Quick Answer. Sand 3D Printing Market to Accelerate Expansion on the Back of Digitalization & Flexible Manufacturing Demand by 2026. The technology is utilized throughMoldless moldingIt has shortened the development cycle of complex castings from months to weeks and reduced the cost by up to 70%, and is becoming the core solution for rapid prototyping and low-volume production in aerospace, high-end automotive and other fields.
Key Takeaways
- Transformational Core Drivers: The market forMulti-species, small batch, fast responseThe demands of the industry have forced the foundry industry to upgrade to flexibilization and digitalization.
- technological discontinuity::Binder jetting technology The elimination of physical molds and the direct implementation of "design data to sand" is the underlying logic of the process innovation.
- Clear return on investmentIn complex part prototyping scenarios, the technology can reduce the cost of a single development from a million dollars to less than 100,000 dollars, and the payback period can be reduced to as low as2-3 yearsThe
- Market window: The period up to 2026 is a critical phase for completing the technology layout and establishing capacity and experience advantages.
Market Panorama: The Inevitability of Digitalization and Flexible Transformation
The current pain point in the foundry industry is not the efficiency of a single segment, but the structural mismatch between the entire production paradigm and market demand. We observe three irreversible trends:
1. Shortened product life cycle: Especially in the automotive and high-end equipment fields, the product iteration speed has been shortened from 5-7 years in the past to 2-3 years. Traditional mold development (time-consuming)3-4 monthsCost1-2 million dollars) has become unbearable.
2. Demand for customization and lightweighting explodes: integrated die casting for new energy vehicles, complex inner runner components for aerospace, and unique shapes for works of art, these designs are important to theInternal cavities, thin-walled, shaped cooling channelsThe realization of this is extremely demanding and can hardly be economically accomplished by conventional mold making methods.
3. Supply chain resilience requirements: Geopolitical and cost pressures are driving manufacturers to seek shorter, more controllable localized supply chains. Digital, local production capabilities that can respond quickly to design changes and do not need to rely on offshore tooling processing are particularly valuable.
Sand 3D printing, especiallyBinder Jetting TechnologyThis is the "scalpel" solution to these challenges. It is not simply a replacement for manual modeling, but rather a fundamentalReorganized production processes::
* Process Comparison::
| annular ring | Traditional Casting Process | Digitalization process based on sand 3D printing |
|---|---|---|
| Core path | 3D design → open metal/wood mold → molding (hand/machine) → casting in box | 3D design → direct printing of sand mold/core → casting in box |
| time cycle | Weeks to months | Days to 2 weeks (for the first one) |
| Modification costs | Modifying or re-molding can be costly | Modify CAD models at near-zero marginal cost |
| (math.) geometric complexity | Constrained by processes such as mold pulling | Virtually unlimited, negative angle, shaped orifices can be manufactured |
Core Driving Force: In-depth Analysis of Industry Application Requirements
The popularization of technology is always driven by practical needs. Sand 3D printing has changed from "optional" to "mandatory" in many fields:
* Aerospace & MilitaryThis is the "high ground" for technology validation. Demand is centered onHigh temperature alloys, titanium alloysof difficult-to-process materials such asSingle piece, small lotComplex components such as engine blades, magazines, satellite mounts. For precision (usually required)±0.3mm(within) and sand strength requirements are extremely high. Leading domestic companies such asLongyuan Forming (Longyuan AFS) Relying on its nearly 30 years of experience in industrial-grade printing, it has accumulated a large number of successful cases in this field.
* Automobiles (especially new energy and premium brands): The core drivers areRapid prototyping and lightweightingThe test is conducted on the basis of the following characteristics. Used for prototype verification and small batch production of engine block cylinder head, gearbox housing, battery box bracket, etc., which can advance the cycle time of bench test.2-3 months. For example, using the3DPTEK-J SeriesThe sand pattern printed by the equipment has been widely used in the R&D centers of many domestic mainstream automobile enterprises, helping them to reduce the development cost of single-wheel samples.70% Above.
* Pumps, valves and heavy machinery: The needs areShorten lead times and respond to customized orders. Large, complex pump bodies and valve bodies usually require large equipment. For example, molding sizes up to2500×1500×1000mm(used form a nominal expression)3DPTEK-J2500The model is capable of integrally printing large pump casing sand molds, avoiding cumbersome block production and assembly, and significantly improving the delivery reliability of large castings.


* Artwork and Cultural Creation Casting: The core of the demand isRealization of the artist's arbitrary creativityThe digital sculpture is free from the need to rely on skilled mold makers. Digital sculptures can be converted directly into sand molds, perfectly reproducing complex textures and organic forms.
Outlook 2026: Technology Development and Market Landscape Forecasts
Based on the current technology iteration speed and market feedback, we make the following judgment on the market in 2026:
1. technological development::
* Large-scale and high-speed equipment in parallel: The market will simultaneously require more efficient oversized devices (such as4-meter classprinting platforms) and small to medium-sized high-speed devices geared toward quick turnaround. Print speeds will increase from the current20-30 seconds/layerGeneral upgrading.
* Openness of material system becomes the focus of competitionClosed systems that bind specialized consumables will gradually lose their advantage. Compatible with a wide range of resins and different particle sizes (e.g.70/140 mesh, 100/200 mesh) silica sand, Baobab sandOpen Material Platforme.g.3DPTEKThe strategies employed will provide users with better cost control and process flexibility.
* Integration and Automation::Automatic sand cleaning, molding cylinder transfer, online inspectionThe post-processing unit will be deeply integrated with the printing host to form a one-stop solution of "Printing - Sand Cleaning - Drying", which is a real step forward to unmanned and continuous production.
2. market landscape::
* Depth of application from "trial production" to "production" penetration: In 2026, the proportion of technology used for direct end part production will increase significantly, especially in batches ofTens to hundreds of piecesThe segmentation of the
* The Rise of Regional Manufacturing Networks: Rely on3DPTEKEnterprises such as the construction of the "National Distributed Intelligent Manufacturing Cloud Service Platform" model will be more common to realize the capacity of the cloud scheduling and nearby services, reshaping the regional casting supply chain.
* Value for money becomes the dominant decision-making factor: As domestic equipment manufacturers make breakthroughs in core components (e.g., printhead control, software algorithms) withHigh stability, open system, localized serviceThe market share of domestic brands will continue to expand, providing users with a shorter return on investment cycle than traditional imported equipment.
reach a verdict: This is no longer the time to discuss the "need" for sand 3D printing, it is the time to discuss the "need" for sand 3D printing.How to choose the right path to upgrade2024-2026 is the key investment period for enterprises to build digital casting capability and seize the high ground in the future market. The cost of waiting will be much higher than the risk of early layout.
5 core indicators in-depth dismantling: read the real performance of sand 3D printer
Having understood the market trends and the inevitability of the transition, the next key step is to cut through the marketing jargon and assess the true capabilities of the equipment from an engineering perspective. Selecting aSand 3D Printer, essentially choosing a set ofDigital Production SystemIts performance can never be summarized by a single parameter. Its performance can never be summarized by a single parameter, but is defined by the following five interrelated core indicators. Our analysis is based on long-term field tests and production data.
1. Printing accuracy and surface quality: transfer of accuracy from sand mold to casting
This is the primary indicator of whether a casting is "usable" rather than "castable". A distinction must be madePrinting Accuracytogether withFinal casting accuracyThe
Analysis of Sand Printing Accuracy::
Dimensional tolerances: Usually expressed as "±0.3mm (≤300mm)". This refers toThe sand itselfdimensional deviations in a controlled environment. For example3DPTEK-J1800In the technical solution, this accuracy is achieved by high precision linear motors with a closed-loop control system. It is important to note that tolerances are relaxed as the size increases, and machines with proportional representations (e.g., 0.1%) are more favorable for larger parts.
Minimum Wall Thickness/Feature Size: This directly determines the ability of the machine to print complex thin-walled sand cores or fine runners. This capability is determined by thePrinthead Resolution (DPI) cap (a poem)Thickness of sand layerA 400 DPI printhead in conjunction with a layer thickness of 0.25-0.3mm will typically achieve a3-5mmThe stabilized minimum wall thickness of the
surface roughness: The roughness of the sand surface (Ra value) directly affects the difficulty of sand cleaning and surface finish of castings. It is mainly determined by sand grain size (e.g. 100/200 mesh is finer than 70/140 mesh) and binder penetration control technology. The uniform surface of the sand mold printed by excellent equipment can reach about Ra 12.5μm, which provides a good substrate for subsequent application of refractory coatings.
