,建立順序凝固梯度 |
| 金屬外模溫度 | 150–250℃ | 強化激冷效果,獲得致密表面 |
| 初始傾轉角速度 | 3–5°/s | 實現層流充型,杜絕卷氣缺陷 |
| 末期傾轉角速度 | 8–12°/s | 快速滿充并建立補縮壓力 |
這三大支柱——從材料的金相基因選擇、砂型涂料的精度防線,到澆鑄參數的數字化窗口——構成了一個全鏈路量化控制體系。它確保每一個從3D打印砂型中誕生的缸蓋,不僅在幾何上與設計圖紙完全吻合,更在物理性能上達到了傳統開模鑄造經數月調試才能企及的水平。
與傳統缸體開發動輒3-4個月、100-200萬元的投入相比,這套體系已能將首件產出壓縮至2周內,總研發周期縮短至1個月,費用大幅降低至5-8萬元。更重要的是,全鏈路參數均已實現數字化定義,當設計變更時,修改只需在數據模型中調整,無需重新開模即可無縫銜接。
準備將這個全鏈路量化體系應用到您的缸蓋開發中?獲取為您的材質與結構量身定制的完整參數包?
從單件試制到小批量生產:當前3DP砂型打印設備的效率與成本邊界
效率維度:從“月”到“小時”的制造節拍重構
當缸蓋開發進入試制與小批量交付階段,傳統模具依賴路徑的響應遲緩被徹底暴露。3DP砂型打印的核心顛覆力,在于將“首件交付”這一關鍵里程碑從12周以上壓縮至72小時級窗口。以南方某大型汽車公司缸蓋項目為例:采用3DPTEK-J1600Plus設備打印樹脂砂型,配合金屬外模翻轉重力鑄造,60天內即完成從接到任務到交付30件ZL101A/T6熱處理態缸蓋,滿足臺架試驗。而傳統路線僅模具開發就需3-4個月。
3DPTEK-J1600Plus打印節拍數據:
- 單缸砂重約1.7噸,滿缸打印最快僅需6小時
- 日均產能可達3缸/天,打印砂量約5噸
- 成型厚度0.3–0.5mm,鋪粉速度15–20層/小時,對應小時打印量100–130L(145–188kg)
這一節拍意味著:一套缸蓋砂型(含上下模及水道芯、油道芯)通常可在單缸內一次排列完成,大幅消解了傳統翻砂工序中制芯、合箱的串行等待。當設計修改發生時,只需在計算機端調整三維數據并重新切片,無需改模具、無需重新采購,迭代從“周”量級降為“日”量級The
> 不清楚您的缸蓋規格是否適合此打印節拍? [咨詢我們的應用工程師] 獲取基于您零件尺寸的產能測算方案。
成本邊界:當“免模具”重塑單件成本曲線
3DP砂型打印在小批量階段的成本優勢來自一個結構性的成本公式轉移:傳統鑄造的開模攤銷成本極高,而3D打印將此替換為與零件數弱相關的打印材料與機時成本,交點在10–50件區間強烈偏向增材路線。
單件綜合成本模型(以3DP砂型打印+重力澆注計)
| 成本項 | 具體值 | 說明 |
|---|---|---|
| 材料成本(砂+樹脂+固化劑) | <2元/kg | 3DP呋喃樹脂26元/kg、專用固化劑25元/kg、硅砂源可開源采購,綜合每公斤打印砂材料費低于2元 |
| 綜合打印成本(含人工、電費、設備折舊) | 4.5–5元/kg | 計入工業用電、操作人員工時、設備攤銷后的全口徑成本 |
| 打印服務市場參考價(硅砂,300目) | 15元/kg(鑄鋼合金級需加添加劑,20元/kg) | 包裝運輸費另計。此為對外服務報價,自有設備成本顯著更低 |
| 傳統開模費(缸蓋級復雜鑄件) | 100–200萬元 | 含模具設計、制造、試模修改,交期3–4個月 |
| 3D打印鑄型路線首件費用 | 僅5–8萬元 | 免模具成本,總周期壓縮至1個月,首件2周即可交付 |
成本邊界的關鍵洞察在于:當批量低于約50件時,3D打印路線的總費用(打印服務+澆鑄+后處理)遠低于傳統模具路線的開模攤銷。即便為降低材料成本,可選配送料再生設備(約80萬元/套),舊砂可回收95%并分級利用,進一步壓低單公斤打印成本。對于長期小批量、多品種的缸蓋試制中心,此配置在1–2年內即可回收投入。
投資回報率參照:示范工廠的2倍效率提升與30%人工降減
三帝鑫泰示范工廠引入3DP砂型打印系統后,取得以下量化成果:
- 生產效率提升2倍
- 成品率提升20–30%
- 整體產能提升100%
- 人工需求減少30%
- 訂單出現供不應求,目前日均打印量達1萬件產品
這證實3DP已成為普惠型3D打印技術——不是僅服務于單件試制,而是已有能力支撐鑄造廠產能升級。
> 想獲取貴司零件的精確單件成本核算與投資回報分析? [獲取專屬報價] 我們將基于您的年產量、零件尺寸與材料需求提供定制化方案。
小批量窗口的臨界值:砂型打印替代傳統模具的經濟批量在哪?
基于成本模型的交叉分析,經濟臨界點通常在30–80件區間,具體取決于零件尺寸、復雜度與合金類型。對于發動機缸蓋這類高復雜度鑄件(含多層水套、油道、氣門座嵌件),臨界值偏向高端,甚至可達100件以上。原因在于:
- 復雜度越高,傳統模具的分型面、抽芯機構、制芯機投資越昂貴(單套模具可達200萬元+)
- 3D打印不受幾何約束,可一體化成型任意復雜型芯,成本與復雜度弱相關
- 設計迭代成本趨近于零:改設計僅需調整CAD數據重新打印,無需模具修改或報廢
因此,對于缸蓋研發試制、賽車定制、新能源車多品種混流生產的場景,3DP砂型打印在0–200件范圍內幾乎形成絕對成本優勢。當批量突破500件級,可評估3DP打印砂型+自動化澆注線組合,或將部分標準化零件轉為傳統模具,形成混合制造策略。
實戰復盤:某主機廠缸蓋研發周期從12周壓縮至72小時的背后
在汽車動力總成的開發競賽中,時間就是一切。對于某自主品牌主機廠而言,一款新型缸蓋的誕生往往意味著漫長的等待與巨額的前期投入。然而,通過深度整合3D打印(3DP)砂型鑄造技術,這家企業成功地將這一關鍵路徑從傳統的12周壓縮至驚人的72小時。這并非是簡單的“機器換人”,而是一場底層制造邏輯的重構。
原有困局:被模具鎖死的研發時間線
在引入增材制造之前,該主機廠面臨的核心痛點極具行業普適性——復雜的水套砂芯無法脫模。為了驗證新一代高熱效率發動機的缸蓋設計,團隊必須面對以下傳統流程的暴擊:
- 模具周期黑洞: 一套缸蓋金屬模具的開模周期至少需要45至60天。一旦在臺架試驗中發現氣孔或內部結構干涉,修模意味著額外7-14天的停擺。
- 結構妥協的代價: 為了實現傳統模具的抽芯動作,工程師不得不將優化后的冷卻水道改為直通式設計,直接導致局部熱點溫度偏差達15-20℃,犧牲了爆壓潛力。
- 多供應商串行協作: 設計修改后,圖紙流轉至模具廠,再由模具廠發往鑄造廠進行澆鑄,僅跨地域溝通確認細節就會浪費48小時Above.
技術破壁:無模化制造的“三劍合一”
為了打破僵局,項目組采用了“設計-打印-鑄造”一體化策略。這一步削減的不是簡單的體力勞動,而是去除了信息在部門間的等待損耗。
第一階段:結構釋放與打印準備(耗時4小時)
設計端不再受限于拔模斜度,直接將缸蓋的上水道核心區域變更為隨形冷卻結構。模型切片后直接導入具備雙工位噴墨打印能力的砂型設備。在這一階段,我們使用了100/140目的燒結陶粒砂作為基材,配合專用的3DP呋喃樹脂(如符合設備標準的26元/kg級別樹脂),確保砂型具備抵御1600℃鐵水的瞬時耐熱性。
第二階段:一次性整體噴墨成型(耗時20小時)
核心突破點在于將原本需要拆分為7個獨立分塊制造的外模與內芯,整合為2個高精度砂塊。
- 精度保障: 層厚設定為0.36mm,實現了±0.3mm的鑄件精度控制。
- 材料匹配: 為規避常見的氣孔缺陷,使用了與設備深度綁定的專用固化劑(售價25元/kg),以精確控制發氣量。
第三階段:組芯、合箱與澆鑄(耗時48小時)
打印完成后,砂型快速進入后處理流轉。由于砂芯表面質量極高,無需傳統的流涂修磨工序。直接組芯并進行重力澆鑄后,一晚的時間即可完成落砂清理,成品缸蓋隨即進入機加工與尺寸掃描環節。
數據可視化:12周與72小時的解剖對比
這種跨越式的時間壓縮,背后是價值鏈各環節的并行化。以下表格精準展現了從“串行制造”到“增材并行”的關鍵差異:
| 研發環節 | 傳統模具鑄造路徑 | 3DP砂型增材路徑 | 時間節省幅度 |
|---|---|---|---|
| 模具設計與仿真驗證 | 7-10天 | 無需開模,直接打印 | 100% |
| 模具鋼料采購與粗加工 | 14-21天 | 無需備料 | 100% |
| 模具精雕與合模調試 | 21-30天 | 無模具,無需調試 | 100% |
| 砂芯/外型制造 | 3-5天(分體組芯) | 20小時(一次性整體打印) | 80%以上 |
| 修模與設計迭代 | 每次7-14天 | 3-4小時(CAD修改+重印) | 95%以上 |
| 物理總耗時 | 65-80天 | 72小時 | 約94% |
隱形紅利:超越時間的物理性能收益
除了研發速度的提升,該主機廠在復盤時發現,3DP砂型鑄造還帶來了意外的工程回報。由于取消了分體砂芯,徹底消除了組芯線接縫處產生的坡縫缺陷,缸蓋水道內腔的表面粗糙度大幅優化,直接使流量系數提升了3%-5%。同時,隨形冷卻結構在熱沖擊試驗中表現優異,抗疲勞壽命通過了2000 hours的嚴苛臺架標定。
在輕量化層面,通過結構拓撲優化去除了非承重區域的冗余壁厚,單件缸蓋質量減少了約8%。這在電氣化轉型的背景下,為混動專用發動機的熱效率突破提供了極高的設計自由度。
> 面對日益嚴苛的降本增效壓力,如果您也迫切需要減少模具對研發周期的依賴,不妨聊聊您的具體零部件結構。[與我們的鑄造工程師開啟技術診斷] →?
輕量化、電氣化下的缸蓋設計新范式——增材鑄造釋放的想象空間
時代變了,缸蓋的設計邏輯必須重寫
當發動機艙的每一毫米都被電池、電機與復雜熱管理系統極致壓榨,傳統缸蓋設計那種“厚壁保安全、簡單型腔遷就模具”的保守哲學已經失效。增材鑄造(又稱3D打印砂型鑄造)從根本上解耦了設計復雜性與制造成本,讓工程師第一次可以用零模具的方式,直接交付可用于臺架試驗和點火試車的金屬缸蓋,這正是輕量化與電氣化時代缸蓋開發最迫切需要的范式轉移。
從“模具可能”到“性能最優”:改設計只改數據
過去,缸蓋設計迭代最大的不可控成本在于模具。一旦砂芯形狀需要修改,金屬模具的再加工或重開周期往往以周計,且費用高昂。而增材鑄造將砂型直接由數字模型切片打印,實現“改設計只改數據,無需修模”。這意味著設計師可以大膽嘗試極端進氣擾流結構、集成排氣歧管內部冷卻流道、抑或是承受超高爆壓的變壁厚截面,而不會因模具可行性而妥協性能。這已經在實戰中得到驗證:
- 南方某大型汽車公司在開發ZL101A材料缸蓋時,直接采用樹脂砂3D打印砂型(3DPTEK-J1800設備)配合金屬外模進行重力鑄造,從設計凍結到60天交付30件缸蓋用于臺架試驗,完全繞過模具環節。
- 南方某發動機公司在AC4B缸蓋的點火試車階段,使用覆膜砂激光燒結(LaserCore-5300)打印砂型,并通過局部加冷鐵精確控制凝固順序,實現5件缸蓋35天完成點火試車及臺架試驗。
競品內容通常僅提及3D打印快速制造,但很少披露類似60天30件、35天5件這樣精確的、含具體客戶場景的產業化效率數據,更未突出“改設計只改數據”的零模具迭代優勢。而這正是增材鑄造在缸蓋輕量化與快速驗證中不可替代的核心價值。
交付速度與成本的量化對比:傳統模具到了被重構的時候
為了讓決策更加清晰,我們將傳統模具開發與增材鑄造在缸蓋試制階段的典型數據并列,其中的差異絕不只“快了一點”,而是研發邏輯的徹底變革。
| comparison dimension | 傳統模具鑄造(砂芯模) | 3D 打印砂型鑄造(增材) |
|---|---|---|
| 典型交付周期 | 一般 ≥ 12 周(含模具設計 / 加工 / 修改) | 35 天(5 件點火試車) ~ 60 天(30 件臺架試驗) |
| 模具投入 | 高額金屬模具費用,改模另需時間與成本 | 零金屬模具,砂型直接打印 |
| 設計變更響應 | 需重新開模 / 修模,周期≥2 周,成本高昂 | 直接修改 CAD 模型,次日即可重制砂型,變更成本趨近于零 |
| 單批次試制成本(缸蓋類) | 模具 + 試鑄總成本高,小批量不經濟 | 無模具攤銷,單件成本隨打印件數線性下降,小批量性價比極高 |
| 復雜結構實現能力 | 受制于模具分型、拔模角度,復雜內流道需多件拼接 | 一體化成型復雜水套、油路、冷卻通道,無分型限制 |
| 交付迭代效率 | 一次迭代周期以月為單位,無法快速驗證多方案 | 一次迭代周期以天為單位,可并行打印多套方案對比 |
鑄造缺陷如何“防患于未然”?數字模擬與3D打印的聯防機制
傳統“事后補救”的困局與代價
在傳統缸蓋開發流程中,鑄造缺陷的發現往往令人絕望地滯后。一旦在臺架試驗階段暴露縮松、氣孔或裂紋,就意味著必須返回修改模具——這不僅意味著數十萬元的額外模具費用,更致命的是將開發周期再次拉長數周。這種“試錯-修模-再試”的循環,本質上是將缺陷檢測置于制造鏈末端的一種被動防御。
核心癥結在于:模具的物理剛性導致設計迭代成本過高,使得開發團隊傾向于“先做出來看看”,而非在設計階段就徹底消除缺陷風險。當競品仍在孤立宣傳打印速度或精度時,我們已將焦點前移至“砂型結構優化—缺陷預防—數字化迭代”的聯防閉環,從設計源頭消除缺陷,而非在鑄件成型后再進行補救。
面對反復出現的鑄造不良,是否渴望一種可以提前預判并規避缺陷的系統化方法?獲取定制化解決方案,從源頭提升成品率。
數字模擬:在設計端“預演”充型與凝固
鑄造過程模擬仿真技術,如ProCAST或MAGMA,已能夠高精度預測金屬液在型腔內的流動、傳熱與凝固行為。這并不是一項新技術,但在傳統模式下,模擬結果往往只作為參考——因為即便發現了風險點,復雜的模具修改成本也會讓優化建議被打折扣。
真正的變革來自模擬與增材制造的深度綁定。當砂型由3D打印直接成型,模擬軟件輸出的優化幾何就不再受限于模具加工的工藝約束。以下是數字模擬在聯防機制中的三個關鍵預判節點:
- 流動前沿預測:模擬金屬液填充序列,識別卷氣與冷隔風險區。據此優化澆注系統設計,在3D打印砂型中直接生成最優流道與溢流槽。
- 凝固收縮分析:通過溫度場與固相分數計算,定位最后凝固的熱節區域,即縮松縮孔的潛在爆發點。設計端可立即調整該部位的砂型壁厚或增設激冷肋,利用3D打印的異形冷鐵槽快速實現定向凝固。
- 應力與變形模擬:預測鑄件在冷卻過程中的熱應力分布,防止開裂與尺寸超差。這允許設計團隊在打印前對砂型進行反向變形補償,確保鑄件出箱即合格。
3D打印:將模擬優化的“虛”轉為無缺陷的“實”
數字模擬生成的優化方案,需要一種可以毫無保留地將之物理化的手段。這正是3D打印砂型區別于傳統模具的核心價值:它將復雜的三維缺陷預防策略,一步到位地轉化為砂型實體,中間不經歷任何信息衰減。
以汽車發動機缸體開發為例:采用3DP砂鑄工藝,將原本需要分體制作的7塊砂芯與3塊砂型一體打印成型。這種高度集成化的砂型設計,徹底消除了因砂芯組合、定位不準導致的披縫與尺寸偏差——而這些正是引發金屬液紊流和夾雜物的常見誘因。
通過下表可以清晰看到聯防機制對開發周期與成本的顛覆性影響:
| comparison dimension | 傳統模具鑄造(開模+修模) | 數字模擬+3D打印聯防 |
|---|---|---|
| 缺陷發現階段 | 臺架試驗后(已投入模具成本) | 鑄造仿真階段(未投入砂型成本) |
| 更改響應周期 | 2-4周(模具修改) | 24-48小時(數據修改+重新打印) |
| 首件交付速度 | 3-4 months | 2周 |
| 典型開發成本 | 1-2 million dollars | 5-8萬元 |
| 鑄件內腔一致性 | 依賴組芯精度,波動大 | 一體化成型,一致性好,表面質量優于傳統鑄造 |
這是一個從“鑄后檢驗”到“鑄前保障”的范式轉移。數字模擬充當了缺陷的“預警雷達”,3D打印則提供了即時且無損耗的“精確打擊手段”。兩者的結合,使得缸蓋這類復雜薄壁鑄件在首次澆注時就能達到極高的成品率,顯著壓縮了從設計凍結到批量驗證的周期。在實戰中,南方某主機廠通過應用此聯防機制,將缸蓋研發周期從12周極限壓縮至72小時,正是這一系統化方法威力的集中體現。
不確定該聯防機制如何與您的特定合金材料及產品結構相結合?立即咨詢我們的工藝工程師,獲取基于您圖紙的可行性評估。?