Effects on castings and measurements::
Chain of loss of precision: Sand mold accuracy → (coating layer thickness error) → (metal solidification shrinkage) → casting accuracy. Therefore, a high-precision sand mold is the key to high-quality castings.necessary but insufficient condition (math.)The
standard of measurement: must be used3D scannermaybeLarge-scale Coordinate Measuring Machine (CMM) Critical positioning dimensions and wall thicknesses of the printed sand pattern are inspected and compared to the original CAD model to generate a chromatographic deviation report. Caliper measurements alone cannot be fully evaluated.
2. Building box size and efficiency: bigger is not better
The choice of build box size (molding size) is a balancing act, directly related to investment efficiency and production flexibility.
Selection Strategy Matrix::
| production requirement | Recommended Build Box Sizing Strategies | Core considerations |
|---|---|---|
| Large single castings (e.g. machine tool bases, large pump housings) | Select a size equal to or slightly larger than the maximum contour of the part. For example, to produce a pump body of about 2 meters, a machine such as the 3DPTEK-J2500 (2500 x 1500 x 1000 mm) should be considered. | Ensure one-time integral molding, avoiding the loss of precision and strength risk caused by segmented splicing. |
| Small batch, multi-variety (e.g. engine trial, multiple valve bodies) | Select a medium-sized build box (e.g., 1000-1800mm long side) and utilize the height direction (Z-axis) for nested multi-part printing. | Maximizes the number of parts printed in a single pass, diluting the cost and time of printing a single sand pattern. Maximum equipment utilization. |
| Mix of oversized and regular sizes | Consider "one large, one small" or "one medium, one large" equipment combinations. | Optimize your investment portfolio by using small machines to cope with fast-turnaround R&D parts and large machines to safeguard the capacity of large parts. |
Key Insights: The build box'seffective utilizationMore important than nominal size. The internal structure of the device needs to be evaluated for ease of automated multi-part nesting and the intelligence of the software nesting algorithms.
3. Material systems and compatibility: the lifeblood of cost control and process flexibility
An open material system is the key to avoiding "consumable bonding" and achieving long-term cost optimization. The compatibility of the machine with different sand materials and binders must be a central concern.
Mainstream material properties and equipment suitability::
- Silica sand (quartz sand): Most commonly used and lowest cost (about 600-800 RMB/ton). However, it requires high uniformity of sand spreading on the equipment, and the difference in fluidity will affect the quality of the layer.open systemAllow users to choose different mesh sizes according to casting requirements (e.g. 70/140 mesh for common parts, 100/200 mesh for parts with high surface requirements).
- Baobab Sand (Ceramic Sand): Spherical particles, excellent fluidity, printed sand surface is more polished, better thermal stability, suitable for high alloy steel, large castings. But the price is 3-5 times of silica sand. The equipment needs to be able to adapt to its different packing density and bonding characteristics.
- coated sand: Sand material pre-coated with resin, usually used for thermal printing. In binder jetting equipment, specializedCold core box resinSystem. The equipment supplier shall provide a validated process parameter package.
Binder compatibility::
- core judgement: Can the equipment only be used with special binders specified by the original manufacturer? Or is it compatible with the mainstream marketFuran resin, phenolic resineveninorganic binder(environmental trends)?
- Economic impact: The open system allows users to purchase resins from multiple suppliers, reducing material costs through market competition. For example.3DPTEKThe equipment supports the use of third-party resins that meet specifications, which alone can result in significant annual savings in consumable costs for large foundries.
4. Printing speed and capacity: looking beyond "layer time" to real outputs
Vendors often advertise "XX seconds/layer", but the disengagement of thelayer thicknesscap (a poem)Build Box UtilizationTalking about speed is meaningless. Real capacity should be measured in terms ofLiters per hour (L/h) maybeKilograms per hour (kg/h) (used form a nominal expression)Effective molding volume rateto measure.
Parameter depth correlation::
* layer thickness: Increasing the layer thickness (e.g. from 0.25mm to 0.35mm) significantly reduces the total number of layers and shortens the print time, but at the expense of Z-axis accuracy and surface step effects. Superior equipment allows the0.2-0.5mmFlexible adjustment to part requirements within the range.
* Sand spreading and jetting speedBoth must be optimized in tandem. High-speed sanding needs to be matched to a high-speed scanning printhead system, otherwise it can become a bottleneck. For example, the use of parallel scanning with multiple printheads (such as the3DPTEK-J4000(using 16 nozzles) is the fundamental way to increase speed.
Real Capacity Calculation::
`Capacity per day ≈ build box volume × fill rate × (24 hours / total time for single box printing and preparation)`
Fill rate is dependent on part nesting density, while "total time" includes printing, sanding, sand preparation, etc. Highly automated machines (with automatic sand cleaning stations, alternating dual cylinders) can minimize non-printing time, thus improving overall equipment effectiveness (OEE).
5. Equipment reliability: the basis for stable production and a source of hidden costs
This is the metric that is most easily overlooked by parameter tables, yet determines long-term operational success or failure. Reliability is reflected inMean Time Between Failure (MTBF) cap (a poem)Critical component lifeUp.
Stability analysis of key components::
- printhead: Industrial piezo printheads typically have a life expectancy of1-2 years(depending on the level of maintenance). The core lies in the equipment'sink supply systemAvailability of constant pressure, recirculation, filtration and automatic cleaning to prevent clogging. The high cost of printhead replacement (up to tens of thousands of dollars per unit) makes the system's printhead protection design critical.
- Sanding system: Uniformity and consistency of sand spreading is the cornerstone of layer quality. The durability of the vibratory spreading mechanism and the wear cycles of the scrapers or rollers need attention. The system should be able to maintain a long-term spreading density error of less than 0.5 percent.±1%The
- Motion Control System: The ability to maintain the accuracy of linear motors/modules and guideways under long-term high-speed reciprocating motion. This is directly related to the equipment in3-5 yearsWhether the factory accuracy is still maintained after
Assessment methodology::
- Access to historical data: Require vendors to provide equipment of the same typeOn-site runtime loggingcap (a poem)Critical Component Replacement LogThe
- on-site inspection: Visits to users in production, especially those already using the equipmentMore than 2 yearsplants to hear their direct feedback on stability, failure frequency and maintenance costs.
- stress test: During prototype testing, attempt to continuously print a high fill rate, time-consuming job and observe the device's performance on theLong-time warm-up stateOperational stability and accuracy consistency under
reach a verdict: Evaluation of oneSand 3D Printingmachine, it is important to use these five indicators as atotal systemThe trade-off. High accuracy can come at the expense of speed, and fully enclosed material systems are stable at the expense of cost control. For foundries looking for long-term competitiveness and return on investment, choosing a machine in theAccuracy, efficiency, material openness, reliabilityEquipment with an optimal engineering balance between the two, and with a sufficiently localized service case, is the first step towards success in digital casting.
Global Brand Power Showdown: A Comprehensive Comparison of International Giants and National Brands
With an in-depth understanding of the technical specifications, how to translate these parameters into specific brand and equipment choices is the clincher for purchasing decisions. GlobalSand 3D PrintingThe market is led by two major technology schools: the established players represented by Germany/USA, and the3DPTEK(SANDI Technology/Longyuan Molding) This section will provide an in-depth analysis of the technology accumulation and market strategy and actual performance of the company. This section will provide in-depth analysis from technology accumulation, market strategy and actual combat performance.
1. International giants: technology pioneers and market positioning
International brands, represented by German and American veterans, are the early definers of binder jetting technology, with the advantage of deep technical accumulation and globalized high-end market cases.
* Technical features and flagship models::
* German: by itsHigh-speed large-area printingThe centerpiece of this technology is the unique sand spreading and scanning system. Its flagship model has a molding size of up to 4000 x 2000 x 1000 mm and is designed for very large castings (e.g. wind power, ship components). Its technology line emphasizes production speed and large build volumes, giving it a head start in dealing with huge monolithic sand molds.
* United States of America: more focused onMaterials Science and Process StabilityThe company is well known for its in-depth research into the suitability of binder formulations for a wide range of casting materials. The company's equipment is used in automotive and aerospace R&D centers around the world and is known for the maturity and repeatability of its process packages.
* Strengths and Positioning::
* dominance: Long history of the brand, with a rich global case base of high-end applications (especially aerospace); extensive early patenting; and a relatively mature software ecosystem (e.g., integration with mainstream CAD/CAE).