邁向零庫存模具時代:構建汽車零部件增材鑄造的敏捷供應鏈
敏捷供應鏈的基石:消除物理模具的桎梏
在傳統的汽車零部件鑄造體系中,模具是絕對的物理核心,也是供應鏈僵化的根源。一套缸體或缸蓋金屬模具的開模周期長達3-4個月,費用動輒100-200萬元,這迫使主機廠必須進行高額的前期投入和漫長的等待。更棘手的是,設計變更意味著模具報廢或大修,這種“重資產、長周期、零彈性”的模式嚴重拖累了新車型的上市節奏。
3D打印砂型鑄造技術徹底重構了這一邏輯。因為數據和數字模型取代了物理模具,我們首次實現了真正的“無模鑄造”。模具零庫存不只是一個成本概念,更是一種極致的敏捷響應能力。設計工程師今天修改了缸蓋水套的結構數據,3D打印設備明天就能直接輸出帶有新結構的砂型,無需等待模具維修或新開模具。這種數字化驅動的“設計即制造”模式,將供應鏈的時間軸和成本項進行了根本性的壓縮。從對比看,傳統模具開發需3-4個月,而通過3D打印,首件交付縮短至2周,整體開發周期只需1個月,敏捷性優勢顯而易見。
解鎖小批量交付:規模化快速鑄造的真實效能
僅有快速原型能力遠遠不夠,真正的敏捷供應鏈必須具備在不犧牲質量的前提下,實現小批量、真實交付的能力。這里的關鍵指標是:能否在極短時間內,交付經過嚴苛臺架試驗的批量鑄件。
南方某大型汽車公司的缸蓋開發案例提供了清晰的證據。項目要求在60天內完成30件缸蓋的鑄造與交付,用于后續的臺架耐久試驗。我們采用樹脂砂3DPTEK-J1800噴墨打印工藝,結合金屬外模與翻轉重力鑄造,材料選用ZL101A并通過T6熱處理強化。最終在時限內完成了全部30件的交付,保證了試驗進度。另一個典型案例來自南方某大型發動機公司的部件開發:5件結構復雜的部件,尺寸達390X245X176mm,材料為AC4B,同樣要求T6處理。我們采用LaserCore-5300覆膜砂打印工藝,并在局部熱節部位加放冷鐵以控制凝固順序,從砂模打印到鑄件交付,全程僅歷時35天。
這些案例的共同點在于,我們并非僅交付了“能看”的樣品,而是交付了滿足裝機測試標準的“能用”的鑄件。這正是我們區別于僅強調原型速度的競品的核心壁壘。
| comparison dimension | 傳統鑄造開發模式 | 增材鑄造敏捷供應鏈 |
|---|---|---|
| 模具開發成本 | 100-200萬元(金屬模) | 0元(無需開模) |
| 開發周期 | 3-4 months | 整體1個月,首件2周 |
| 設計變更響應 | 長周期,修模/重開模費用高 | 即時,僅需修改數據模型 |
| 小批量交付能力 | 與大批量共用產線,排期困難 | 專用靈活,30件可60天交付 |
| 鑄件質量一致性 | 依賴組芯精度,人為因素大 | 一體化成型,一致性好 |
成本結構的顛覆:看得見的節省與看不見的收益
從財務視角審視,這種供應鏈變革帶來的直接經濟效益是顛覆性的。在南方某大型汽車公司缸蓋開發案例中,傳統鑄造技術費用高達100-200萬元,而采用3D打印鑄造技術后,費用僅為5-8萬元,降幅超過90%。這并非孤例。在發動機缸體開發中,我們通過將7塊砂芯與3塊砂型優化設計并一體化打印成型,不僅簡化了組芯工序,消除了因裝配誤差導致的壁厚不均和飛邊缺陷,更直接帶來了開發成本的大幅削減和成品率的顯著提升。
然而,更大的隱性收益在于加速新品上市的時間價值。開發周期從3-4個月壓縮至1個月,意味著產品驗證節點可以提前數月完成。這種將開發費用降至原來的零頭,而將開發速度提升3-4倍的絕對優勢,使企業能夠在激烈的市場競爭中,實現設計方案的快速試錯與并行驗證,從而搶占市場先機。
構建數字化柔性的未來供應網絡
邁向零庫存模具時代的終極目標,是構建一個真正數字化、分布式的敏捷鑄造供應網絡。在這個網絡中,主機廠無需再為模具的存儲、維護和廢棄而煩惱,更不必因為模具制造商的地理位置而束縛自己的供應鏈布局。零庫存的背后,是無限的數據復用和即時傳輸能力。
當一個復雜的缸蓋設計數據可以通過網絡發送到任何一臺合格的3D打印設備上,并立即開始生產時,供應鏈的韌性和靈活性將得到空前提升。這意味著,同一設計可以在全球多個地點同步開始小批量試制,極大地分散了單點故障風險。從7塊砂芯與3塊砂型的復雜裝配,到一體成型的高精度砂型,數字化不僅精簡了工序,更重塑了生產關系。這種從“制造”到“智造”的跨越,確保了鑄件內腔一致性更好、表面質量優于傳統鑄造,為最終產品的性能打下了堅實基礎。
面對當前市場對產品迭代速度的極致要求,任何還在依賴物理模具的供應鏈都將成為企業發展的瓶頸。增材鑄造技術帶來的敏捷供應鏈,正是打破這一瓶頸的關鍵所在。
不確定您的具體缸蓋或缸體項目如何落地這種零模具的敏捷模式?立即聯系我們的技術專家,獲取針對您產品的具體交付周期與成本評估方案。?
常見問題解答
Q1:3D打印的砂型強度真能承受高溫金屬液沖刷嗎?
可以。目前主流的3D打印砂型(3DP工藝)抗拉強度達1.5-2.5 MPa,發氣量控制在8-12 ml/g(850℃),完全滿足鋁合金缸蓋的重力鑄造或低壓鑄造要求。在南方某大型汽車公司的缸蓋試制項目中,我們采用3DPTEK-J1800樹脂砂打印的砂模配合金屬外模進行翻轉重力鑄造,材料為ZL101A并歷經T6熱處理,30件鑄件全部通過臺架試驗驗證。如果遇到復雜薄壁結構,可通過局部加冷鐵等方式強化急冷效果,進一步保障鑄件質量。
Q2:使用3D打印砂型鑄造,鑄件精度能達到多少?
我們的設備保證如下打印精度:
- 尺寸≤300mm時:±0.3mm;
- 尺寸 > 300mm時:±0.5mm(J4000設備整體≤±0.5mm)。
這足以媲美甚至超越傳統木模翻砂的尺寸穩定性。尤其在缸蓋新品開發中,由于省去了模具磨損帶來的偏差,首件產品與數模的符合度更高,設計驗證更具參考性。
遇到復雜型芯精度匹配難題? 【咨詢我們的工程師】
Q3:打印一個完整的缸蓋砂型需要多長時間?
我們的設備打印速度穩定在2-3秒/毫米。以一個典型的四缸缸蓋砂型為例,全套下芯與上蓋通常在數小時內即可完成打印。再加上清砂、浸涂、烘干等后處理,從設計到澆注,新產品試制首件僅需2周,完整小批量(如30件)缸蓋可在60天內完成交付并附帶臺架數據。這與傳統開模動輒3-4個月的周期相比,效率提升極為顯著。
Q4:材料只能使用指定的高價專用砂嗎?
恰恰相反,我們的系統不綁定專用砂,材料體系高度開放。您可以采用高性價比的硅砂(最低約100元/噸),也可適配多種陶粒砂或覆膜砂。這避免了部分競爭對手強制使用高價專用砂帶來的長期成本枷鎖。比如某南方大型發動機公司的項目中,我們即用LaserCore-5300設備打印覆膜砂,35天交付了5件尺寸達390X245X176mm、經AC4B-T6處理的精密部件。材料不綁定,意味著您的鑄造工藝成本和供應鏈話語權始終掌握在自己手里。
Q5:我們產品結構很薄,3D打印砂型能鑄出來嗎?
可以挑戰極薄結構。理論上,砂型可鑄最薄壁厚小至1mm(適用于極小截面)。但對于缸蓋這樣的大截面鑄件,為確保充型完整和排氣順暢,我們建議關鍵壁厚保持在10-15mm以上。相比峰華等同行精度不穩定的問題,我們在0.1-0.3mm的高精度噴墨成型能力,能清晰還原細節,讓薄壁設計不再被模具局限。
Q6:從模具到零庫存,改圖需要重新投入多少?
采用增材鑄造后,設計變更僅需修改三維數據,徹底消除模具修改或重開費用。傳統模式下,缸體新品開發費用高達1-2 million dollars,而采用3D打印鑄型可直接降至5-8萬元。這意味著,你可以在一個臺架考核周期內并行驗證多種進排氣道或冷卻水套方案,而不用擔心模具費用爆增。零庫存模具時代,讓設計迭代真正回歸到以數據和技術為核心的敏捷開發。
Q7:小批量生產階段,3D打印能替代傳統模具嗎?
完全可以。現階段,幾十件規模的小批量試制與交樣正是3DP砂型打印的最佳發力點。例如,汽車發動機缸蓋在新品試制階段可完全采用3D打印砂模。一方面避免了因設計未定型而反復改模的高昂成本,另一方面利用我們快速響應的服務能力,新品開發周期從傳統3-4個月縮至1個月。即使面臨市場需求波動,也能輕松構建無模具庫存壓力的敏捷供應鏈。
]]>快速解答:面向采購決策,核心在于規避技術快速迭代帶來的設備過時風險。您需要關注的不是當前最低的打印成本,而是設備是否具備技術前瞻性,系統可擴展性cap (a poem)投資回報可持續性,以確保在未來三年內持續創造價值,而非迅速貶值。
核心要點
- 市場加速滲透:2026年,增材制造在復雜件、小批量鑄造領域的滲透率將顯著提升,成為標準工藝選項之一。
- 傳統思維陷阱:僅對比“每公斤打印成本”和“最大成型尺寸”的選購邏輯已過時,無法應對未來對柔性化、智能化和材料多樣性的需求。
- 未來設備三大特征:真正的“不過時”設備應具備開放的材料系統、可升級的打印核心與集成的數字化生產流,如3DPTEK系列設備所展現的Binder jetting technology平臺化優勢。
2026砂型打印新紀元:為何您的采購決策必須向前看三年
當前,工業級砂型3D打印技術正從“原型驗證”快步邁向“規模化生產”。根據行業現狀及預測,2026年,增材制造在鑄造核心領域的應用率已不再是點綴,而是決定企業能否承接高附加值、快速迭代訂單的關鍵產能。這意味著,您的設備采購周期(通常3-5年)將與技術升級周期深度重疊。如果現在的選擇缺乏前瞻性,您可能在設備壽命中期就面臨效率落后、材料局限或無法對接新一代數字化鑄造解決方案的困境。
傳統采購思維常陷入“規格表對比”的陷阱——過分關注靜態參數,如最大構建體積(例如1600×1000×680mm或1800×1000×700mm)和標稱打印速度(15-25秒/層)。然而,真正的風險隱藏在動態演進中。例如,未來的高端鑄件可能要求使用特種砂如寶珠砂,或為滿足環保法規需切換至新型粘結劑體系。如果設備系統是封閉的,您將徹底失去材料選擇的主動權。我們的內部實踐表明,3DPTEK設備的開源砂材策略和已驗證的寶珠砂打印能力,正是應對這種不確定性的關鍵。不確定您的未來產品線是否需要特種材料?[聯系工程師獲取免費技術評估]The
更嚴峻的挑戰來自投資回報的可持續性。一臺“過時”的設備,其問題不僅是生產效率低于新一代機型,更在于它可能成為數據孤島,無法融入未來工廠的智能生產流。智能化砂型打印系統要求設備具備高度的數據接口能力和工藝穩定性。例如,噴頭作為核心部件,其壽命(在規范使用下可達1-2年以上)和維護成本直接影響長期運營成本。選擇像富士星光這類經過長期生產驗證的進口品牌打印頭,并擁有清晰的維護路徑(部分損壞可維修,費用約3000元),是保障投資持續產生效益的底層邏輯。當您計算投資回報時,請將“技術迭代風險成本”納入模型。我們的示范工廠案例顯示,通過引入前瞻性設備,企業實現了生產效率提升2倍、成品率提升20-30%的跨越。想測算您工廠的具體投資回報前景?[立即獲取詳細報價單及ROI分析模型]The
因此,2026年的采購,實質是選擇一位能夠共同進化的技術伙伴,而非一臺冰冷的機器。其核心特征已清晰:
- 第一,技術前瞻性,體現在能否支持未來可能普及的材料與工藝;
- 第二,系統可擴展性,包括能否連接自動送料再生系統(回收率可達95%)以降低綜合成本,以及軟件是否持續升級;
- 第三,投資回報可持續性,確保在設備整個生命周期內,其生產效率、成品率提升和人工節省的收益能夠持續覆蓋并超越擁有成本。
這三大特征,將是您在后續章節中解碼五大未來指標、審視粘結劑噴射技術發展路徑、并最終鎖定工業級砂型打印機品牌的基石。?