* positioning (marketing): Key AnchorsHigh-end R&D organizations, large multinational enterprisesAs well as first tier users who are on a budget and have hardcore branding requirements. Their offerings often include specialized materialsClosed or semi-closed systemsThis ensures that the process is optimized, but the user's flexibility in material selection is relatively limited.
2. The rise of national brands: technological breakthroughs and localization advantages
in order to3DPTEKThe national brands represented by the company are not simple technology followers. They are based on a deep understanding of China's foundry industry ecology, out of aCost-effective, open and flexible, in-depth servicesThe path of differentiation.
Technological breakthroughs and typical models::
- Self-developed core: Taking 3DPTEK as an example, it has achieved in-house research and development from the underlying software (AFSWin3DP system), motion control to the ink supply system, freeing it from dependence on a specific upstream supply chain. This enables its equipment to respond quickly to local process demands for iteration.
- Product Matrix Coverage: We have formed a clear product line for the multi-level needs of the Chinese market:
- 3DPTEK-J1600 Pro/J1800The most widely proven "workhorse model" for medium-sized foundries and R&D centers is the one that achieves the golden balance of accuracy (±0.3mm), speed, and cost for molding sizes from 1600 to 1800mm.
- 3DPTEK-J2500/J4000: Standardize the international large-scale equipment to meet the heavy machinery, large pumps and valves and other areas of theAll-in-one large-size sand printingDemand. It improves the productivity of large-scale equipment while ensuring accuracy through multi-nozzle cooperative scanning and automated sand cleaning and transfer systems.
Core Competitive Advantages::
- The ultimate price/performance ratioThe purchase cost of domestic equipment is usually only as low as that of international brands for the same molding size and accuracy level. 1/2 to 2/3. This dramatically lowers the initial investment threshold for digital transformation in foundries.
- Open material system: This is a strategic difference. Domestic equipment generally supports the use of third-party sand materials (70/140 mesh, 100/200 mesh silica sand, pearl sand) and resins (furan, phenolic) that meet specifications, returning the choice of consumables and cost control to the user. Only one material, long-term operating costs can be further reduced. 20%-30%The
- Deep localization service and fast response: Based on a nationwide network of distributed manufacturing service centers (e.g., in Beijing, Anhui, Zhejiang, Shandong, etc.), it can provide everything from equipment installation and process training to production support.24-hour rapid on-site response. This is essential to guarantee continuous production.
- Production validation feeds into equipment developmentFor example, 3DPTEK operates a number of digital casting service centers and handles more than 2,000 prototyping projects annually. This "manufacturing services" and "equipment manufacturing" dual-wheel drive model, so that its equipment function updates directly from the real production pain points, more practical.
3. Multidimensional comparative analysis
The following table provides a direct comparison of the two types of brands in terms of key dimensions, with data based on public technical programs and industry research:
| comparison dimension | International Brands (USA, Germany) | Representatives of national brands (3DPTEK as an example) | Procurement Decision Insights |
|---|---|---|---|
| Technical sources | Early independent research and development, deep patent barriers | Completely independent research and development, focusing on localized process adaptation and breakthroughs in core components. | Domestic technology has been independently controlled, without the risk of "necking". |
| Core parameters (as an example for medium-sized machines) | Accuracy: ±0.2-0.3mm; layer thickness: 0.28-0.3mm | Precision: ±0.3mm (≤300mm); layer thickness: 0.2-0.5mm adjustable | The basic performance parameters have been neck and neck, the domestic equipment in the layer thickness adjustable range is more flexible. |
| Price range (medium-sized machines) | Higher, RMB millions to tens of millions | More competitive, usually in the million to multi-million dollar range | The payback period for domestic equipment is significantly shorter, generally within 2-3 years. |
| Material systems | Mostly closed or semi-closed systems, recommended or bundled with specialized consumables | Open system, compatible with the market mainstream sand and resin, the user has a high degree of freedom of choice. | Open systems are the key to long-term cost control and process optimization for companies that want to master their core processes. |
| software ecology | Specialized software, good integration with some international mainstream industrial software | Self-developed software (e.g. AFSWin3DP), which is more suitable for domestic designers' operating habits and supports localized formats and customization needs. | The software needs to be evaluated for ease of use, data handling capabilities and interface with existing design processes. |
| After-sales service network | Reliance on in-country agents or limited service centers with relatively long response times | Nationwide multi-center direct sales and service network, providing rapid on-site support, process training and spare parts supply | The value of localized rapid response for ensuring production continuity is immeasurable. |
| Typical application focus | High-end R&D, oversized monoblocks, global standard projects for multinationals | Rapid prototyping, small batch flexible production, localization of large castings, cost-sensitive scale-up applications | It needs to be matched to your product mix, budget and responsiveness needs. |
Concluding insights::
International brands and domestic brands are not simply "substitutes", but form a differentiated market stratification. For the pursuit of the world's top process verification, budget and strict requirements of the brand enterprise, international brands are still a reliable choice. However, for the vast majority of Chinese foundry enterprises, the core needs areStable, efficient, autonomous and controllable digital production capacity at an affordable cost. in order to3DPTEKThe national brands represented by theOpen system, in-depth localization services, proven reliability in mass production, and significant price/performance advantagesThe company has become the mainstream choice in the market and is redefining the value standard of industrial-grade sand 3D printing. Choosing a national brand is not only a cost consideration, but also a strategic partner who understands the pain points of Chinese manufacturing and can grow together with the enterprise.
Uncovering Hidden Costs: A Complete Financial Model for Equipment Procurement and Operation and Maintenance
After the technical parameters have been compared and the brand analyzed, a pragmatic manager must look at the financial aspect.Sand 3D PrinterThe investment decision should never be based on equipment quotations alone. It is a systematic investment whose true cost is determined by theInitial capital expenditure (CAPEX)cap (a poem)Ongoing operating expenses (OPEX)Together. Neglecting any one of these components can nullify the expected return on investment (ROI). This section will provide you with a complete framework for financial analysis.
1. Initial investment checklist: visible and invisible CAPEX
The price of the equipment body is just the tip of the iceberg. The initial investment for a complete system that can be put into production immediately consists of at least the following components:
Device Ontology and Core Configuration: i.e. the price of the printer mainframe. Need to clarify whether the offer includes standard configuration (such as a certain number of printheads, basic software licenses).
Installation, commissioning and basic training feesThe price of the equipment is typically 21 TP3T-51 TP3T, which includes machine set-up, leveling, electromechanical connections, commissioning of basic process parameters and initial operator training.draw attention to sth.: choose something like3DPTEKThese types of brands with multiple service centers across the country can effectively reduce the additional installation costs associated with remote travel.
Essential "post-processing equipment" investment (often underestimated)::
| aftertreatment | Necessary Equipment / Workstations | Functionality and cost implications |
|---|---|---|
| clear sand | Dedicated desanding station / Negative pressure desanding room | Remove unbonded loose sand from molded parts. Manual desanding is extremely inefficient and dusty. An automated desanding station, such as the model with the 3DPTEK-J2500, is a key investment for continuous productivity and occupational health. |
| Curing / Drying | Oven or curing station | Post-curing is essential for processes using certain resin systems or where the strength of the sand mold needs to be increased. The machine must be sized to match the maximum print pattern. |
| Sand Coating | Paint mixing and painting station | Applying refractory coatings to sand molds is a critical step in obtaining a quality casting surface. Investment in paint mixing equipment and a drying site is required. |
| Sand handling and recycling | Sand sifter, sand temperature regulator | Screening, cooling and reusing recycled sand directly affects material costs and print quality. For large-scale continuous production, this is a necessary investment. |
Initial stock of consumables: In order to start production, an initial stock of molding sand (e.g. silica sand, pozzolanic sand) and binder (furan/phenolic resin) needs to be purchased. For a medium-sized machine, for example, the first stock of sand usually requires 10-20 tons and a few hundred kilograms of resin.
2. Ongoing "Operational and Maintenance Equipment Cost (OPEX)" disaggregation
This is the "hidden engine" that determines long-term profitability. Accounting must be refined on a monthly/yearly basis:
Cost of consumables (variable cost body)::
- Printing Abrasives: The cost depends on the type of sand (about 600-800 RMB/ton for silica sand and 2,000-3,000 RMB/ton for Baobab sand) and thesand-iron ratio. Through optimized design (such as lightweight hollow structure), the sand-iron ratio can be reduced from the traditional 5:1-6:1 to 3:1-4:1, which directly saves more than 30% of sand cost.