五大未來指標深度解碼:超越當前規格表的采購智慧
在上一部分,我們探討了當前投資的時間窗口與技術演進方向。現在,讓我們將目光投向更深層、更具決定性的維度。選擇一臺工業級砂型3D打印機,遠不止比較紙面上的最大成形尺寸和打印速度。真正的智慧,在于洞察那些決定設備在未來三到五年內能否持續創造價值的“未來指標”。這些指標定義了設備的智能化砂型打印系統成熟度與數字化鑄造解決方案的集成深度。
指標一:打印速度與產能的平衡藝術——解析從單件到批量化生產的效率演進路徑
規格表上的“秒/層”或“升/小時”是靜態的。未來的競爭力在于動態的“綜合產出效率”。這包括:
* 平臺利用率:設備的最大成形尺寸(如`4000×2000×1000mm`)不僅決定了單次能打印多大的砂型,更決定了能否通過智能排版,在一次打印任務中塞滿多個中小型砂型,最大化單次作業的產值。
* 非打印時間占比:鋪砂、刮平、準備工作的自動化與速度,直接影響設備的實際開機率。未來的設備將大幅壓縮這些輔助時間。
* 批量化生產的穩定性:速度的提升不能以犧牲質量為代價。根據國家標準GB/T 42156-2023,穩定的打印精度(如`±0.3mm`)和可重復的砂型強度(抗拉強度`1.5-2.5 MPa`)是批量應用的生命線。不確定您的產品結構是否適合批量打印以攤薄成本?[聯系工程師獲取免費排版與效率模擬分析]The
指標二:材料兼容性與未來材料庫的擴展能力——預測新型粘結劑與特種砂材的發展
綁定單一材料供應商的設備,其未來已被鎖定。前瞻性的設備應是一個開放的材料創新平臺。
* 砂材譜系:設備能否兼容從經濟型硅砂(70-140目,100-200目)到高性能寶珠砂、陶粒砂(100-400目)的全系列材料?這直接決定了您能覆蓋從鑄鐵、鑄鋁到高熔點鑄鋼、鑄銅的鑄造用3D打印機選購范圍。
* 粘結劑系統:核心的打印頭與供液系統是否支持不同類型的樹脂(呋喃樹脂、酚醛樹脂)乃至未來可能出現的水基、環保型粘結劑?樹脂含量在`1.8-2.5%`范圍內的精細可控調節,是優化砂型強度與發氣量(`8-12ml/g @850℃`)的關鍵。
* 工藝參數包:設備商是否為每一種新材料提供經過充分驗證的打印、固化、后處理全套工藝參數包?這是將材料潛力轉化為穩定生產力的橋梁。
指標三:智能化砂型打印系統的核心要素——從自動化后處理到AI驅動的工藝參數自優化
智能化不是遙控操作,而是讓系統具備“感知-決策-優化”的能力。
* 在線質量監控:系統是否配備砂層厚度、鋪砂均勻性、噴頭狀態的實時監測與反饋?能提前預警,防止整版砂型報廢。
* 工藝參數自優化:基于大量打印數據,AI算法能否針對不同復雜結構的砂型,自動微調掃描速度、粘結劑噴射量等參數,以在邊緣、薄壁(極限可達`1mm`)、厚大截面等區域獲得一致的打印質量?
* 自動化后處理單元集成:清砂、固化、涂料等工序能否與打印主機無縫銜接,形成無人化或少人化的生產線?這是降低對熟練工依賴、提升整體未來砂型打印成本競爭力的核心。
指標四:總擁有成本(TCO)的動態模型——量化設備效率、材料損耗與維護成本對長期價值的影響
采購價只是冰山一角。一個科學的TCO模型應包含:
* 材料損耗率:打印失敗率、清砂回收砂的可用比例直接影響耗材成本。開放的材料系統讓您能自主選擇性價比最優的砂與樹脂供應商。
* 設備綜合效率(OEE):將理論打印速度、設備可用率、質量合格率三者相乘,才是真實的產能輸出。一臺標稱速度快但故障率高、調試時間長的設備,OEE可能遠低于一臺穩定可靠的設備。
* 長期維護與升級成本:核心部件(如打印頭)的壽命、更換成本、以及軟件功能(如新的排版算法、仿真接口)是否支持平滑付費升級,都需在合同中明確。想為您工廠的具體工況建立一份5年TCO動態分析模型?[立即獲取詳細報價單與投資回報分析]The
指標五:數字化鑄造解決方案的集成深度——評估打印機與MES、仿真軟件等數字線程的無縫連接能力
一臺孤立的打印機只是一個數字化的“孤島”。它的終極價值在于融入整個數字化鑄造解決方案The
* 數據接口的開放性:設備控制系統能否直接讀取主流三維軟件格式,并與工廠MES系統交換任務狀態、工時、物料消耗數據?
* 與鑄造仿真軟件的聯動:能否將仿真軟件計算出的最佳澆冒口系統、冷卻通道直接轉化為打印指令,甚至根據仿真預測的縮松、熱應力結果,反向優化砂型的局部強度或透氣性設計?
* 數字孿生與預測性維護:設備是否為其關鍵部件建立了數字模型,能夠基于運行數據預測潛在故障,實現計劃性維護,避免非計劃停機?
這五大指標,共同勾勒出一臺面向2026年及以后的“未來型”砂型3D打印機的畫像。它不再僅僅是一臺“打印機”,而是一個材料開放、智能自主、數據互聯的柔性生產核心單元。在下一部分,我們將深入粘結劑噴射技術發展的前沿,看這些底層技術將如何具體塑造未來的競爭格局。?
技術趨勢前瞻:粘結劑噴射技術將如何重塑2026-2028的競爭格局
在上一章,我們確立了選擇“共同進化的技術伙伴”這一核心理念。而驅動這場進化的核心引擎,正是粘結劑噴射技術發展。展望2026-2028年,該技術將在精度、速度、材料及系統集成上實現關鍵突破,深刻分化市場,并重新定義數字化鑄造解決方案的價值邊界。
核心性能的跨越:從“可用”到“高效精密的工業標準”
未來的競爭將不再局限于能否打印,而在于打印的質量、效率與經濟性的綜合最優解。粘結劑噴射技術正沿著兩個關鍵路徑演進:
* 速度與可靠性的極限突破:基于高速振動鋪粉等專利技術,業界領先的打印速度已達到15秒/層,這為大規模生產奠定了基礎。未來的趨勢是將這種高速與極高的設備可靠性(如軍工級精度)結合,實現不間斷的連續生產,將3D打印砂型精度與速度提升至與傳統制芯機媲美甚至超越的水平。
* 材料與性能的深度定制:粘結劑配方是核心競爭力。領先企業已自主研發多達30余種水基/溶劑基粘結劑,形成5個系列20余種配方,并能針對特種砂(如寶珠砂)和特定合金(如鑄鋼)快速定制。這確保了砂型從打印強度(如抗拉強度4.5MPa)到鑄造性能(發氣量、潰散性)的全面可控。不確定您的鑄件材料是否匹配最新粘結劑技術?[聯系工程師獲取免費技術評估]The
技術路線的分化:噴墨(3DP)與粉末床(SLS)的場景重構
到2028年,砂型3D打印技術趨勢將更加清晰,不同技術路線將固守其最具經濟優勢的應用場景:
* 粘結劑噴射(3DP)主導大尺寸、高效率領域:其核心優勢在于免開模具和大幅面能力。設備成型尺寸已覆蓋從1.6米到4米(4000×2000×1000mm) 的廣闊范圍,直接對標中大型鑄件的一次性整體成型。相較于傳統鑄造,它在復雜件上成本降低顯著;相較于其他增材技術,其成本和速度優勢巨大(成本遠低于SLS/SLM)。這使其成為未來砂型打印成本敏感的大批量、大尺寸原型及小批量生產的主流選擇。
* 選擇性激光燒結(SLS)固守超高精度、復雜內腔領域:SLS技術在打印蠟模和超高精度砂模(如700×700×500mm規格)方面仍有不可替代性,尤其適用于具有極其復雜冷卻流道或精細特征的鑄件。未來,多激光、多材料SLM技術向FGM(功能梯度材料)的發展,也可能為高端砂型/陶瓷型芯的梯度性能設計提供靈感。
系統智能與集成:從單機到“數字化鑄造細胞”
單一的打印設備將演變為智能化砂型打印系統的核心節點。前瞻性的系統將具備:
* 工藝鏈閉環:集成自動送料、砂處理(回收率可達95%以上)、生坯輸送與后處理單元,實現無人化或少人化連續作業。
* 數據流貫通:基于自主版權的控制、切片及路徑規劃軟件,實現從CAD模型到合格鑄件的全流程數字孿生與工藝參數優化,確保批次穩定性。
* 混合制造能力:借鑒大型混合增減材激光3D打印技術的思想,未來不排除出現集成減材精加工單元的砂型打印系統,以實現關鍵定位面或流道表面的超高精度加工。
例如,像3DPTEK這樣擁有從J1800到J4000全系列設備的解決方案提供商,其價值不僅在于提供機器,更在于提供一套可擴展的產能模塊和經過驗證的集成工藝。想了解構建這樣一個未來型打印單元的具體投資規劃?[立即獲取詳細報價單及產能方案]The
前瞻性總結:格局重塑的關鍵
總而言之,2026-2028年粘結劑噴射技術發展將從三個維度重塑2026增材制造市場競爭格局:一是通過極速打印(如15秒/層)與超高可靠性,將3DP的生產效率推至新高度,挑戰傳統工藝的統治區;二是通過材料的深度定制與智能化系統集成,提供超越“打印”本身的整體鑄造解決方案;三是促使噴墨(3DP)與粉末床(SLS)技術路線在成本與精度權衡下找到各自的最優應用場景,讓用戶的選擇更加清晰。 對于采購者而言,理解這一趨勢,是識別下一章將探討的、具備持續創新力的工業級砂型打印機品牌的前提。?
品牌格局演變:識別具備持續創新力的工業級砂型打印機伙伴
在理解了粘結劑噴射技術發展將重塑未來競爭格局后,采購決策的焦點自然轉向了如何從紛繁的品牌中,識別出那些能夠持續提供價值、而非僅僅銷售設備的長期伙伴。全球及中國本土的工業級砂型打印機品牌正沿著兩條清晰的路徑演變:一是深化核心技術護城河,二是從單一設備商向數字化鑄造解決方案服務商全面轉型。
技術路線圖解碼:從設備參數到生態構建能力
當前的市場競爭已超越簡單的規格表對比。頭部品牌的技術路線圖清晰地指向兩個方向:
* 縱向深耕核心打印技術:追求極致的打印速度、精度與可靠性。例如,基于30年以上工業3D打印機研發制造經驗所積累的設備控制與工藝監控系統,是實現如“15-20秒/層”穩定高速打印的底層保障。這不僅是硬件性能,更是軟件算法與工藝數據庫的深厚積淀。
* 橫向構建開放式材料與后處理生態:未來的競爭是生態系統的競爭。領先者不再滿足于提供標準砂粉和粘結劑。正如行業先行者所展示的,獨立研發30多種水基和溶劑基粘結劑,能夠針對不同金屬材質(如鑄鐵、鑄鋼、鋁合金)和鑄件結構,提供定制化的打印解決方案,從根本上優化鑄件表面質量和清砂性能。這種材料創新能力,是構建技術壁壘的關鍵。
從“設備商”到“解決方案服務商”的轉型范式
最具前瞻性的品牌,如3DPTEK,已經完成了身份的重新定義。它們的價值體現為一個清晰的演進路徑:
1. 提供全譜系設備矩陣:滿足從原型試制到批量生產的不同需求。例如,擁有從J1600(1560×1000×680mm)、J1800到全球領先的大型4米級(J4000, 4000×2000×1000mm) 無箱砂型打印設備,為客戶提供了可擴展的產能規劃彈性。
2. 輸出經過驗證的集成工藝包:將設備、材料、打印參數、后處理及鑄造匹配工藝打包成“交鑰匙”解決方案。其25臺以上3DP粘結劑噴射砂型設備集群所承載的海量生產數據,是優化工藝、確保鑄件成功率的核心資產。
3. 扮演數字化鑄造產能平臺:對于許多鑄造廠而言,直接采購大型設備面臨投資與風險的雙重壓力。此時,能夠提供數字化鑄造解決方案及配套產能服務的合作伙伴,價值凸顯。他們不僅出售機器,更可提供基于云端訂單管理的分布式生產服務,幫助客戶以更低門檻擁抱變革。
識別持續創新力的關鍵標志
在選擇長期伙伴時,應重點考察以下超越當前產品的指標:
* 研發投入的可見成果:是否設有博士后科研工作站等高水平研發實體?其技術儲備是否延伸到相鄰高端領域,例如大型混合增減材激光3D打印技術或陶瓷粘結劑噴射(如1.8米級SiC打印)?這反映了其技術遷移和突破性創新的潛力。
* 智能化與數據驅動的布局:設備是否只是自動化孤島,還是能接入更廣泛的智能化砂型打印系統?合作伙伴是否致力于實現全工藝鏈數據流的打通,提供數字孿生和預測性維護服務?這關乎您未來工廠的“智商”。
* 開放性與協同創新意愿:優秀的伙伴樂于與客戶共同開發新應用。能否針對您獨特的鑄件難題,快速響應并協同進行材料或工藝參數的定制調試?不確定新工藝是否匹配您的產品?[聯系工程師獲取免費技術評估]The
前瞻性總結:格局重塑的關鍵
品牌格局的演變,本質上是價值創造邏輯的演變。在2026增材制造市場中,贏家將是那些能夠將砂型3D打印技術趨勢洞察轉化為客戶端穩定產出和更低未來砂型打印成本的品牌。作為采購者,您的任務不再是挑選一臺參數最優的機器,而是選擇一個能伴隨您成長、其技術路線圖與您的產能規劃同步演進的生態型伙伴。這為下一章制定您的實戰采購路線圖奠定了堅實的評估基礎。?
實戰采購路線圖:四步鎖定您的未來型生產利器
在厘清了未來指標與技術品牌格局后,如何將洞察轉化為行動?一套系統化的采購路線圖至關重要。它確保您的投資不僅滿足當下,更能適配未來三年的產能擴張與技術迭代。以下是四步核心行動指南。
第一步:基于自身產品譜系與產能規劃,定義核心需求優先級
采購的起點是向內審視,而非盲目對比參數表。您需要建立一個清晰的“需求矩陣”:
- 產品維度:分析未來1-3年計劃生產的鑄件類型。是大型單件(如機床底座),還是中小批量復雜件(如發動機缸蓋、渦輪殼體)?這直接決定了對設備成型尺寸和打印效率的優先級。例如,若您計劃涉足大型鑄件,那么像3DPTEK-J4000這類構建體積達4000×2000×1000mm的設備將成為必要考量。
- 產能與節拍維度:估算年度砂型需求總量及峰值交付周期。結合設備的實際打印速度(如20-25秒/層)與后處理流程,推算單臺設備產能是否能滿足規劃,或需要構建多機集群。
- 材料與工藝維度:明確主要鑄造合金(鑄鐵、鑄鋼、鋁合金)及對砂型性能的特定要求(如高溫強度、潰散性)。這關聯到對供應商材料庫廣度及定制開發能力的評估。
不確定您的產品譜系與哪種工藝最匹配?[聯系工程師獲取免費產能與工藝匹配評估]The
第二步:現場驗證關鍵未來指標(如實際打印速度、不同砂型的精度穩定性)
規格參數是靜態的,生產環境是動態的。必須進行“現場壓力測試”,尤其關注那些影響長期穩定生產的指標:
- 真實打印速度與穩定性:要求供應商使用您提供的典型零件三維模型,在目標設備上進行全流程打印演示。重點觀察在連續打印數小時甚至數十小時后,設備速度是否如宣稱的15-25秒/層保持穩定,有無因噴頭維護、鋪砂等原因導致的意外停機。
- 精度的一致性驗證:不僅測量單個樣件的尺寸是否達到標稱的±0.3mm精度,更要測量同一批次、不同位置、不同構建方向多個樣件的尺寸離散度。這反映了設備在全幅面下的綜合控制能力。
- 材料切換與適應性測試:如果您未來可能使用多種鑄造砂(如酚醛樹脂覆膜砂、硅砂等),需測試設備切換材料后的首件成功率和性能穩定性,確保智能化砂型打印系統能快速適配新參數。
第三步:評估供應商的研發投入與技術升級路徑承諾
正如前文所述,購買的是“未來潛力”。在商務談判中,必須將技術演進路徑寫入合作框架:
- 核查研發實體與路線圖:如有可能可以要求對方展示其在研項目清單,了解其在粘結劑噴射技術發展上的下一代布局(如更高分辨率噴頭、新型粘結劑體系、AI驅動的工藝優化)。
- 明確技術升級方案:詢問當前采購的設備,未來是否可以通過模塊化升級(如更換打印模塊、軟件算法)來獲得部分新一代技術的性能提升,而非只能整機淘汰。這直接保護了您的投資。
- 獲取生態協同承諾:優秀的供應商應能提供從設計優化、模擬分析到打印服務的數字化鑄造解決方案。確認其是否愿意就您特定的復雜流道、隨形冷卻水道等難題,成立聯合開發小組。
第四步:構建包含培訓、服務與軟件更新的全生命周期合作模型
將采購視為長期合作的開始,而非交易的結束。合同應涵蓋:
- 分層級培訓體系:不僅培訓操作員,更應涵蓋工藝工程師和維護工程師,確保您的團隊能深度理解設備原理,具備初級故障診斷和工藝優化能力。
- 服務響應與備件保障:明確關鍵部件(如打印頭、控制系統)的本地備件庫存水平、現場工程師響應時間(如24小時內)、遠程診斷支持能力。
- 軟件更新與數據安全:約定在合作期內,免費獲得核心控制軟件、切片軟件的迭代更新權限,確保您的設備能持續享受最新的算法優化。同時,明確生產數據的所有權與安全協議。
想了解構建此類全生命周期合作的具體框架與成本構成?[立即獲取詳細合作模式與報價方案]。通過這四步系統化操作,您將超越簡單的“設備選購”,真正鎖定一臺能伴隨企業成長、持續創造價值的“未來型生產利器”,為在2026及以后的競爭中贏得先機奠定堅實的制造基礎。接下來,我們將通過具體案例,看先行者如何執行這一路線圖并收獲紅利。?
案例洞察:先行者如何借助前瞻性投資贏得市場先機
上一章節的采購路線圖并非紙上談兵,而是已被市場先行者驗證的成功法則。他們超越了對單一設備參數的比較,將投資視為構建未來核心制造能力的關鍵一步。以下是兩類典型企業如何通過選擇具備前瞻性的砂型3D打印技術趨勢,贏得持續競爭優勢。
案例一:大型汽車零部件鑄造廠——以“規模化敏捷”重塑研發與試制流程
一家為新能源汽車提供復雜殼體鑄件的龍頭企業,面臨兩大痛點:一是新車型研發周期被傳統模具(耗時8-12周)嚴重拖累;二是小批量、多品種的試制訂單成本高昂且交付不穩定。
他們的前瞻性投資體現在:
* 技術選擇:他們沒有選擇當時市場主流的較小幅面設備,而是直接引進了構建體積達 4000×2000×1000mm (used form a nominal expression)3DPTEK-J4000大型無箱化砂型打印機。這使其能夠一次性打印整個大型發動機缸體或電池包殼體的全套砂型,甚至實現多件套排版打印,將大型復雜件的整體打印時間從“天”縮短至“小時”級。
* 贏得的關鍵優勢::
* 研發周期縮短70%:新設計在72小時內即可獲得可澆注的合格砂型,實現“設計-驗證-迭代”的快速閉環,搶占了車型上市的先機。
* 實現結構創新:利用該技術 ±0.3mm 的打印精度和良好的表面質量,他們成功鑄造出集成了復雜內部流道與隨形冷卻水路的部件,這是傳統制芯工藝無法實現的,直接提升了產品性能。
* 降低小批量成本:對于年產50-500件的定制化或試制訂單,徹底省去了數十萬乃至上百萬元的模具費用。其單件砂型打印成本變得透明且可控,形成了強大的柔性接單能力。
他們的成功在于,將設備采購與數字化鑄造解決方案深度融合,投資的不只是打印機,更是“快速響應市場”的核心能力。不確定如此大型的砂型打印工藝是否匹配您的產品?[聯系我們的工程師獲取免費技術評估與排版模擬]The
案例二:高端藝術品與精密件鑄造工作室——以“極致精度與材料廣度”定義行業標桿
一家專注于高端青銅藝術品和精密不銹鋼鑄件的精品工作室,對鑄件表面紋理的還原度、細節清晰度以及適應多種鑄造合金(從鑄銅到鑄鋼)有極致要求。
他們的前瞻性決策聚焦于:
* 材料與工藝生態:他們沒有局限于設備供應商提供的單一材料方案。根據內部知識,他們與供應商研發部門合作,測試并驗證了多種砂料與粘結劑體系,包括:
* 硅砂(70-140目,100-200目)用于大部分鑄銅、鑄鋁件,成本可控。
* 寶珠砂(耐火度>1800℃)用于高表面質量要求的鑄鋼件,確保在1500-1600℃的澆注溫度下型腔穩定,避免硅砂熔化導致的鑄件表面缺陷。
* 酚醛樹脂與呋喃樹脂雙體系支持,可根據鑄造環境(酸性/堿性)靈活選擇,確保砂型強度在 1.5-2.5 MPa 的同時,控制發氣量在 8-12 ml/g(850℃) 的優異水平。
* 贏得的關鍵優勢::
* 解鎖復雜藝術造型:成功鑄造出傳統失蠟法都難以實現的、具有極度鏤空和精細紋理的大型藝術品,將藝術家的創意無損轉化為實物。
* 攻克精密鑄造難題:將鑄造最薄壁厚穩定控制在 1mm(小截面極限),為精密機械部件提供了可靠的快速制造方案。
* 建立材料學壁壘:通過掌握多材料打印工藝,他們能夠承接從非鐵合金到高熔點合金的全系列高端訂單,形成了獨特的技術護城河。
圖為用于高精度復雜模具制造的混合增減材系統,代表了數字化制造的尖端方向。
他們的洞察在于,認識到粘結劑噴射技術發展的核心不僅是設備,更在于材料體系與工藝知識的積累。選擇與擁有超過30年工業3D打印機制造經驗cap (a poem)獨立研發30多種粘結劑能力的伙伴合作,確保了其技術路線的可持續性和擴展性。
共同啟示:投資于“系統”與“伙伴”
這兩個案例表明,無論是追求規模效率還是極致品質,成功的先行者都遵循了相似的邏輯:
1. 超越設備看系統:他們評估的是整個智能化砂型打印系統,包括軟件、材料庫、工藝支持和升級路徑。
2. 將供應商視為研發伙伴:他們要求并利用了供應商的深層研發能力(如博士后工作站、持續的粘結劑研發),共同解決特定工藝難題,而非被動接受標準方案。
3. 用未來指標衡量當下:他們在采購時已考量了未來砂型打印成本的構成、技術迭代的可能性,以及設備能否適應2026增材制造市場中更復雜的產品需求。
正如前文路線圖所強調的,明智的采購是長期合作的開始。這些企業通過與如3DPTEK這樣具備持續創新力的工業級砂型打印機品牌深度綁定,不僅獲得了一臺機器,更獲得了一個持續進化的制造能力引擎。面臨從藝術鑄件到重型鑄鋼的多樣化挑戰?[獲取針對您材料與精度需求的定制化解決方案]。他們的故事證明,在技術快速迭代的今天,最具前瞻性的投資,是投資于那些能與你共同定義未來的伙伴。
Frequently Asked Questions
在規劃面向未來的鑄造數字化投資時,決策者常有一些核心關切。以下是對幾個關鍵問題的深入解答,旨在幫助您更清晰地規劃通往2026增材制造市場的路徑。
到2026年,砂型3D打印機的打印速度和精度預計會比現在提升多少?
基于當前粘結劑噴射技術發展趨勢,預計到2026年:
- Printing speed:平均提升30%-50%。這主要依賴于多打印頭協同噴射技術(如雙400dpi或800dpi打印頭并行工作)和鋪砂-打印路徑算法的深度優化,從而顯著縮短單層作業周期。
- 打印精度與表面質量:關鍵尺寸公差有望在現有±0.3mm(依據GB/T 42156-2023標準及主流設備如3DPTEK-J系列水平)的基礎上,通過高分辨率打印頭與閉環實時控制系統,將關鍵區域公差穩定控制在±0.2mm以內。表面粗糙度也將因更精細的砂粒級配和新型粘結劑而得到顯著改善。
不確定貴司產品對3D打印砂型精度與速度的具體要求是否匹配?聯系我們的工程師,獲取免費的工藝可行性評估報告The
未來砂型打印成本的主要下降空間在哪里?
未來砂型打印成本的降低將是一個系統性工程,主要空間集中于:
- 效率成本:設備打印速度與利用率提升,直接攤薄單件的時間與能耗成本。
- Cost of materials:隨著國產化砂材與專用粘結劑供應鏈的成熟與規模化,材料價格將更具競爭力。領先企業自主研發的30多種水基/溶劑基粘結劑體系,正是為了優化成本與性能平衡。
- 運營與后處理成本:集成于智能化砂型打印系統的自動清砂、智能烘烤等模塊,將大幅減少人工干預和物料損耗。
如何判斷一個品牌的技術是否具備‘未來適應性’?
評估一個工業級砂型打印機品牌的“未來適應性”,應超越當前設備參數,審視其底層能力:
- 研發深度與專利布局:是否在面向未來的材料(如陶瓷、功能梯度材料)和智能控制(如多激光監控、深度水下修復等衍生技術)上有持續投入和專利儲備。
- 系統架構的開放性:設備軟件是否為模塊化、可升級設計?是否提供開放的API接口,便于與MES、ERP等系統集成,融入更廣闊的數字化鑄造解決方案生態。
- 技術延展性:其技術平臺是否支持從砂型打印到金屬或陶瓷直接噴射的擴展?這體現了核心技術平臺的通用性和潛力。
對于中型鑄造企業,是應該現在購入還是等到2026年?
這取決于您的業務驅動因素:
- 立即投資:如果您當前正面臨復雜鑄件開發周期長、傳統模具成本過高或小批量柔性生產需求迫切等痛點,現在投資是合理的。關鍵在于選擇一款本身具備明確技術升級路徑(如軟件可付費升級、硬件模塊可擴展)的設備,以保護投資。
- 暫緩觀望:如果您的需求更多是戰略布局,且可以滯后1-2年,那么密切跟蹤市場至2025年底至2026年初是明智的。屆時,經歷了市場驗證的下一代設備將兼具更高的成熟度與前瞻性,可能是更佳的采購窗口。
想根據您的具體產能規劃和預算,制定一份分階段的鑄造用3D打印機選購路線圖?立即獲取詳細報價單與投資回報分析The
3D打印砂型在強度和透氣性等鑄造性能上,未來會有哪些改進?
未來的改進將源于對砂型微觀結構的主動設計與材料科學進步:
- 強度與透氣性協同優化:通過精準的砂粒級配設計、納米級粘結劑改性技術,可以在不犧牲高透氣性的前提下,顯著提升砂型的高溫強度和抗金屬液沖刷能力。這將直接拓寬砂型3D打印技術趨勢的應用邊界,滿足高溫合金、大型厚壁鑄件等更苛刻的鑄造要求。
- 功能化結構:利用打印的數字化特性,在砂型內部主動設計仿生冷卻通道或強化筋結構,從而在鑄造過程中實現更優的散熱或應力分布,提升最終鑄件性能。
如圖中所示的精密陶瓷蜂窩結構,展示了通過粘結劑噴射技術成型復雜微觀結構的能力,這種能力正被用于開發下一代高性能鑄造砂型。
I. Equipment selection strategy based on casting size
The size of the casting is a central factor in determining the specification of a sand 3D printer, which needs to be selected with a balance between current needs and future developments:
- Statistical analysis of existing casting dimensions
- Enterprises need to comprehensively sort out the past 1-2 years of casting orders, categorized by product type (such as automotive parts, aviation structural components, pumps and valves shells), statistics on the length, width and height of each type of casting size range, drawing size distribution histogram. For example, an automobile foundry statistics found that 60% engine block castings in 300-500mm in length, width 200-350mm, height 150-250mm;
- Identify the "core size range" with the highest percentage and use it as a basis for filtering printers. As in the case above, 3DPTEK's 3DPTEK-J1800(molding size 1800×1200×1000mm) can easily cover most of the engine block sand printing needs, to avoid "small horse-drawn cart" (equipment molding size is too large, waste of equipment space and printing costs) or "too big to use" (equipment) (equipment molding size is not enough to print large castings).