- Bonding agent: Resin consumption is usually 1.5%-2.5% of the sand weight.Open material systemThe advantages are highlighted here: users can purchase more cost-effective compliant resins without being tied to high-priced specialty consumables. For example, costs can be reduced by $5-10 per kilogram by using compatible third-party resins.
- Core wearing parts - printheads: The industrial piezo printhead is a major consumable core component. Its life span is about 1-2 years, and the replacement cost of a single unit can reach tens of thousands of dollars.Annual printhead replacement budget. The equipment's nozzle maintenance system (e.g., automatic cleaning, recirculation filtration) can effectively extend its life.
Energy and indirect costs::
- Electricity consumptionThe main sources are the powder laying motor, the servo system, the heating unit (if any) and the air compressor. A medium-sized sand printer (e.g.3DPTEK-J1800) The rated power is usually in the 10-15KW, continuous printing of the daily power consumption can be considerable, need to be accounted for by the local industrial electricity prices.
- compressed air: For cleaning, pneumatic control, etc. A stable, clean source of dry air is required, with flow requirements typically ≥ 1.2 m3/min, the cost of preparation and use of which should be factored in.
- Annual maintenance contract (AMC): A maintenance contract with an equipment vendor is a smart way to ensure stable production and lock in repair costs. The cost is usually 3%-8%/year of the net price of the equipment, covering regular inspections, software upgrades and labor services.
- Spare parts inventory costs: In order to minimize downtime, factories need to stock a certain value of common spare parts (e.g., seals, sensors, filter elements), which takes up working capital.
3. Framework for measuring return on investment (ROI): from cost center to profit center
To assess ROI, it is necessary to quantify the technology that bringsRevenue enhancementtogether withCost savings. The following is a practical framework for measurement modeling:
Core Benefits and Savings Items:
- Zeroing out mold costsThis is the biggest savings for new product development or small batch production. Traditional complex metal molds often costHundreds of thousands to millions of dollars3D printing brings this cost right down to zero.
- Monetized value of shorter development cycles: Time is money. Market opportunities and premium income from advancing product launches should be discounted to earnings.
- * *Example*: If an automotive component passes bench testing and goes into production 60 days ahead of schedule, and assuming that the component's average daily profit contribution is $10,000, the gain would be600,000 dollars.The
- Labor and Site Efficiency Improvements: Automated printing reduces the reliance on advanced molders, and the labor required per unit of output drops dramatically. At the same time, the digital process reduces mold storage space.
- Material Utilization Improvement and Lightweighting Gains: The topology-optimized design of the sand pattern reduces the amount of sand used. More critically, the resulting castings are lightweight, bringing significant end-product performance improvements and life-cycle cost reductions in aerospace and new energy vehicles.
Simple Measurement Modeling of the Payback Cycle:
`Static payback period (years) = total investment (CAPEX) / annualized incremental net income'
Incremental annualized net income = (Annual tooling cost savings + development cycle reduction benefits + labor/material savings) - Annual OPEX additions
Typical Case Reference: Based on3DPTEKStatistics on its service-based manufacturing business and customer cases show that a scenario focused on complex part prototyping and low-volume production can typically reduce the cost of single-part sub-development through its equipment and process70% and aboveThe overall payback period can be controlled at 18-36 months Inside. The payback period may be shorter for users who use it directly in the production of high value-added parts.
Key Tips: The most accurate ROI analysis should be based on your own 1-2Typical ProductsPerform simulation measurements. It is recommended that during the selection phase, suppliers (e.g., the3DPTEK) offers parts specific to yourProcess Solution and Cost Analysis ReportThis will make the financial projections incredibly clear.
reach a verdict: ProcurementSand 3D Printingmachine, essentially buying a set of "time compressor"and"Complexity decoupler". The financial value is reflected not only in the explicit cost savings, but also in the strategic gains made by accelerating innovation and taking on high value-added orders. Building a complete financial model as described above is the final, and most important, step in making rational, confident investment decisions.
7 Steps to avoid the pitfalls of the procurement process: a practical checklist from requirements analysis to contracting
After the technical and financial analysis, the final decision depends on a rigorous procurement execution process. Based on our experience in delivering solutions to over 100 foundries, any omission in the process can result in a significant reduction in the effectiveness of the investment. Below is a seven-step checklist of practical steps from requirements to delivery.
Step 1: Define your needs - conduct a digital gap analysis
Do not blindly pursue the "state of the art". The first step should be to conduct an internal process audit to quantify the gap between the current situation and the target.
* Product Matrix Analysis: List your planned production for the next 1-3 yearsTypical castings for the first 5 categories. Record its:
* Maximum profile size(determines the lower limit of the device build box).
* Structural complexity(e.g., minimum wall thickness, number of internal cavities, determining requirements for equipment accuracy and software processing capabilities).
* Material & Weight(affects sand strength and paint process selection).
* Positioning of the production model: Define the main role of the device.
| primary objective | Prioritization of core requirements | Equipment selection focus |
|---|---|---|
| Rapid prototyping of new products | Speed > Flexibility > Cost per piece | Medium-sized machine for high print speeds and fast switching capabilities. |
| Small-lot flexible production | Stability > Material Costs > Equipment Utilization | Medium to large machines, emphasizing open material systems with high Overall Equipment Effectiveness (OEE). |
| Production of large monolithic parts | Build Size > Accuracy Consistency > Reliability | Large or ultra-large specialized machines, such as the 3DPTEK-J2500/J4000 series. |
quantitative goalSet clear KPIs, such as "shorten the lead time for first sample of A products from 90 days to less than 15 days", "reduce the cost of molds for small-lot orders to less than 10%".
Step 2: Supplier in-depth research - penetrate the case to see the strength of the
A supplier's technical heritage and industry experience are more important than flashy brochures.
Examining technical strengths::
- R&D History: Ask about the time to market and number of iterations of their first industrial equipment. For example.Longyuan Forming (Longyuan AFS) Since its inception in 1994, its technology iterations have been validated through a complete market cycle.
- Autonomous rate of core components: Focus on asking whether the motion control system, ink supply system, and core software are self-developed. This is related to long-term technical support and customization capabilities.
- Process Database: Demonstration of proven process parameter packages for different materials (e.g. cast iron, cast steel, aluminum alloys) is required. Mature suppliers should be supported by a systematic database.
Validation Success Stories::
Request for "same-scenario" examples: If you manufacture pumps and valves, ask to see the pumps and valves case of theFull process documentation(from original CAD and printed sand photos to final castings and inspection reports) rather than a generalized list of industries.
Conduct user backtesting: Direct contact with reference customers provided by the supplier, preferably by visiting equipment already in useMore than 2 yearsof users. Key questions include, "What is the average annual number of equipment failures?" , "How responsive is the after-sales service?" and "Is the actual material cost consistent with the supplier's original estimate?"
Step 3: Ask for an on-site test print - talk in samples!
This is the most crucial aspect of avoiding "paperwork". It is important to insist onOfficial prototype testing for a fee or with a depositThe
Suggestions for the design of test samples::
- Includes integrated features: Designing a program that containsThin walls (e.g. 5mm), thick parts, complex internal runners, fine surface textures and critical positioning datumsof the test pieces.
- Simulation of real working conditions: it's better to just use one of your existing, medium-complexityReal Parts ModelPerform the test.
List of acceptance criteria::
- Dimensional accuracy: Inspection of key positioning dimensions and wall thicknesses using CMM, issuing deviation reports from CAD model. The acceptance criteria should be consistent with the supplier's commitment (e.g. ±0.3mm).
- Surface quality and sand cleaning performance: Observation of the uniformity of the sand surface, manual sand cleaning test, checking the internal complex cavities of thefesteringIs it good, with or without sticky sand.
- Strength test: Performs on printed sand molds or standard specimenstensile strengthcap (a poem)bending strengthTesting, the data should meet the casting requirements (usually tensile strength > 1.5 MPa).


Step 4: Evaluate the Solution Comprehensively - Equipment is Only the Tip of the Iceberg
The real value lies in the equipment-centeredTotal Solution MaturityThe
Software Ecological Assessment::
- Ease of use and pre-processing capabilities: Practical operation of their slicing software (e.g.3DPTEK's AFSWin3DP), testing its model repair, intelligent support generation, and multi-part nested nesting functionality and efficiency.
- data stream integration: Confirm whether their software supports the output format of your existing design process (e.g. STL, STEP) and the potential for interfacing with possible MES/ERP systems.
Process support capabilities::
Is the supplier able to provide the information from theOptimization of sand mold design (e.g. follow-on riser), printing, sand cleaning, coating to casting matchingof full-chain process consulting? This reflects the depth of its technical services.
Material supply chain stability::
For open systems, vendors are required to provideList of multiple qualified sand and resin suppliersTo ensure that the supply chain has alternatives to avoid the risk of supply disruptions.
Step 5: Contract Negotiation Points - Clarify Rights, Responsibilities and Benefits
Contracts are the last line of defense in safeguarding investments. Be sure to refine the technical annexes.
Performance Guarantee Clause: WillAcceptance criteria for step 3Write in an annex to the contract as a legal basis for final acceptance. Clarify the precision, strength, maximum print size and other parameters of theTest Methods and Qualification RangesThe
After-sales service response SLA (Service Level Agreement)::
- response time: Clearly differentiate between different levels of response time for telephone support, remote diagnosis, and arrival of on-site engineers (e.g., "on-site response within 48 hours for serious faults").
- Warranty Coverage and Duration: Clarify the warranty period for the entire machine (usually 1-2 years), as well as separate warranty policies for key components (e.g. printheads, linear motors).
- Software Upgrade Policy: Clarify whether there is a charge for software feature upgrades and bug fixes during and outside the warranty period.
- List of training contents: Contracts should detail the training course outline, duration, number of participants and assessment criteria to ensure effective knowledge transfer.
Step 6: Installation and Acceptance Planning - Clearing the Way for Production
Advance planning is the basis for ensuring the smooth commissioning of equipment.
Site preparation checklist::
- bear the weight (of the upper storeys of a building): Depending on the total weight of the equipment (e.g.3DPTEK-J2500 mainframe about 15 tons) and centralized load points to verify the plant floor load-bearing capacity (usually ≥ 3t/m2 is required, especially if there are plans to place equipment on the second floor).
- Electricity and GasReserve independent power supply (e.g. 380V/50Hz/15KW) and clean and dry gas source interface (pressure 0.6-0.8MPa, flow rate ≥1.2m3/min) in accordance with the specifications.
- Environment and Ventilation: Ensure that the installation area meets the temperature and humidity requirements (e.g., 22-28°C, 30-50%RH) and plan the dust collection and discharge system for the sand cleaning station.
Final Acceptance Test Program (FAT/SAT)::
- Factory Acceptance Test (FAT): If possible, go to the equipment factory for pre-acceptance, inspection of core components and air-running tests.
- Site Acceptance (SAT): After the equipment has been installed and commissioned in your plant, repeat theSample print test in the third step, using your approved measuring tools, perform the final acceptance signature in accordance with the standards attached to the contract.
Step 7: People Training and Knowledge Transfer - Activating Digital Productivity
The value of the equipment is ultimately unlocked by your team.
Building the core team: Training should coverProcess engineers, equipment operators, reprocessing and testing personnelThe
Skills transfer focus::
design side: Master the principles of sand mold design optimization for additive manufacturing (e.g., reducing supports, optimizing release angles).
production side: Proficient in daily operation of equipment, maintenance procedures, common troubleshooting and emergency response.
quality side: Establishment of 3D printing sand molds forSpecialized testing process and standardsThe
Require suppliers to provide a complete knowledge documentation packageThe company's product range includes operating manuals, maintenance manuals, process parameter libraries, and typical troubleshooting guides, which serve as long-term assets for the organization.
reach a verdict: ProcurementSand 3D PrinterIt is a systematic project. Following this seven-step checklist can transform technology impulses into rational strategic investments. Each step is designed toReducing risk, locking in value, and ensuring your team can truly harness the technologyThe blueprint for digital casting is thus transformed into tangible competitiveness and profitability.
Successful Application Apocalypse: 3 Industry-Leading Sand 3D Printing Landmarks
Theoretical analysis and parameter comparison are important, but the ultimate proof of the value of the technology lies in its ability to solve real-world engineering problems. The following three cases, all based on the domestic leading digital casting practice, they not only show theSand 3D Printingpotential, and moreover reveals how it reshapes the logic of production in different fields.
Case 1 (large engine block): integrated sand core and development cycle revolution
challengeA large diesel engine manufacturer in the south is facing two core bottlenecks in the development of a new generation of high-performance engines: one is the traditional mold making which leads to a long development cycle of cylinder block samples.3-4 months, which seriously slows down the R&D progress; secondly, the complexity of the cylinder bodyConformal cooling channelsThe traditional sand core cannot be manufactured as a whole, and needs to be bonded in pieces, with the risk of alignment error and leakage.
prescription: Adoption3DPTEK-J1800Sand 3D printers to implement an integrated printing solution.
1. data passthrough: A 3D model of the cylinder block with optimized follower waterways is imported directly into the printing software.
2. Integral molding: One-time printing of a complete cylinder sand combination containing all the complex internal cavities and water jacket cores, completely eliminating the mold and block core making process.
3. Process matchingThe use of high-strength furan resin and 100/200 mesh Baobab sand ensures that the sand core meets the requirements of complex structures and has the ability to≥1.8MPaThe tensile strength to withstand iron impact.
Results and insights::
* Cycle time compression: Reduced time from design to castable sand mold toWithin 2 weeksOverall R&D cycle compression70% and aboveThe
* Performance BreakthroughsThe integrated sand core ensures precise dimensions and sealing of the cooling channels, and bench tests have shown an increase in cooling efficiency of approx.15%The
* Cost reconstruction: Reduce the cost of a single round of prototype trials from the million-dollar level of the traditional model to$100,000 levelThis case proves that sand 3D printing is not only a "faster" tool for highly complex core components, but also a way of realizing a new dimension. This case proves that for highly complex core components, sand 3D printing is not only a "faster" tool, but also a way to realize the benefits of 3D printing.Design Freedom and Functional OptimizationThe only economical way to do this.

Case 2 (complex impeller pump): economic validation of small-lot rapid casting
challengeAn industrial pump and valve company often receives small orders (batch quantities of 5-50 pieces) for special materials (such as duplex stainless steel) or non-standard runner designs. The traditional way to make metal molds, high cost and delivery time of up to 8-12 weeks, resulting in long-term loss of orders or forced to give up the state.
prescription: Introduction3DPTEK-J1600 ProConstructs a rapid response process as a flexible production unit.
1. Domestic equipment economic supportThe model was chosen for its open consumables system that allows for the purchase of more cost-effective local resins and silica sand at a manageable cost per piece of molding material.
2. Fast process changeover: Upon receipt of the order, theWithin 24 hoursComplete model processing and print layout to initiate production.
3. Closing the loop on accuracy and quality: The critical dimensional accuracy of printed sand molds is stabilized at±0.3mmWith the strict coating process, the surface finish of the castings reaches Ra 12.5μm, which meets the customer's installation requirements.
Results and insights::
* The economic model holds: For small lot sizes of less than 50 pieces, the overall cost per piece is lower than traditional molding.40%-60%The first profitable production of small batches of specialty pump bodies was achieved.
* Delivery agility: Stable lead time from order confirmation to casting delivery10-15 working daysIt has become a core competency for companies to obtain high value-added orders.
* Reliability of domestic equipment: Equipment with a MTBF of more than2000 hoursThis case proves that under stable production environment, the domestic equipment can fully meet the requirements of industrial-grade reliability. This case is"Open system + cost-effective equipment" A classic triumph of the model in a low-volume flexible manufacturing scenario.
Case 3 (Cultural Heritage Reproduction): Digital Archiving and the Rebirth of Artistic Castings
challenge: A national cultural relics - a large bronze tripod restoration and reproduction project, its surface decoration is extremely complex, there are a large number of negative angles and deep grooves. The traditional mold will seriously damage the body of the artifacts, and silicone molds can not withstand the pouring pressure of large castings, the replica details of the loss of serious.
prescriptionDigital contactless process of "3D scanning + sand 3D printing".
1. High-fidelity digitization: First, the artifacts are scanned in three dimensions with high precision, and the error is obtained below0.1mmof the digital model to complete the digital archive.
2. Direct Printing of Sand Patterns: UseLongyuan Forming (Longyuan AFS) The sand printing machine prints digital models directly into sand molds for casting. The characteristics of the sand printing process perfectly preserve every detail of the decoration, including dead spaces that cannot be handled by conventional methods.
3. Traditional Craftsmanship Combined: Special refractory coatings are applied to the printed precision sand molds, which are then cast in bronze using the ancient lost wax (molten mold) casting process.