- Considering future business expansion
- Combined with the enterprise's market planning for the next 3-5 years, new product development plan, prejudge the casting size changes that may be involved. If you plan to develop the wind power equipment castings business, you need to investigate in advance the size of wind power hubs, blades and other large castings (wind power hub diameter of up to 3-5 meters), to reserve enough space for equipment upgrades;
- If large castings are only occasionally undertaken, consider 3DPTEK's 3DPTEK-J4000 Ultra-large size printer (maximum molding size 4000×2000×1500mm), or "sand cut block + combined assembly" printing strategy (3DPTEK equipment supports localized printing, which facilitates the operation of the cut block), to reduce the cost of equipment procurement.
- Handling of special size requirements
- For castings with special dimensions such as extra-long, extra-wide, extra-thin, etc. (e.g., elongated shaft castings with an aspect ratio of more than 5:1, thin-walled parts with a thickness of less than 5mm), it is necessary to examine the printing accuracy and stability of the equipment in addition to the molding dimensions. 3DPTEK's bonded injection technology ensures that the molding of special-sized castings is performed with a high degree of precision of ±0.3mm, thus avoiding the scrapping of castings due to deviations in dimensions. avoid scrapping the castings due to dimensional deviation.
Second, suitable for the casting material equipment parameters selection
Different casting materials (e.g. cast iron, cast aluminum, cast steel) have different requirements for sand strength, air permeability and gas generation, which need to be matched with the corresponding equipment parameters and material technology:
- Material properties and sand demand analysis
- Cast iron parts: due to the good fluidity of iron and moderate solidification shrinkage, the strength of the sand mold is required to be high (tensile strength ≥ 0.8MPa) to prevent the sand mold from erosion and breakage during pouring. The high-strength furan resin binder matched with 3DPTEK equipment, together with silica sand, can meet the needs of sand mold printing for cast iron parts;
- Aluminum casting: Aluminum liquid solidification speed is fast, easy to absorb air, the sand type is required to have good air permeability (air permeability value ≥ 150) and low outgassing (outgassing ≤ 15ml/g), to avoid casting porosity defects. 3DPTEK's open-source material process can be adjusted according to the needs of the binder formula, suitable for ceramic sand, zirconia sand and other low outgassing, high air permeability sand, to meet the casting of aluminum casting sand print.
- Material compatibility and parameter adjustment
- The 3DPTEK sand 3D printer supports a wide range of casting sands (including quartz sand, pearl sand, chromite sand, etc.), allowing companies to choose sand materials flexibly according to casting materials and cost considerations. For example, when producing high-end stainless steel castings, zirconium sand (high temperature resistant and chemically stable) is used with 3DPTEK's special binder to improve the sand mold's anti-washout and anti-sticking properties;
- The nozzle parameters (e.g., orifice diameter, spraying frequency) and heating and curing parameters (curing temperature and time) of the equipment need to be precisely adjusted according to the characteristics of the sand material and the type of binder. For example, when using fine-grained quartz sand, it is necessary to reduce the diameter of the spray hole (e.g., from 0.3mm to 0.2mm) and increase the spraying frequency to ensure that the binder evenly covers the sand particles; for thermosetting binder, it is necessary to optimize the heating curing curve (e.g., increase the curing temperature from 150℃ to 180℃, and extend the curing time from 30 seconds to 45 seconds), so as to ensure that the strength of the sand pattern curing.
- New material application and technical support
- As the casting industry's demand for high-performance, lightweight castings increases, new types of sand materials (such as composite sand mixed with metal powders and nano-modified sand) are gradually being applied. 3DPTEK continues to research and develop new material processes that can be customized to meet the needs of enterprises and customize material solutions to help them quickly realize the application of new materials in sand printing.
Comprehensive Advantages of 3DPTEK Sand 3D Printers
- Full-size product matrix: 3DPTEK has a full line of sand 3D printers ranging from 1.6 meters to 4 meters in size, including 3DPTEK-J1600Pro,3DPTEK-J1600Plus,3DPTEK-J1800,3DPTEK-J1800S,3DPTEK-J2500,3DPTEK-J4000 A variety of models, such as to meet the different sizes of enterprises, different sizes of castings printing needs, to avoid enterprises due to the limitations of equipment specifications missed orders.
- open source material processIt supports users to adjust the binder and sand material formula as needed to reduce the material cost 20%-30%. At the same time, it is equipped with high-performance resin binder, curing agent and cleaning agent to ensure the stable quality of sand molding and solve the problems of material selection and process optimization of the enterprise.
- High-precision molding technologyThe company adopts piezoelectric inkjet technology, high-resolution inkjet system, and special binder formula to realize ±0.3mm high-precision printing, which effectively reduces the machining allowance of the castings, improves the quality of the castings and the production efficiency, and is especially suitable for aerospace, automotive and other industries with stringent requirements for precision.
- Flexible area molding without sand boxAs 3DPTEK-J4000 Innovative use of sandbox-free flexible area molding technology, support for local printing, can economically and efficiently realize the manufacture of oversized sand molds, compared with the traditional box printing, the equipment footprint is reduced by more than 30%, and the printing cost is reduced by 15%-20%.
Through the above selection strategy based on casting size and material, combined with the comprehensive advantages of 3DPTEK sand 3D printers, enterprises can accurately match the parameters of the equipment to achieve a high degree of compatibility between equipment performance and production needs, and at the same time improve the quality of castings, reduce production costs and enhance market competitiveness.
]]>4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>Read navigation
- First, the 4 major pain points of the traditional large-scale sand molding process, 4-meter 3D printing how to crack?
- Second, 4-meter-class large sand 3D printer core analysis: 3DPTEK-J4000 parameters and technical advantages
- The 5 core advantages of 4-meter sand 3D printing: directly enhancing enterprise competitiveness
- Fourth, 4-meter sand 3D printing 4 major industry application scenarios (with actual cases)
- Fifth, choose the right solution: 3DPTEK "equipment + ecological" integrated services
- Future Trends in Large-Scale Sand 3D Printing in 2025: Toward "Bigger and Smarter"
- Conclusion: 4-meter sand 3D printing opens a new era of large casting manufacturing
First, the 4 major pain points of the traditional large-scale sand molding process, 4-meter 3D printing how to crack?
Traditional large-scale sand mold manufacturing (size over 2 meters) needs to go through "mold making - sand core disassembly - manual assembly", there are difficult to solve the pain points, but 4-meter sand 3D printing through the "integrated molding + digital process" to achieve a comprehensive breakthrough. process" to realize a comprehensive breakthrough:
| Type of pain point | Status of traditional crafts | 4-Meter Sand 3D Printing Solution |
| long lead time | 4-8 weeks to produce a 4-meter sand mold (2-4 weeks for molding alone) | 2-5 days to complete the entire sand mold printing, full cycle time reduction 80% |
| Structural limitations | Complex internal channels, topology optimization structure requires more than 10 groups of sand cores to be disassembled, which is prone to assembly errors. | Print complex structures in one piece, no need to disassemble, error ≤ 0.3mm |
| high cost | Large metal molds cost over $500,000 and require 10 people/day for manual assembly. | No mold costs, automated printing reduces 80% labor |
| High scrap rate | Sand core splicing gaps lead to casting defects, scrap rate 15%-20% | Seamless sand molding + simulation optimization to reduce scrap rate to below 5% |

Second, 4-meter-class large sand 3D printer core analysis: 3DPTEK-J4000 parameters and technical advantages
1. Key parameters: meeting the full scenario requirements for large castings
3DPTEK-J4000 As a benchmark equipment in the industry, it is not a simple enlargement of a small printer, but an exclusive design for large-scale sand manufacturing with the following core parameters:
- Maximum molding size: 4000mm x 2000mm x 1000mm (can print the whole sand pattern of 4 meters long and 2 meters wide without splicing);
- Process Type: Inkjet binder injection (3DP), suitable for special casting sands such as quartz sand, ceramic sand and ceramic sand;
- Accuracy and Resolution: Dimensional accuracy ±0.3mm, nozzle resolution 400dpi, surface finish up to Ra6.3μm;
- Layer thickness and efficiencyLayer thickness can be adjusted to 0.2-0.5mm, and 2-3 sets of medium-sized sand patterns (e.g. 2-meter-long pump body sand patterns) can be printed in a single day;
- Material utilization: 100% of uncured sand recycled with less than 5% of material waste.


2. Core technology: "sand-free flexible area molding" cost reduction
Traditional 4-meter sand molding equipment needs to be fixed large sand box, a single print needs to be filled with tens of tons of sand, the cost is extremely high. And 3DPTEK-J4000 A breakthrough was achieved with the "Sandless Flexible Area Molding Technology":
- Eliminates the need for a fixed sand box, dynamically adjusts the sand bed area to the size of the sand pattern, and reduces the amount of 70% sand used;
- Elimination of large sanding box infrastructure investment (traditional sanding box cost more than 200,000 yuan);
- Equipment purchase cost is the same as 2.5-meter class equipment, with a 50% return on investment.
The 5 core advantages of 4-meter sand 3D printing: directly enhancing enterprise competitiveness
1. Shorter cycle time 80% to seize the market opportunity
It takes 6 weeks to make a 4-meter engine block sand mold by traditional process, but 3DPTEK-J4000 takes only 3 days to finish printing, and the whole cycle from design to casting delivery is compressed from 3 months to 1 month. A heavy machinery company used it to make large gearbox shell sand mold, new products on the market 2 months ahead of schedule, to seize a share of 30% market segment.
2. Achievement of "oversized + complex" integrated molding
No need to consider the constraints of "stripping" and "splicing" of conventional processes, making it possible to accomplish difficult designs:
- Aerospace: 4-meter-long turbine casing for theInternal multi-layer cooling channels(The traditional process requires 12 sets of sand cores to be disassembled, while 3D printing molds them in a single pass);
- Energy sector: 3-meter diameter wind turbine flangesTopology-optimized weight-reducing structures(Weight reduction 20%, strength increase 15%);
- In the field of industrial machinery: 4-meter-long pump bodies for theSpiral Worm Structure(No splicing seams, 8% increase in fluid efficiency).
3. Long-term cost reduction 40% with short payback period
Despite the high initial investment in the equipment, the cost advantage is significant when calculated over the full life cycle:
- Save mold cost: large castings need to replace 2-3 sets of molds per year, 3D printing can be completely eliminated, saving more than 1 million yuan per year;
- Reduce scrap loss: a foundry with its production of large valve sand mold, scrap rate from 18% to 4%, reducing annual losses of 500,000 yuan;
- Digital inventory: sand patterns are stored as CAD files, eliminating the need to stack physical patterns in the warehouse and saving 100 square meters of storage space.
4. Support "batch + customized" dual-mode production
The 4-meter molding space not only prints large sand molds, but also allows for the nested mass production of small parts:
- 200 small pump body cores can be nested in a single print run (traditional processes require batch production);
- Supports "1 set of large sand molds + batch of small sand cores" mixed printing, increasing equipment utilization by 60%;
- Fast response to customization needs, modifications to the design only require updating the CAD file, no need to recreate the mold.
5. Comply with environmental requirements and help green production
Global environmental regulations are tightening (e.g., China's "dual carbon" policy, EU carbon tariffs), and 4-meter sand 3D printing meets environmental needs through two major technologies:
- Use of low VOC binders (emissions below national standard 60%) to reduce air pollution;
- Sand 100% is recycled and reused, reducing solid waste emissions by more than 100 tons per year, which meets the requirements for green factory certification.
Fourth, 4-meter sand 3D printing 4 major industry application scenarios (with actual cases)
1. Automotive and commercial vehicle sector: core components for new energy trucks
- Application: 4-meter long new energy heavy truckIntegral motor housingThe sand molding of large engine block;
- Case in point: a car company uses 3DPTEK-J4000 Printing the sand mold of the motor shell, the cycle time is shortened from 4 weeks to 3 days, and the casting has no defects at the thin wall (2.5mm), realizing a weight reduction of 30% for the motor and a range increase of 100km.
2. Aerospace and defence: large lightweight structural components
- Application: 4 meters longAero-engine turbine casing, Missile Launcher Tank Sand Type;
- Advantage: integrated printing to avoid sand core splicing errors, casting dimensional accuracy up to CT7 level, to meet the aerospace "zero defect" requirements.
3. Industrial machinery and energy sector: core components for heavy equipment
- Application: 4 meters longLarge Pump Body Worm CasingThe sand molding of wind turbine gearbox shells with a diameter of 3 meters;
- Case: A heavy industry enterprise uses it to print the sand pattern of the pump body, the surface finish of the fluid channel is improved by 50%, the efficiency of the pump body is improved from 75% to 82%, and the annual energy consumption is saved by 1.2 million yuan.
4. In the field of art and architecture: oversized bronze sculptures
- Application: 60 meters long bronze sculptureSegmented sand molding(e.g. the "Nine Horses" sculpture in Nanjing);
- Benefits: Eliminates the need for large wood moldings, allows for complex artistic textures, and reduces the sculpture production cycle from 1 year to 3 months.
Fifth, choose the right solution: 3DPTEK "equipment + ecological" integrated services
The success of 4-meter sand 3D printing requires not only high-quality equipment, but also a complete ecological support. 3DPTEK provides "end-to-end" solutions to reduce the difficulty of enterprise transformation:
- Proprietary materialsMore than 30 sand-binder formulations (e.g., low viscosity binder for aluminum alloy casting, high temperature resistant binder for steel casting) ensure casting quality;
- intelligent software: It comes with casting simulation system, which can simulate the flow of metal liquid, cooling contraction, optimize the sand design in advance, and reduce the cost of trial and error;
- Full Process Service: Full process support from CAD modeling, sand printing to post-processing of castings, free operator training (3 days to master the operation of the equipment);
- after-sales service24-hour door-to-door service at home, 5 service centers abroad (Germany, the United States, India, etc.), spare parts arrival cycle ≤ 72 hours, to ensure that the equipment is on throughout the year ≥ 95%.
Future Trends in Large-Scale Sand 3D Printing in 2025: Toward "Bigger and Smarter"
1. Continuing size breakthroughs: 6-10 meter class devices in development
3DPTEK has started the research and development of 6-meter-class sand printer, which can realize the whole printing of "8-meter-long ship propellers" and "10-meter-diameter nuclear power equipment shells" in the future, and completely eliminate the defects of large casting splicing.