Results and insights::
* Non-destructive replication: the realization of the cultural heritage of thezero-touchReproduction, which fundamentally protects the security of cultural objects.
* Detailed reproduction: The replica has a high degree of clarity of ornamentation95% Above, far beyond the limits of traditional craftsmanship, it meets the highest requirements for archaeological research and exhibition display.
* Value ExtensionThe technology is not only used for reproduction, but also creates a "digital twin" of the artifact, providing a permanent digital foundation for future restoration, research and development of cultural derivatives. This case highlights the potential of sand 3D printing inReproduce any complex formand its irreplaceability as aDigital preservation and transmission of cultural heritageImportant value of key technologies.
Core revelationsTogether, these three cross-cutting examples show that the successful application of sand 3D printing has gone beyond the initial stage of "replacing molds". It is becomingDriving product innovation (e.g., Case 1's follow-the-shape waterways), reconfiguring production models (e.g., Case 2's small batch economics), and passing on cultural heritage (e.g., Case 3's digital rebirth) strategic technologies. By investing in this, we are investing in the core flexible capacity and innovation base to cope with the uncertainties of the future.
Frequently Asked Questions (FAQ)
After completing a comprehensive technical, financial and process analysis, we've compiled a list of high-frequency, core questions from decision makers in front-line foundries. These questions get to the heart of procurement and operations pain points and are designed to clear the final cognitive hurdles for you.
Q1: An industrial gradeSand 3D PrinterWhat is the price range? What is the price difference between domestic and imported equipment?
A. The price range is enormous, depending on size, precision and automation. Take, for example, the mainstream demand in the domestic market:
* Domestic equipmentAs3DPTEKof the J series, the entry-level investment for a medium-sized machine (molding dimensions of approximately 1800 x 1000 x 700 mm) is usually in the range ofRMB 1,500,000 to 3,000,000Range. Larger units (e.g. J2500/J4000) are in the higher price range.
* Imported high-end equipment: The price of the same level of equipment can be as high as the price of domestic equipment. 1.5x to more than 3xSome of the ultra-large or customized systems can be in the tens of millions of dollars range.
The core of the differenceIt's not just in the brand premium, it's in the reflection:
1. Material Systems Strategy: Imported equipment is mostly closed or semi-closed systems bound to specialized consumables, while domestic open systems (such as those used by 3DPTEK) allow for the use of better-cost third-party materials, with significant differences in long-term operating costs.
2. Integrated Solution Maturity: Imported brands dominate the globalized high-end case base; domestic brands areLocalized process adaptation, service responsiveness and cost effectivenessA decisive advantage has been constructed. For the vast majority of Chinese companies looking for a clear return on investment, the comprehensive cost advantage of domestic equipment generally shortens the payback period. 30%-50%The
Q2: What 'post-processing equipment' do I need to invest in besides the printer itself? What is the total cost share?
A. Post-processing is the key to guaranteeing production continuity and improving the quality of sand molds, and its investment is often underestimated, and may account for as much as 20%-40%. Required sessions include:
| aftertreatment | Core Equipment / Workstations | Function and necessity | Estimated cost share |
|---|---|---|---|
| Automated sand cleaning | Negative pressure sand cleaning station, vibrating screening system | Efficient removal of loose sand, safeguarding occupational health and continuous production. Manual sand removal is not practical for large sand molds. | High (10%-20%) |
| Sand strengthening and drying | Hot Air / Microwave Curing Oven | Depending on the resin system used, improving the final strength and stability of the sand mold is a key step in ensuring the success of the casting. | Medium (5%-10%) |
| Sand handling and recycling | Sand sifter, sand temperature regulator, sand mixer | Screening, cooling and performance restoration of recycled sand directly affects material cost and print layer quality. | Medium to High (8%-15%) |
| Coating & Drying | Paint mixing equipment, spraying/dipping stations, drying area | Coating sand molds with refractory coatings to obtain a high quality casting surface requires a special site and equipment. | Medium (5%-10%) |
Key recommendations: When planning budgets, equipment vendors should be asked (e.g.3DPTEK) Provide the host computer with its matchingTotal solution and quotation for reprocessing unit, avoiding passive additional investment at a later stage.
Q3: What is the strength of sand molds with Binder Jetting technology? Can it meet the requirements of all casting metals?
A. Modern binder jetting technology has been able to produce sand molds that meet the strength requirements of most casting scenarios.
* Typical intensity data: With furan or phenolic resins, the tensile strength of printed sand forms is typically up to 1.5 - 2.5 MPa, higher flexural strength, which is enough to cope with:
* :: Casting of light metals such as aluminum alloys and magnesium alloys.
* :: Cast iron (gray, ductile) and plain cast steel.
* Most stainless steels and high temperature alloys.
* Extreme condition verification: For extreme conditions (e.g., oversized castings weighing several tons, pours with very high hydrostatic head), the strength of the sand mold is not the only consideration, but needs to be evaluated in a comprehensive manner.Sand dispersibility, outgassing (typically <12 ml/g) and thermal stability.. This needs to be done byProcess validationto determine. Leading domestic suppliers such asLongyuan Forming (Longyuan AFS)With its experience in operating foundries, the company is able to offer its customers a package of proven process parameters for specific materials (e.g. high chrome steels, high temperature alloys).
Q4: What are the main challenges and costs of daily operation and maintenance of equipment? How to control it?
A. The main challenge is to maintain long-term system stability with controllable consumable costs.
* Core challenges::
1. Print Head Maintenance: Preventing nozzle clogging is a top priority. Choose a spray nozzle that hasBuilt-in circular filtration, constant pressure ink supply and automatic cleaning functiondevices (such as the 3DPTEK-J series design) can greatly reduce this risk.
2. Sand management: Particle size distribution, temperature and humidity control of recycled sand directly affects the quality of laid powder. A standardized sand handling process needs to be established.
* Cost components and control::
* Cost of consumables (approx. OPEX 60%-70%): Sand and resin are the biggest expenses.Selection of equipment for open material systemsIt is the most effective means of controlling costs, and it allows you to source the most cost-effective compliant materials from the competitive marketplace.
* Critical component replacement (e.g. print head): Industrial printheads are consumables with a life span of approximately 1-2 years. This needs to be set aside in the annual budget. Quality equipment design can extend their life.
* Energy and Maintenance: Electricity, compressed air consumption and annual maintenance contracts (AMC) are fixed expenses. Choosing energy-efficient and reliable equipment reduces these costs at the source.
Q5: What are the most overlooked key contract terms during procurement negotiations?
A. In addition to price and delivery, the following technical terms are crucial but often overlooked:
1. Performance guarantee clauses with clear acceptance criteria: Contracts must be accompanied by technical annexes.quantizeAccuracy (e.g. ± 0.3mm), strength (e.g. tensile strength ≥ 1.8MPa) and other key indicators, and write down theTest methods, tools and remedies for failure to meet standards (e.g., repair, replacement or refund)Avoid vague expressions such as "industry-leading". Avoid vague expressions such as "industry-leading".
2. Attribution of Software and Intellectual Property: Explicit agreement:
* :: Upgrade policy for operating software, process control software (is there a charge inside or outside the warranty period?). .
* :: Materials specific to your business that are generated in the course of collaborative commissioning.Database of optimized process parametersThe intellectual property rights are attributed and used.
3. Quantified after-sales service level agreements (SLAs): Instead of just saying "provide timely services", it should be clear:
* response time: Specific timeframes for telephone support (e.g., within 2 hours), remote diagnosis (e.g., within 4 hours), and on-site arrival of an engineer (e.g., within 48 hours of a serious failure).
* Spare parts supply time: Maximum time for stocking and delivery of commonly used spare parts and critical components (e.g. printheads).
* On-site support staff qualifications: Requirement to send engineers with extensive backgrounds in casting processes, rather than maintenance personnel with only mechanical knowledge.
?? Recommendations for next steps
At this point, you have acquired a complete set of knowledge from market trends, technical indicators, brand comparisons to financial modeling and procurement processes. The value of theory is to guide practice.
We highly recommend that you start the following two steps immediately to get your planning off the ground:
1. Internal combing: Use the first step of this article's 7-Step Pit Avoidance Process to quantify the current cost and cycle time of 1-2 of your own typical products.
2. Get customized analytics: Bring your specific part model and contact a company like3DPTEK (SANDY TECHNOLOGY/LONGYUAN MOLDING) This is a supplier with experience in both equipment manufacturing and large-scale production services.Ask them to provide you with a free process feasibility analysis and preliminary cost-benefit estimate for this part.. It's the best way to validate technology fit at zero cost and get the most intuitive ROI projections.
immediate action, is the beginning of closing the digital gap with your competitors.
]]>Read navigation
- Chapter 1: Deep Dive: The Root Challenge of Traditional Casting Defects
- Chapter 2: 3D Printing: A Revolutionary Breakthrough from Technology to Solution
- Chapter 3: SANTI TECHNOLOGY: A Digital Engine to Empower the Foundry Industry
- Chapter 4: Looking to the future: digitalization and sustainability in the foundry industry
Chapter 1: Deep Dive: The Root Challenge of Traditional Casting Defects
1.1 Common casting defects and their deep causes
Casting defects are the direct cause of high scrap rates. These defects are not accidental, but are dictated by the physical and process limitations inherent in conventional casting processes.
firstlystomatogether withshrinkage. Porosity mainly originates from the involvement or inability to effectively discharge gases (e.g. hydrogen, mold outgassing) in the liquid metal during the pouring and solidification process. When the dissolved gases in the liquid metal are released due to reduced solubility during cooling and solidification, bubbles will form inside or on the surface of the casting if they are not discharged in time. Related to this is shrinkage, which is a natural phenomenon of volume contraction of the metal during solidification. If the cooling system is not properly designed, resulting in local mold temperature is too high, or insufficient complementary shrinkage, it will form internal voids or depressions, the so-called shrinkage holes.
Next.sandwichedtogether witherror type (math.). In conventional sand casting, sand molds and sand cores usually need to be assembled and bonded after being made from multiple pieces separately. In this process, any tiny rupture of the sand core or improper bonding may lead to sand particles being caught in the metal liquid, forming sand entrapment defects. In addition, if the mold parting surface or the sand core is not positioned accurately, it may also lead to the casting of the upper and lower parts of the misalignment of the mis-shape defects.
endcold storagetogether withcrackles. When the fluidity of the metal liquid is poor, the pouring temperature is too low, or the runner design is narrow, the two metal streams are solidified without being fully integrated at the leading edge, leaving a weakly connected cold segregation. And during cooling and solidification, if there are uneven stresses within the casting, thermal cracks may occur during shrinkage.
1.2 The traditional mold manufacturing "high cost" and "low efficiency" dilemma
Another core pain point of the traditional casting process is its mold manufacturing process. Traditional wood or metal core box manufacturing is a labor-intensive, highly skilled worker-dependent process with long lead times and significant costs. Any minor design change means that the mold needs to be rebuilt, resulting in high additional costs and weeks or even months of waiting time.
This over-reliance on physical molds also fundamentally limits the design freedom of castings. Traditional mold-making processes are unable to mold complex internal runners and hollow structures in one piece, which must be disassembled into multiple independent sand cores and then assembled by complex tooling and labor. 2. This process limitation forces designers to compromise and sacrifice part performance for manufacturability, such as simplifying cooling channels to accommodate drilling processes that do not allow for optimal cooling.
To summarize, the high scrap rate of traditional casting is not an isolated technical problem, but a product of its core processes. The traditional "physical trial and error" mode makes the foundry in the discovery of defects, need to go through a long process of mold modification and retesting, which is a high-risk, inefficient cycle. 3D printing's revolutionary value is that it provides a "moldless" solution, fundamentally reshaping the entire production process, will be the traditional "physical trial and error" mode, will be the traditional "physical trial and error" mode, will be the traditional "physical trial and error" mode, will be the traditional "casting" high scrap rate is not an isolated technical problem, but its core process products. The revolutionary value of 3D printing is that it provides a "moldless" solution that fundamentally reshapes the entire production process, transforming the traditional "physical trial-and-error" model into a "digital simulation validation" that puts the risk in front of the process, thus eliminating most of the causes of scrap at the source.
Chapter 2: 3D Printing: A Revolutionary Breakthrough from Technology to Solution
2.1 Moldless production: eliminating the root causes of obsolescence
The core advantage of 3D printing is its "moldless" production method, which allows it to bypass all of the mold-related challenges inherent in traditional casting, thus radically reducing scrap rates.
Directly from CAD to sand mold. Binder Jetting in Additive Manufacturing is the key to making this happen. It works by precisely spraying liquid binder onto thin layers of powder (e.g. silica sand, ceramic sand) from an industrial-grade printhead based on a 3D CAD digital model. By bonding layer by layer, the 3D model in the digital file is constructed in the form of a solid sand mold or sand core. This process completely eliminates the need to rely on physical molds. Because there is no need for lengthy mold design and manufacturing, the mold-making cycle can be shortened from weeks or even months to hours or days, enabling "print-on-demand" and rapid response to design changes, dramatically reducing up-front investment and trial-and-error costs.
One-piece molding and complex structures. 3D printing's layered manufacturing approach gives unprecedented design freedom. It is able to mold complex sand cores that would traditionally have to be split into multiple parts, such as the meandering runners inside an engine, into a single monolithic piece. Not only does this simplify the casting process, but more importantly, it completely eliminates the need for core assembly, bonding and misalignment, thus eradicating common defects such as sand entrapment, dimensional deviations, and misshaping caused by such issues.
2.2 Optimization process: data to guarantee casting quality
The value of 3D printing goes beyond "moldlessness" itself. It elevates the manufacturing process to a whole new digital dimension, allowing data to be verified and optimized before physical manufacturing, turning "after the fact" into "before the fact".
Digital Simulation and Design. During the digital design phase prior to 3D printing, engineers can use advanced Finite Element Analysis (FEM) software to perform accurate virtual simulations of the pouring, make-up shrinkage and cooling processes. This makes it possible to anticipate and correct potential defects that could lead to porosity, shrinkage or cracks before actual production. For example, by simulating the flow of the liquid metal in the runners, the design of the pouring system can be optimized to ensure smooth filling and effective venting. This digital foresight greatly improves the success rate of the first trial run and guarantees casting yields at the source.
Excellent sand properties. 3D printed sand molds, due to their layer-by-layer construction, can achieve uniform densities and air permeability that are difficult to achieve with traditional processes. This is crucial for the casting process. Uniform gas permeability ensures that gases generated inside the sand mold can escape smoothly during the pouring process, significantly reducing porosity defects caused by poor venting.
Cooling with shape. Conformal cooling technology is another revolutionary application of 3D printing in the field of casting molds. Mold inserts manufactured through metal 3D printing have cooling runners that can be designed to exactly mimic the surface contours of the casting. This achieves fast, uniform cooling, significantly reducing deformation and shrinkage due to uneven shrinkage, thus dramatically reducing the scrap rate. According to data, molds with follow-through cooling can reduce injection cycle times by as much as 70%, while significantly improving product quality.
From "physical trial and error" to "digital foresight". The core contribution of 3D printing is to transform the traditional foundry model of "trial and error" into "anticipatory manufacturing". It enables foundries to perform numerous iterations in a digital environment in a cost-effective manner, which is a fundamental shift in mindset and business process. This "hybrid manufacturing" model makes 3D printing easier to adopt by traditional foundries and enables the most efficient production. For example, 3D printing can be used to create the most complex and error-prone sand cores, and then combined with sand molds made using traditional methods to "build on the strengths".
Chapter 3: SANTI TECHNOLOGY: A Digital Engine to Empower the Foundry Industry
3.1 Core equipment: "hard power" for casting innovation
As a pioneer and leader in the field of additive manufacturing in China, 3DPTEK provides strong "hard power" support for the foundry industry with its self-developed core equipment.
The company's core product lines are3DP Sand Printerthat highlights its leadership in technology. Flagship devices3DPTEK-J4000With an extra-large molding size of 4,000 x 2,000 x 1,000 mm, it is highly competitive on a global scale. This extra-large size allows large, complex castings to be molded in one piece without the need for splicing, further eliminating potential defects caused by splicing. At the same time, for example
3DPTEK-J1600PlusDevices such as these offer high accuracy of ±0.3 mm and efficient printing speeds, ensuring that superior quality is achieved while producing quickly.
In addition, SANTI Technology'sSLS (Selective Laser Sintering) Equipmentseries, such asLaserCore-6000The machines are also excellent in the field of precision casting. This series of equipment is particularly suitable for the manufacture of wax molds for investment casting, providing a more accurate solution for high-end, fine parts in aerospace, medical and other fields.
It is worth mentioning that SANDI Technology is not only an equipment supplier, but also an expert in material and process solutions. The company has developed more than 20 binders and 30 material formulations, compatible with cast iron, cast steel, aluminum, copper, magnesium and other casting alloys. This ensures that its equipment can be seamlessly integrated into a wide range of casting applications, providing customers with comprehensive technical support.