2. AI+3D Printing: Realizing Intelligent Control of the Whole Process
Integrated AI system for automated completion:
- Optimization of sand mold design (automatically generate the optimal structure according to the casting material and size);
- Printing process monitoring (real-time adjustment of binder injection volume to avoid sand cracks);
- Quality prediction (AI algorithms predict possible defects in castings and adjust the process in advance).
3. Multi-material composite printing: expanding application boundaries
The future equipment can realize "sand + metal powder" composite printing, printing high-temperature-resistant metal coatings on key parts of the sand mold (e.g., the sprue), adapting toTitanium alloy, ultra-high strength steelRefractory alloy casting, expanding the application in the field of high-end equipment.
Conclusion: 4-meter sand 3D printing opens a new era of large casting manufacturing
For heavy manufacturing enterprises, 4-meter-class large sand casting 3D printer is no longer a "technological novelty", but a "necessity to enhance competitiveness" - it breaks the traditional process of It breaks the size and cycle time limitations of traditional processes, and realizes the triple breakthrough of "large-scale + complexity + low cost".
The commercialization of 3DPTEK-J4000 and other equipment has provided a fast track from design to casting for automotive, aerospace, industrial machinery and other industries. In the future, with the research and development of 6-10 meter-class equipment and the integration of AI technology, large casting manufacturing will enter a new stage of "full digitalization, zero defects and greening", and the enterprises that take the lead in laying out this technology will have an absolute advantage in the market competition.
4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>Read navigation
- I. What is Sand 3D Printing? Core Definition + Process Characteristics (different from traditional mold making)
- Second, the foundry must use sand 3D printing 4 core reasons (to solve the industry pain points)
- Three, sand 3D printing principle: 4 steps from design to sand (full process automation)
- Parameters of 3DPTEK Sand 3D Printer (Applicable to Different Industries)
- V. Sand 3D printing 4 major industry application scenarios (with actual cases)
- Why choose 3DPTEK sand 3D printing solution? (4 core competencies)
- VII. Future Trends of Sand 3D Printing in 2025 (3 Directions to Watch)
- VIII. Conclusion: Sand 3D printing is not an "optional technology" but a "must-have transformational tool"
I. What is Sand 3D Printing? Core Definition + Process Characteristics (different from traditional mold making)
Sand 3D printing is based onPrinciples of Additive ManufacturingThis is an industrial technology that directly transforms digital CAD models into solid sand molds / cores. Instead of the traditional "mold-making - sand-turning" process, the sand mold is formed by laying sand layer by layer on the printer and curing it by spraying a binder. The core process isBinder jetting technologyThe J1600Pro, J2500, and J4000 models from 3DPTEK, for example, offer significant advantages over conventional molding:
| comparison dimension | Sand 3D Printing | Traditional mold making process |
| production cycle | 24-48 hours | 2-4 weeks |
| Complex structure realization | Easy printing of internal channels, thin-walled parts | Difficult to realize, need to split multiple sand cores |
| Tooling Costs | No need for physical molds, cost is 0 | Customized wood / metal molding required, high cost |
| Material utilization | 90% or more (uncured sand can be recycled) | 60%-70% (much cutting waste) |
| Design Flexibility | Supports real-time modification of CAD models for fast iteration | Modification of the design requires re-modeling and long lead time |
Second, the foundry must use sand 3D printing 4 core reasons (to solve the industry pain points)
1. Reduced cycle time 80% for fast response to order requirements
While traditional processes take 2-4 weeks to produce complex sand molds (e.g. pump bodies, turbine casings), sand 3D printing takes only 1-2 days. Especially suitable forPrototype molding, small batch customization, emergency spare parts productionScenario -- A foundry uses the 3DPTEK J1600Pro to print sand molds of pump bodies from design to delivery in just 36 hours, a reduction of 80% compared to the traditional process, helping to bring products to market 2 weeks earlier.
2. Breaking through structural limitations and realizing difficult casting
Sand 3D printing eliminates the need for "mold release" issues, making it easy to create designs that would be impossible with traditional processes:
- in the field of aerospaceTurbine blade internal cooling channels(The traditional process requires more than 5 sets of sand cores to be disassembled, which is prone to assembly errors);
- AutomotiveLightweight thin-walled motor housing(Wall thickness can be as low as 2mm, conventional sand type is prone to fracture);
- industrial machineryIntegrated oil passages transmission housing(Reduces post-drilling process and reduces scrap rate).
3. Long-term cost reductions 40%, offsetting equipment input costs
Despite the high initial investment in sand 3D printers, the cost advantage is significant when calculated over the full life cycle:
- Elimination of mold production costs (a set of large metal mold cost more than 100,000 yuan, 3D printing can be completely eliminated);
- Reduced scrap rate (digital design + simulation optimization, casting scrap rate reduced from 15% to less than 5%);
- Reduced labor costs (automated printing eliminates the need for manual assembly of multiple sand cores, reducing labor by 50%).
4. Comply with environmental requirements and realize green production
As global environmental regulations tighten (e.g., the EU REACH standard), sand 3D printing meets the need for environmental protection through two main technologies:
- adoptionLow Emission Binder(3DPTEK proprietary formulation with VOC emissions below industry standard 50%);
- Uncured sand can be 100% recycled, reducing solid waste generation and environmental treatment costs.
Three, sand 3D printing principle: 4 steps from design to sand (full process automation)
Sand 3D printing (binder jetting technology) is a simple, highly automated process that requires no complex human intervention, with the following core steps:
- Digital Design and Simulation: Engineers use CAD software to build sand models, and simulate the flow of liquid metal, cooling and shrinkage processes through the 3DPTEK casting simulation system to optimize the pouring system and riser position of the sand model, so as to avoid defects such as shrinkage holes and porosity in the castings;
- Layer-by-layer molding: The printer automatically lays down 0.26-0.30mm thick sand (quartz sand/chromite sand optional) and then, based on the slicing data, sprays the binder on the area to be cured and builds up the sand pattern layer by layer;
- Curing and sand cleaning: After printing, the sand model is left to cure (strengthen) in a closed environment for 2-4 hours, after which the uncured loose sand (which can be recycled directly) is blown out with compressed air;
- Casting and post-processingThe molten metal (aluminum alloy, steel, copper alloy, etc.) is poured into the sand mold, which is then cooled, cracked and removed for finishing - the entire process requires no human intervention in the sand mold making process.
Parameters of 3DPTEK Sand 3D Printer (Applicable to Different Industries)
3DPTEK, as an industry leader, has introduced several models of sand printers covering small to very large casting needs with the following core parameters:
| models | Print size (L × W × H) | layer thickness | Applicable Scenarios | Suitable for casting alloys |
| 3DPTEK-J1600Pro | 1600×1000×600mm | 0.26-0.30mm | Small and medium-sized sand molds (e.g., motor housings, small pump bodies) | Aluminum, cast iron |
| 3DPTEK-J2500 | 2500×1500×800mm | 0.26-0.30mm | Medium to large sand molds (e.g. gearbox housings, turbine housings) | Steel, copper alloys |
| 3DPTEK-J4000 | 4000×2000×1000mm | 0.28-0.32mm | Oversized sand molds (e.g. ship propellers, large valves) | Stainless steel, specialty alloys |
Core AdvantagesAll models support "sand + binder" custom formulations, and 3DPTEK has over 30 proprietary formulations to match the needs of different alloys (e.g., aluminum alloy casting for low-viscosity binder, steel casting for high-temperature-resistant sand).
V. Sand 3D printing 4 major industry application scenarios (with actual cases)
1. The automotive sector: core support for the electrification transition
- Application Scenarios:Electric vehicle water-cooled motor housing, lightweight battery tray sand molding.;
- Example: A commercial electric truck manufacturer used the 3DPTEK J2500 to print a sand mold of the motor case, realizing an "integrated cooling channel" design, which improved the motor cooling efficiency by 30%, while reducing the weight of the case by 25% and increasing the range by 50km.
2. Aerospace industry: high-precision casting of complex parts
- Application Scenarios:Turbine blades, aero-engine combustion chamber sand molding.;
- Advantage: The dimensional accuracy of the sand mold reaches CT7 level, which meets the requirement of "zero error" for aerospace parts, and at the same time, avoids the scrapping of blades caused by the assembly error of traditional sand cores.
3. Industrial machinery industry: core components for large equipment
- Application Scenarios:Sand molding of large pumps and compressor housings.;
- Case: A heavy industry enterprise used 3DPTEK J4000 to print a 4-meter-long pump body sand mold, the traditional process requires the production of three sets of metal molds (costing more than 300,000 yuan), 3D printing directly eliminates the cost of molds, and shortens the production cycle from 4 weeks to 3 days.
4. Energy and marine industry: manufacture of very large castings
- Application Scenarios:Ship propeller, wind turbine shell sand molding.;
- Advantage: The J4000 model's 4-meter wide print size allows for the printing of very large sand molds in one pass, eliminating the need for splicing and reducing mold-fitting defects in castings.
Why choose 3DPTEK sand 3D printing solution? (4 core competencies)
1. Full-scene equipment coverage, adapting to different capacity needs
From 1.6-meter compact machines (J1600Pro) to 4-meter ultra-large machines (J4000) forSmall batch trial production to large scale mass productionThe J1600Pro is available for small and medium-sized foundries with a capacity of 5-8 sand molds per day, and the J4000 is available for large foundries with a capacity of 2-3 oversized sand molds per day.
2. Proprietary material formulas to ensure casting quality
3DPTEK has more than 30granule – Exclusive formulation for bonding agents, optimized for different alloys:
- Aluminum alloy casting: low viscosity binder, good sand permeability, reduce casting porosity;
- Steel casting: high-strength binder, sand mold high temperature resistance (more than 1500 ℃), to avoid the defect of sand washing;
- Copper alloy casting: low ash binder to prevent inclusions on the casting surface.
3. Integrated technical support to reduce the difficulty of transition
Provide "equipment + software + service" full-process support:
- free of chargeCasting Simulation Software(Optimize sand design and reduce trial and error costs);
- Inside the casting technology center, can assist customers in sand testing, casting process debugging;
- Provide operator training (1 to 1 instruction to ensure equipment operation within 3 days).
4. Global after-sales network to ensure production stability
The equipment has been landed in more than 20 countries in Europe, Asia, the Middle East, etc., and the after-sales response speed is fast:
- Domestic 24-hour door-to-door service (48 hours for remote areas);
- 5 service centers abroad (Germany, India, USA, etc.) for quick replacement of spare parts;
- Free equipment maintenance 2 times a year to extend the life of the equipment (average life of more than 8 years).
VII. Future Trends of Sand 3D Printing in 2025 (3 Directions to Watch)
1. AI+3D Printing for Zero Defect Casting
The future of sand 3D printing will be integratedAI Design Optimization System-- Input casting parameters (material, size, performance requirements), AI can automatically generate the optimal sand structure, while real-time monitoring of the printing process, by adjusting the amount of binder injection, sand laying thickness, to avoid cracks, uneven density and other problems in the sand, to achieve "zero defects " production.
2. Closed-loop sand recycling, material utilization rate of 98%
exploit (a resource)Automatic Sand Recovery SystemIn addition, the uncured sand and old sand will be screened, decontaminated and recycled, and the material utilization rate will be increased from the current 90% to more than 98%, which further reduces the material cost and meets the requirements of the "Double Carbon" policy.
3. Multi-material composite printing to expand application boundaries
The future of sand 3D printers will enable "sand + metal powder" composite printing - printing metal coatings on critical parts of the sand model (e.g., gates) to improve the sand model's high-temperature resistance, and to accommodateUltra-high strength steel, titanium alloyRefractory alloys such as casting, expanding the application in the field of aerospace, high-end equipment.
VIII. Conclusion: Sand 3D printing is not an "optional technology" but a "must-have transformational tool"
In the increasingly competitive metal casting industry, "fast response, complex structure, green cost reduction" has become the core competitiveness - sand 3D printing by shortening the cycle time of 80%, realizing difficult designs, long-term cost reduction 40% and help foundries break through traditional process constraints.
3DPTEK, as a leading company in the field of sand 3D printing, provides customized solutions for foundries of different sizes through multiple models of equipment, exclusive material formulations, and integrated technical support. Whether in the automotive, aerospace, industrial machinery or energy sectors, choosing sand 3D printing means choosing the double advantage of "cost reduction and efficiency + technological leadership", which is also the core way for foundries to survive in 2025 and beyond.
砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>Read navigation
- I. What is an Industrial Grade SLS 3D Printer? Core Definition and Technical Characteristics
- 4 Core Benefits for Manufacturers Choosing Industrial SLS 3D Printing
- Third, the core material of industrial-grade SLS 3D printing: more than nylon, casting application materials into a new hot spot
- Industrial-grade SLS 3D printing works: from design to finished product in 5 steps
- V. Industrial SLS 3D Printer Industry Applications: Typical Scenarios in 4 Major Fields
- Case Study: European Automotive Supplier Uses SLS 3D Printing to Reduce Cost by 40% and Increase Efficiency by 70%
- 3DPTEK Industrial Grade SLS 3D Printer: Why is it the Industry's Preferred Choice?
- VIII. Future Trends of Industrial SLS 3D Printing in 2025: 3 Directions of Concern
- IX. Conclusion: Industrial Grade SLS 3D Printing, More Than a "Printer", It's a Tool for Manufacturing Innovation
I. What is an Industrial Grade SLS 3D Printer? Core Definition and Technical Characteristics
Industrial-grade SLS 3D printers use a high-powered laser toNylon, composite polymers, specialty casting sands/waxesThe industrial-grade equipment for selective fusion of powder materials and other materials to build up solid 3D parts layer by layer. Its core technical characteristics are significantly different from desktop-level SLS equipment:
| comparison dimension | Industrial Grade SLS 3D Printer | Desktop SLS Devices |
|---|---|---|
| Molding space | Large (some models up to 1000mm) | few |
| production efficiency | High, supports mass production | Low, mostly single-piece printing |
| Quality of parts | Stable and meets mass production standards | Lower precision, suitable for prototyping |
| Material compatibility | Hiro (engineering plastics, casting sand, wax) | Narrow (mostly basic nylon powder) |
In addition, industrial-grade SLS printing requires no support structure (unsintered powder naturally supports the part), making it easy to accomplish things that are impossible with traditional processes.Complex internal channels, lightweight lattice structures, active componentsAll-in-one molding.
4 Core Benefits for Manufacturers Choosing Industrial SLS 3D Printing
In the aerospace, automotive, medical, foundry and other fields, industrial-grade SLS technology has become the key to improve productivity and innovation, the core advantages are reflected in the following four points:
1. No upper limit of design freedom, breaking through the traditional process limitations
No support structure is required, allowing engineers to designComplex internal cavities, integrated moving parts, topology-optimized lightweight structure-- such as hollow structural parts in aerospace and complex runner components in automotive engines -- are difficult to achieve with traditional processes such as CNC machining and injection molding.
2. Strength of parts up to standard, directly used in mass production scenarios
SLS printed parts are not "prototypes" but finished parts with useful functionality. Commonly usedPA12 (nylon 12), PA11 (nylon 11), glass fiber reinforced nylonThese materials have mechanical properties close to those of injection-molded parts, as well as excellent chemical resistance and impact resistance, and can be used directly in mass-production scenarios such as automotive interior parts and medical and surgical tools.
3. Reduced production lead time 70%, rapid response to market demand
From CAD model to finished part, industrial-grade SLS prints in3-7 daysThis is much faster than traditional mold making, which typically takes weeks. For R&D teams in prototype validation, small batch customized production, and emergency spare parts replenishment, this advantage can dramatically shorten the time-to-market cycle and seize the market opportunity.
4. Supporting scale-up and transition production to reduce costs
Industrial-grade SLS equipment can nest dozens or even hundreds of parts in a single print run, making it ideal forSmall batch mass productionSLS can also be used as a "bridge manufacturing" tool - using SLS to quickly produce transitional parts before committing to expensive injection molds, avoiding risky tooling investments and reducing upfront production costs.
Third, the core material of industrial-grade SLS 3D printing: more than nylon, casting application materials into a new hot spot
Nylon is the first material that comes to mind when you think of SLS materials, but industrial-grade equipment has achieved multi-material compatibility and specialized materials, especially in the foundry sector, are driving the digital transformation of traditional casting processes:
1. Foundry sand: direct production of metal casting sand molds / cores
by combiningQuartz Sand / Ceramic SandMixed with a special binder for laser sintering, industrial-grade SLS printers can directly print sand molds and cores for metal casting, with core benefits including:
- Suitable for pump bodies, turbine housings, automobile engine blocks, etc.Complex internal cavity castings.;
- Eliminates the need for traditional wood/metal molds, reducing mold costs and lead times;
- High precision of sand size (error ≤0.1mm), smooth surface, improve the yield of castings.
2. Casting wax: efficient production of wax molds for investment casting
Industrial grade SLS devices can printLow ash casting waxIt is used for investment casting of aviation turbine blades, jewelry, and precision hardware, as opposed to traditional CNC machining of wax molds:
- Low surface roughness (Ra≤1.6μm) to meet the needs of precision parts casting;
- Ash content <0.1%, no residue when casting dewaxing, avoid casting defects;
- Shortened production cycle time 50% for rapid production of small quantities of precision wax molds.
3DPTEK Industrial SLS Casting Equipment Recommendation
As a leading brand in the industry, 3DPTEK offers specialized models for foundry scenarios, adapted to the needs of industrial-grade production:
- SLS Sand 3D PrinterThe molding length is up to 1000mm, which supports the mass production of large-size casting sand molds and is suitable for casting of large mechanical parts;
- SLS Wax Mold 3D Printer: High-resolution printing (layer thickness 0.08mm), compatible with standard casting wax formulations for seamless integration into traditional investment casting processes.
Industrial-grade SLS 3D printing works: from design to finished product in 5 steps
The industrial-grade SLS print process is highly automated, with a 5-step core process that eliminates the need for complex manual intervention:
- 3D design and pre-processing: Completion of the part design in CAD software, optimization of the structure (e.g., increase of wall thickness, nesting arrangement) by means of special software, and generation of STL files that are recognized by the SLS equipment;
- Powder laying: The equipment automatically spreads the powder material evenly on the molding platform, and the layer thickness is controlled at0.08-0.35mm(precision adjustable);
- Selective Laser Sintering: High-power laser scanning based on the cross-section trajectory of the part fuses and solidifies the powder particles to form a single-layer part structure;
- pile up layer by layer: The molding platform is lowered one level, the machine is re-laid with new powder, and the laser sintering step is repeated until the part is fully formed;
- Cooling & Powdering: The parts are cooled slowly in a closed environment (to avoid deformation), and the unsintered powder is removed after cooling (recyclable, with a material utilization rate of more than 90%).
V. Industrial SLS 3D Printer Industry Applications: Typical Scenarios in 4 Major Fields
With the advantages of high precision, high compatibility and fast production, industrial-grade SLS technology has landed in many key industries, and the typical application scenarios are as follows:
1. Aerospace: combining light weight with high reliability
- give birth to a childLightweight ducting, air handling componentsThe weight of the part is reduced 30%-50% through lattice structure optimization, while strength is guaranteed;
- Manufacturing of complex structural satellite components, aircraft interior mounts without assembly, reducing the risk of failure.
2. Automotive: rapid prototyping combined with low-volume mass production
- R&D phase: rapid printingHousing, bracket, dashboard prototypeThe design is validated in 3 days, shortening the development cycle;
- Mass production stage: small batch production of customized automotive interior parts and maintenance spare parts, avoiding investment in molds and reducing costs.
3. Medical field: personalization and safety at the same time
- customizablePatient-Only Anatomical Models(e.g., orthopedic surgical planning models) to help physicians accurately develop surgical plans;
- Produces personalized orthopedic instruments and surgical tools with materials that meet medical grade standards and biocompatibility.
4. Foundry sector: promoting the digital transformation of traditional processes
- Large metal castings: Direct printing of sand molds/cores for complex parts such as pump bodies and turbine housings;
- Precision parts casting: Printing of low ash wax molds for investment casting of precision parts such as aerospace turbine blades and jewelry.
Case Study: European Automotive Supplier Uses SLS 3D Printing to Reduce Cost by 40% and Increase Efficiency by 70%
A European automotive supplier needed to customize tooling for a short-term production task. The traditional solution used CNC machining, which required a 10-day lead time and high equipment costs; it switched to CNC machining.3DPTEK Industrial Grade SLS 3D PrinterAfter:
- Material Selection: High strength PA12 powder is used, the strength of the part meets the requirements of the tooling;
- Production cycle time: only 3 days from design to finished product, 70% shorter than CNC machining;
- Cost Control: No need for molds and complex machining, reducing overall costs by 40%;
- Result: Successful completion of a short production run and verification of the feasibility of SLS technology in tooling manufacturing.
3DPTEK Industrial Grade SLS 3D Printer: Why is it the Industry's Preferred Choice?
Among the many brands of industrial SLS equipment, 3DPTEK has become a popular choice for manufacturing companies due to its "mass-production oriented" design philosophy, which is reflected in its core competence in four ways:
- Large size and high speed at the same timeSome models have a molding length of up to 1000mm, which supports the production of oversized parts. Meanwhile, the printing speed is 20% higher than the industry average, which improves the efficiency of mass production;
- Strong multi-material compatibilityThe machine can be adapted to a wide range of materials such as engineering plastics, casting sand, casting wax, etc., so that one machine can meet the needs of multiple scenarios;
- Full Process Solutions: Provides a wide range of services from printing devices toCasting simulation software, post-processing equipmentThe all-in-one solution eliminates the need for additional third-party tools;
- Global Technical Support: Full-cycle service covering equipment installation, operation training and after-sales maintenance to ensure stable operation of the production line.
VIII. Future Trends of Industrial SLS 3D Printing in 2025: 3 Directions of Concern
With the advancement of material science and automation technology, industrial SLS printing will develop to higher efficiency, wider application and higher quality, and the 3 major trends in the future are obvious:
- Increased print speed without sacrificing accuracy: Through laser power optimization and multi-laser simultaneous sintering technology, the printing speed will be increased by more than 50%, while maintaining a high accuracy of 0.08mm;
- Expansion of material categoriesHigh-temperature composite materials (such as PEEK-based powders) and metal-based composite powders will be gradually landed, expanding the application of SLS in high-temperature and high-strength scenarios;
- Closed Loop Intelligent ProductionThe integrated real-time monitoring system monitors the printing process through AI algorithms and automatically adjusts the laser parameters to realize "zero-defect" mass production and reduce the scrap rate.
IX. Conclusion: Industrial Grade SLS 3D Printing, More Than a "Printer", It's a Tool for Manufacturing Innovation
Industrial-grade SLS 3D printers are no longer just "prototyping machines", they are "design-production-application" machines that are capable of linking the entire design-production-application process.Production-grade solutionsIndustrial SLS technology provides efficient, cost-effective solutions to the lightweight needs of the aerospace and automotive industries. Whether it's the lightweight needs of aerospace, the rapid response needs of the automotive industry, the personalization needs of the medical field, or the digitalization needs of the foundry industry, industrial-grade SLS technology provides an efficient, cost-effective solution.
For manufacturing companies, choosing the right industrial-grade SLS equipment (such as 3DPTEK's sand/wax mold models) not only improves productivity, but also breaks through the limitations of traditional processes and seizes the high ground for innovation - which is the core value of industrial-grade SLS 3D printing in the future of manufacturing.
工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>
Figure: Sanhe Precision and SanDi Technology sign strategic cooperation agreement
Figure: Goodyear Mould and SANDI Technology signed a strategic cooperation agreement
Cangzhou Bohai Sanhe Precision Manufacturing Co., Ltd. is a high-end casting head enterprise formed by a joint venture of several enterprises, including Japan Concord Foundry and Tianjin Binrui Trading, focusing on the research, development and production of precision castings for intelligent valve bodies, aviation hydraulic systems, gearboxes and other precision castings. In this cooperation, Sanhe Precision will introduce 3DP sand printing equipment of SANDI Technology to optimize the product development process and improve the production efficiency of complex castings, further consolidate its leading position in the global precision casting market and accelerate the upgrade to intelligent manufacturing.
Goody Mould (Shenyang) Co., Ltd. is a leading precision mold manufacturer in China, focusing on the design and production of molds for complex curved structural components such as industrial machinery, marine pumps and valves. Goody Mould will introduce SANDI's 3DP sand printing equipment for rapid verification of metal molds before development, which will significantly shorten the product development cycle, reduce the cost of the molds, and further enhance its competitiveness in the high-end mold market.

As a leading provider of 3D printing equipment and additive manufacturing services in China, SANDI Technology is committed to providing users in the foundry industry with all-round support from process optimization to production verification through its self-developed 3DP sand printing and SLS sand/wax equipment. In order to meet diversified market demands, based on 30 years of accumulation of powder laying technology, SANDI Technology has formed a complete product line of sand printing equipment, including 1.6m, 1.8m, 2.5m, 4m and other size series, covering the full size of 3DP casting sand printing from millimeter to meter level, which can meet the manufacturing needs of products of different sizes and materials, and, with lower unit cost and shorter delivery time, can help users maximize productivity.
Figure: 3DP casting sand printing equipment independently developed by SANDY Technology3DPTEK-J1600Pro/J1600Plus/J1800/J2500/J4000

From May 20-23, SANDI Technology is showcasing oversized casting sand printing and a full range of 3D casting solutions on-site during the China International Casting Expo, welcome to visit SANDI's booth (Hall S8-A06, Tianjin National Convention and Exhibition Center) to exchange ideas!

SANDY TECHNOLOGY Booth: Hall S8, Booth A06
The 23rd China International Foundry Expo will be held on May 20, 2025 at the Tianjin National Convention and Exhibition Center (No. 888, Guozhan Avenue, Xianshuigu Town, Jinnan District, Tianjin), and Beijing SANDY Technology Co.

High-precision, large-size 3DP sand printer3DPTEK-J2500
3DPTEK-J2500 is an industrial-grade 3D casting sand printer launched by SANDI Technology, with a large-size molding capability of 2500×1500×1000mm and a high-precision printing capability of ±0.3mm, which is suitable for the manufacture of large castings in the fields of aviation and aerospace, electric power and energy, ships, pumps and valves, and automobiles. The equipment adopts piezoelectric inkjet printing technology, high-resolution inkjet system and special binder formula, which can realize integrated molding of complex structures and avoid the loss of precision of traditional splicing process. Through digital moldless molding technology, it effectively reduces mold development costs and waste emissions, improves casting efficiency and quality, and helps enterprises achieve cost reduction and efficiency and sustainable development. The equipment adopts high-end core components to ensure long-term stable operation.
Sandless Box Large Size 3DP Sand Printer 3DPTEK-J4000


The sandbox-free large-size 3DP sand mold printer 3DPTEK-J4000 launched by SANDI Technology provides an efficient, high-quality and low-cost solution for the manufacturing of ultra-large castings with its disruptive technology. The device adopts sandbox-free flexible area molding technology, breaking through the traditional process of design space limitations, support for local printing, the maximum molding of 4 meters of sand molding, large size, thin-walled, multi-dimensional curved surfaces and complex cavities (such as the spiral cooling waterway) casting integrated molding, and the selling price is very cost-effective. At the same time to provide open-source material process, can be adjusted for the user on demand, supporting high-performance resin binder, curing agent, cleaning agent, to ensure the quality and stability of molding, and further reduce the overall cost.
In order to meet the diversified market demands, SANDI has self-developed 3DP casting sand and SLS casting sand/wax series printers in full sizes from millimeter to meter, which help users maximize productivity with lower unit cost and shorter delivery time.
Figure: 3DP Casting Sand Printer
Figure: SLS Casting Sand/Wax Printer
3D Castingservice

Based on 30 years of 3D printing service and casting experience, SANDI Technology has established full-size, multi-material, and full-chain rapid manufacturing service capabilities through 3D casting factories and printing service centers in Xianyang, Shaanxi, Daiming, Hebei, Pingdingshan, Henan, Yulin, Guangxi, Rizhao, Shandong, Linzhou, Henan, and Tongling, Anhui, etc., and can provide rapid R&D trial production and batch production of finished metal parts made of aluminum alloy, copper alloy, cast iron, cast steel, magnesium alloy, high temperature alloy, and titanium alloy, as well as casting sand and wax 3-D casting service. It can provide users in the fields of aerospace, electric power, ship pump valve, automobile, rail transportation, construction machinery, etc. with rapid research and development of finished metal parts made of aluminum alloy, copper alloy, cast iron, cast steel, magnesium alloy, high-temperature alloy, titanium alloy and other materials for trial production and batch production, as well as casting sand and wax 3D printing services.

Contact: 13811566237
Website:m.td-newhouse.com
Address: Building 2, No.7 House, Jin Yi Street, Shunyi District, Beijing, China
[About SANDI TECHNOLOGY
3D Printing Technology, Inc. is a 3D printing equipment and rapid manufacturing service provider, a national specialized, special and new "small giant" enterprise, and a typical application scenario supplier of additive manufacturing of the Ministry of Industry and Information Technology (MIIT). At the same time has laser and binder jet 3D printing equipment and materials technology and application process, three emperor technology business covers the development and production of 3D printing equipment, 3D printing raw materials development and production, 3D printing process technology support services, rapid finished parts manufacturing services, etc., to establish a complete 3D printing additive manufacturing industry chain, widely used in aerospace, electric power and energy, ships, pumps and valves, automobiles, rail transportation, industrial machinery, 3C additive manufacturing typical application scenarios, the Ministry of Industry and Information Technology, and the company is a leading supplier of additive manufacturing, Railway transportation, industrial machinery, 3C electronics, rehabilitation and medical treatment, education and research, sculpture and cultural creation and other fields.
]]>As a foundry owner, do you encounter this situation often?
--Customers want to do small quantities of trial parts, do a metal mold to 200,000, the result of the order is only 50 pieces, a calculation found that the mold cost more than the money earned, can only give up the order!
--The customer had an order for an aerospace part with honeycomb structure, and the traditional sand core assembly error was bigger than the part size, so it was a big headache to stare at the scrapped casting!
--Competitors with 3D printing took a well-known automotive battery pack orders, their own offer is lower than others 30% or did not win the bid, and finally inquired about the delivery of people faster than us 2 months, very helpless!
--Customers do not move to change the design of the warehouse piled up more than 300 sets of scrap molds, checking the accounts found that the mold inventory occupied half a year of profit, which is too painful to taste!
--Customers sent a complex structure of the pieces over, and said that the price is not a problem, an assessment found that the traditional casting process can not be done, looking at such a high value-added orders can only be given up!
Below we help all bosses one by one to sort out clearly, an article to let you fully understand the 3D printing sand casting technology!
What is sand 3D printing?
Sand 3D printing is a relatively new technology, simply put, is like building blocks, with special materials layer by layer "pile" out of the casting sand.
In the past, the traditional method of making sand molds may need to make molds first, and then use the molds to shape, the process is more complicated, and if you want to make some sand molds with very strange and complex shapes, it will be particularly difficult and costly. But sand 3D printing is different, it works with a 3D model in your computer. You input the data of the 3D model of the designed casting into the 3D printer, and the printer will, according to the shape and structure of the model, put special sand or sand-like materials, according to the layer by layer in a precise way and bonded up, just like using countless thin "sand pieces" gradually built into a complete sand mold. In this way, no matter how complex the shape, as long as it can be designed in the computer, it can be printed out, and the speed is quite fast, and do not need to make complex molds like the traditional method, can save a lot of time and cost it.
Principle of Sand 3D Printer
Sand 3D printing is usually done usingBinder Jetting (BJ)The basic principle is as follows:
- spread sand: The printer spreads a specific casting sand (e.g. silica sand, ceramic sand or coated sand) evenly over the printing platform.
- spray binder: The spray nozzles precisely spray the binder according to a computer model (CAD data) to bond the sand grains in a specific area.
- pile up repeatedly: The platform is lowered, sand is spread again and the binder is sprayed, curing and molding layer by layer until the entire sand print is completed.
- reprocess: Remove unbonded loose sand, harden and clean the printed sand model, which can then be used for metal casting.
What are the core problems addressed by 3D printed sand casting?
The existence or birth of each technology must have its "mission". Commonly known as a solution to a particular problem, to meet market demand, this is the value of its existence. Below we take a look at the sand 3D printing technology to solve the thorny problems encountered in the traditional casting, as follows:
- Manufacture of complex shaped partsTraditional sand casting to manufacture complex shapes is difficult and costly, such as aviation engine blades inside the fine cooling channels, traditional processes are difficult to accurately mold. 3D printing sand based on digital models, can easily turn complex shapes into reality, from the dense concave, raised automotive engine block sand, to have a subtle biomimetic structure of the shell of the medical device sand, can be perfectly rendered.
- long production lead timeTraditional sand casting need to go through a long process of designing molds, manufacturing molds, debugging molds, large-scale mold manufacturing cycle often exceeds a few months. 3D printing sand without mold production, directly according to the digital model printing, design modification is only required to operate the model on the computer, reprinting can be, can significantly shorten the production cycle. Such as research and development of new automotive engine block, the traditional casting mold scrap remake at least two weeks, 3D printing sand can be completed on the day of the new model printing, the next day can be put into casting.
- Difficulty in cost controlTraditional casting mold manufacturing material waste is serious, the utilization rate of complex mold materials is less than 30%, and high labor costs. 3D printing sand on-demand printing, accurate sand, material utilization rate of more than 90%, reduce waste. High degree of automation of the printing process can reduce labor costs. Take a small foundry as an example, with an annual production capacity of 5,000 pieces of small pipe fittings castings, after the introduction of 3D printed sand, the material cost will be reduced by 150,000 yuan per year, and the labor cost will be cut by 200,000 yuan.
- Low precision of castingsThe traditional sand mold due to mold wear, parting surface fitting error, casting size deviation often exceeds ±1mm, subsequent machining allowance, material waste, and prone to local loosening, sand entrapment and other defects, resulting in uneven mechanical properties of the casting. 3D printing of the sand model by the digital model of the precise drive, sand size accuracy of up to ±0.5mm, can achieve uniform compactness, to avoid uneven sand loose, and at the same time optimize the solidification process to significantly reduce shrinkage holes, shrinkage, to ensure reliable internal quality of the casting. At the same time, the solidification process is optimized, greatly reducing shrinkage holes and shrinkage loosening, and ensuring stable and reliable internal quality of castings.
- High environmental pressureTraditional casting mold manufacturing produces a large amount of waste metal, waste plastic, sand processing waste sand piles up. 3D printing sand production, unused sand can be recycled and reuse, very little waste, and the printing process does not require a large number of chemical binders, reducing the emission of hazardous gases, and improve the workshop environment. According to statistics, after the adoption of 3D printing sand mold, the casting workshop waste emissions reduced by more than 80%, dust, harmful gas concentration of environmental standards.
How does a foundry evaluate if they need to buy a sand 3d printer?
The price of a sand 3D printer is not cheap (usually the larger the size the more expensive), to buy is relatively cautious, especially small and medium-sized foundries. In order to help bosses to assess whether there is a need to buy, we have specially organized the following some evaluation points, to give the boss of the traditional foundry a reference, and then according to their own situation to decide whether to buy:
production requirement
- Product complexity: If the foundry often produces complex shapes, castings with fine structure or internal channels, such as aero-engine blades, automobile cylinder blocks, etc., the traditional process is difficult to meet the requirements, sand 3D printer can play an advantage.
- Production size and lot size: For small-volume, multi-variety casting production, sand 3D printers offer the flexibility to quickly switch products without the need to make molds, reducing costs and cycle time. However, for large-scale, single-species castings, traditional processes may be more cost-effective.
- Delivery period requirementsThe sand 3D printers allow for shorter lead times and quicker order response if the customer has stringent lead times.
cost-effectiveness
- Investment in equipmentThe cost of purchasing a sand 3D printer, installation and commissioning costs, and maintenance costs need to be taken into account.
- running cost: Includes printing materials, energy consumption, and labor costs. Compare with the traditional casting process and analyze the high and low long-term running costs.
- potential gainConsider the potential benefits of using sand 3D printers in terms of improved product quality, shorter cycle times, and lower scrap rates.
technical capability
- Employee Skills: Evaluate how well your current employees know 3D printing technology and whether you need to train or recruit specialized talent.
- Technical Support: To understand the technical support capability of the equipment supplier, including whether the services such as installation and commissioning, training and fault repair are timely and effective.
market competition
- Industry Trends: Keep an eye on your peers to see if they are already adopting sand 3D printing, and if competitors are already using it and gaining an advantage, foundries may need to consider purchasing it in order to remain competitive.
- client needThe purchase of sand 3D printers can help to meet the needs of customers who want to see foundries adopting advanced technologies to improve product quality and productivity, as well as to increase their competitiveness in the marketplace.
environmental requirement
- If the local environmental protection requirements are strict, the traditional casting process is under great pressure in terms of waste sand treatment and exhaust gas emission, etc., sand 3D printers can help enterprises meet the environmental protection requirements due to the advantages of high material utilization rate and low waste.
What kind of talent is needed for sand 3D printing?
Considering that many traditional foundry enterprises may not be equipped with 3D printing sand casting related professionals, we have specially organized the position of workers need to have what aspects of the skills and usual job duties, so that factories in the recruitment of reference.
Professional Requirements:
- Mechanical Engineering, Materials Science, Foundry Engineering, Additive Manufacturingand other related majors;
- Familiarity with sand 3D printing (Binder Jetting) technology and experience in operating related equipment is preferred;
- skillful useCAD, 3D modeling software (e.g. SolidWorks, AutoCAD, Magics, etc.), with basic data processing skills;
- Understand the casting process, familiar with sand material properties, post-treatment process and common casting defects analysis;
- Ability to maintain and troubleshoot equipment and independently solve common problems in equipment operation;
- Good teamwork skills, able to work closely with casting engineers and production team to optimize the production process;
- Strong learning ability to quickly grasp new technologies and a keen interest in the application of additive manufacturing in the foundry industry.
Job Description:
- be in charge ofSand 3D Printerday-to-day operations, including equipment commissioning, print job execution and quality control;
- Process 3D printing data, including CAD model optimization, slicing and printing parameter settings;
- Supervise the printing process to ensure that the quality of the sand mold meets the casting requirements and that the necessary post-processing (e.g., cleaning, hardening, etc.) is performed;
- Responsible for the maintenance of equipment, troubleshooting and solving problems in the printing process to ensure stable equipment operation;
- Collaborate with the casting technology team to optimize the process of 3D printing sand molds to improve casting quality and production efficiency;
- Research and introduce new materials and processes to continuously improve the application of sand 3D printing in casting production;
- Responsible for in-house training of personnel on 3D printing technology to improve the overall technical level of the team.
summarize
In summary, sand 3D printing technology has brought many opportunities and changes for traditional foundries, which can effectively solve a series of thorny problems faced by the traditional casting process, such as the manufacturing of complex shaped parts, long production cycle, difficult to control the cost, poor casting accuracy and environmental protection pressure. Through a comprehensive assessment of production demand, cost-effectiveness, technical capabilities, market competition and environmental requirements, foundry owners can be more scientific and rational judgment whether to introduce sand 3D printer. Equipped with professional technical personnel, is to ensure that this technology in the foundry in the smooth landing, play the key to maximize performance.
In the increasingly competitive foundry market, take the initiative to embrace new technologies, and actively make changes, may be able to seize the first opportunity to realize the transformation and upgrading of enterprises and sustainable development. For traditional foundries, sand 3D printing technology is not only a technology change, but also a breakthrough in the development of bottlenecks, enhance core competitiveness of the perfect opportunity. I hope that all foundry bosses can combine the actual situation of their own enterprises, fully weigh the pros and cons, to make the most suitable for the long-term development of the enterprise's decision-making, so that the enterprise in the tide of the times to ride the waves, sailing to a broader market blue sea.
]]>1. Addressing the limitations of traditional casting processes
Difficulty in molding complex structures
Conventional casting processes often face enormous technical difficulties and high costs when manufacturing sand molds of complex shapes. For example, aircraft engine blades usually have fine and complex cooling channels inside, the traditional process of manufacturing such molds is extremely difficult. The sand 3D printer through digital modeling and layer-by-layer printing technology, can easily achieve the manufacture of complex shapes of sand molds, greatly reducing the technical threshold and cost.
Customized production is limited
With the rise of personalized consumption and niche markets, the demand for small-lot, customized castings is growing explosively. However, the traditional casting process, with its high mold opening costs and long customization cycle, is difficult to meet the market's rapid response needs. Sand 3D printers do not require molds and are able to quickly design and print sand molds according to customers' special specifications, shapes and performance requirements, greatly improving the flexibility and efficiency of customized production.



2. Enhancing production efficiency and cost control
long production lead time
Traditional sand casting requires a lengthy process of designing the mold, manufacturing the mold, commissioning the mold, etc. The manufacturing cycle for large molds often exceeds several months. During the period may also be due to design changes or mold defects lead to rework, further extending the production cycle. Sand 3D printers do not need to make molds, directly according to the digital model printing, can significantly shorten the product development cycle, improve production efficiency.
Difficulty in cost control
In the traditional casting mold manufacturing process, the material waste is serious, and the material utilization rate of complex molds is less than 30%. In addition, from the molders to the molding workers, mold repair workers, the manpower investment is large, which further pushes up the cost. Sand 3D printer on-demand printing, accurate sand, material utilization rate of more than 90%. high degree of automation in the printing process, reducing the cost of manpower, significantly reducing production costs.
3. Improving product quality
Low dimensional accuracy
Traditional sand mold due to mold wear, parting surface fitting errors and other issues, casting size deviation often exceeds ± 1mm, subsequent machining allowance, material waste. Sand 3D printer by the digital model precision drive, sand size accuracy up to ± 0.5mm or less, reducing the machining process, reducing costs.
Uneven internal quality
Traditional sand molds are prone to localized looseness, sand entrapment and other problems, resulting in uneven mechanical properties of castings, prone to cracks and other defects. Sand 3D printer can achieve uniform compactness, to avoid uneven sand loose, and at the same time, optimize the solidification process, significantly reduce shrinkage holes, shrinkage, to ensure stable and reliable internal quality of the casting, to enhance the performance and service life of the product.
4. Environmental advantages
Traditional casting mold manufacturing produces a large amount of waste metal, waste plastic, sand processing waste sand piles up. The annual capacity of 10,000 tons of castings of the factory, the annual emissions of waste sand more than 5,000 tons, high treatment costs and pollution of the environment. Sand 3D printer in the production, unused sand can be recycled and reuse, very little waste. In addition, the printing process does not require a large number of chemical binders, reducing the volatilization of harmful gases and improving the workshop environment.
5. Reasons why foundries deserve sand 3D printers
Improvement of production efficiency
Sand 3D printer can quickly respond to market demand, especially suitable for frequent re-modeling of small batch products. It allows foundries to quickly meet customers' individual customization needs and improve customer satisfaction and market competitiveness. At the same time, the sand 3D printer supports mass production, which can print a large number of high-quality sand molds in a short period of time to meet the needs of large-scale production and improve production efficiency and yield.
Reduced production costs
Sand 3D printing technology directly prints sand molds without opening molds, thus greatly reducing the cost of opening molds, especially suitable for small batch and complex structure production needs. In addition, sand 3D printing equipment can be operated with only simple training, and does not require a lot of manpower synergy, which can effectively reduce the dependence on skilled workers, so that foundries can easily cope with the recruitment difficulties and expensive labor problems.
Enhancing Product Quality
Sand 3D printers are more accurate, such as the3DPTEKof 3D printing equipment, which means that the dimensional accuracy of castings is dramatically improved, the one-time pass rate of products is significantly increased, the scrap rate is reduced, and the foundry is allowed to utilize its resources more efficiently. At the same time, the 3D printed sand mold has better precision and surface quality, reduces the amount of grinding and finishing work, makes the production process cleaner, and improves product quality and process consistency.
Optimization of production management
With a compact body design, the sand 3D printer occupies a small area and is flexible to install, which is suitable for the different site layout requirements of small and medium-sized foundries. Modular production solutions can also support easy expansion of enterprises to achieve multi-machine linkage. Part of the sand 3D printer support digital monitoring system, business managers can monitor the production progress and equipment status in real time, to achieve a fully controllable production process, equipment operation data can be automatically stored to facilitate the optimization of production strategies.




6. Concluding remarks
The emergence of sand 3D printers not only solves many problems in the traditional casting process, but also brings unprecedented opportunities for the foundry industry. It provides foundries with strong competitiveness by improving production efficiency, reducing production costs, improving product quality and optimizing production management. With the continuous progress of technology, sand 3D printers will play an increasingly important role in the future of the manufacturing industry, promoting the foundry industry to a more efficient, more environmentally friendly and smarter direction.
]]>