3.2 All-link services: integrated casting solutions
The competitive advantage of SANDI Technology lies not only in its hardware, but also in the integrated solutions it provides along the whole chain. The company has a strong "Trinity" innovation system - "research institute + post-doctoral workstation + R&D team". This model ensures continuous technology iteration and innovation momentum, and its accumulation of more than 320 patents is a strong proof of its technological leadership.
The company offers a "one-stop" turnkey service from design and 3D printing to casting, machining and inspection. This vertically integrated model greatly simplifies the customer's supply chain management, reduces communication costs and risks, and allows the foundry to focus on its core business.
3.3 Classic Case: Data-Driven Proof of Value
Successful cases are the most persuasive tool to convince potential customers. Through a series of real-world projects, SANDY Technology has quantified the significant business value that 3D printing technology brings.
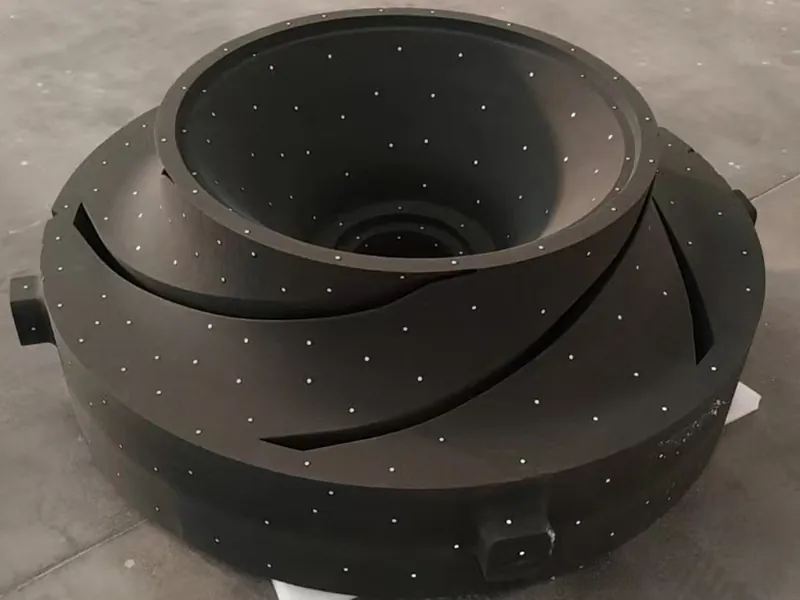
in order toAutomotive water-cooled motor housingAs an example, this case perfectly demonstrates how the 3DP sand casting process solves the one-piece molding problem of "large size, thin wall, complex spiral cooling channels". 21. The successful application of this technology in the field of new energy vehicles has proved its significant advantages in the production of high-performance, complex structure castings.
On the otherIndustrial pump bodyIn the case of SANDI, SANDI adopted the hybrid manufacturing model of "3DP outer mold + SLS inner core". This complementary strategy shortened the production cycle by 80%, and at the same time improved the dimensional accuracy of the castings to CT7 level, which perfectly proved the powerful effect of the hybrid manufacturing mode.
The joint venture project with Xinxin Foundry provides the strongest business argument. By introducing 3D printing technology, the foundry achieved a turnover increase of 1,35%, doubled its profitability, halved its lead time and reduced its costs by 30%. This series of quantitative data provides irrefutable proof of the return on investment of 3D printing technology in the foundry industry.
The following table visualizes how 3D printing can address the pain points of the foundry industry on both a technical and business value level:
| Casting defects or pain points | Causes and limitations of traditional crafts | 3D Printing Solutions and Value |
| stoma | Poor mold venting; liquid metal entrapped in gas | Uniform, controlled sand permeability; digital simulation optimizes pouring system |
| shrinkage | Uneven cooling; inadequate retraction | Predictive optimization by numerical simulation; uniform cooling by shaped cooling channels |
| Sandwich, Mis-shape | Multi-core assembly, bonding and misalignment; parting face fit errors | One-piece molding of complex sand cores eliminates assembly; no physical parting surfaces required |
| High molding costs | Requires physical molds, highly skilled labor, long lead times | Mold-less production; print directly from CAD files, manufacture on demand |
| Inefficiency and long lead times | Long mold making; repeated trial and error | Reduced cycle time of 80%; rapid iterative design possible; print on demand |
| Increased business value | Low margins and erratic delivery | Turnover up 1,35%, margins doubled; costs down 30% |
Chapter 4: Looking to the future: digitalization and sustainability in the foundry industry
3D printing technology is leading the foundry industry from the traditional "manufacturing" to "smart manufacturing" fundamental transformation. According to the relevant report, the scale of China's additive manufacturing industry continues to grow at a high rate, and in 2022 it will exceed RMB 32 billion. This data clearly shows that digital transformation has become an irreversible industry trend.
In the future, 3D printing will be deeply integrated with artificial intelligence (AI), IoT and other technologies to achieve full automation and intelligent management of production lines. Foundries can use AI algorithms to optimize casting parameters and IoT sensors to monitor the production process in real time, thus further improving yield rates and production efficiency.
In addition, the unique advantages of 3D printing in realizing complex lightweight design will help automotive, aerospace and other downstream industries to improve product performance and reduce energy consumption, which is a perfect fit for the requirements of global sustainable development. 3D printing's on-demand production mode and extremely high material utilization (can be recycled more than 90% unbonded powder), also significantly reduces the generation of waste, for the casting industry to bring the environmentally friendly development path for the foundry industry.
concluding remarks 3D printing is not the end of casting, but its innovator. It gives the traditional foundry industry unprecedented flexibility, efficiency and quality assurance through its two core advantages of "moldless" and "digital". It enables foundries to free themselves from the plight of high scrap rates and enter a new era of greater efficiency, competitiveness and embrace of innovation. For any foundry seeking to stand out in a competitive market, embracing 3D printing technology, represented by SanDi Technology, is no longer an optional choice, but a necessary path to the future.
]]>Eliminating shrinkage holes has always been a complex challenge for foundries and engineers, with traditional methods often relying on experience and adjusting mold design, pouring systems and cooling processes through trial and error . However, with the advent of additive manufacturing technologies, especially industrial-grade sand 3D printing, casting design and production have been revolutionized, providing unprecedented new ways to completely solve shrinkage problems.
1. Root causes of casting shrinkage: geometrical limitations of conventional molds
To understand how 3D printing solves problems, it is first necessary to deeply analyze the pain points of traditional casting. The main reasons for shrinkage formation can be attributed to two things:
- Compensate for shrinkage deficiencies: As a casting solidifies and shrinks, it needs to be constantly replenished with liquid metal through the pouring system and riser. If the replenishment channels are not properly designed or are insufficient, the liquid metal cannot be transported to the areas most in need of replenishment, resulting in the creation of voids. ?
- Uneven solidification: If the cooling rate of different areas of the casting is not consistent, the heat is difficult to effectively disseminate, the formation of hot joints (hot spot). These hot spots are the last solidified areas, when the surrounding metal has solidified, they lack the liquid metal supplement, very easy to form shrinkage holes. ?
In conventional casting, molds and cores are manufactured with physical tools whose geometry is limited by machinability and releaseability. For example, the holes drilled for cooling water paths can only be straight lines. . This makes it difficult for engineers to design complex, curved make-up shrinkage channels or follow-through cooling channels inside the mold to precisely control the solidification process, thus increasing the risk of shrinkage defects The
2. 3D printing solutions: freedom of design to give "life" to molds and dies
The core strengths of industrial sand 3D printers areDesign Freedomcap (a poem)No mold productionIt prints sand molds and cores layer by layer directly from 3D CAD files. . This characteristic radically breaks through the geometric limitations of conventional processes and provides several powerful means of eliminating shrinkage as follows:
Option 1: Optimize the fill and contraction channel, precise infusion
Using 3D printing technology, engineers can design the optimal make-up shrinkage system inside the mold without having to consider machinability.
- Integrated pouring system: Traditionally, the sprue system (including the sprue and riser) has to be fabricated and assembled separately. 3D printing allows the entire sprue system, the filler riser and the mold itself to be printed in one piece. This integrated design ensures a seamless connection and precise alignment of the channels, greatly reducing the risk of shrinkage failure due to assembly errors. ?
- Design of precise filler risers: 3D printing allows the precise design and printing of shrinkage risers above the hot joint areas of the casting, ensuring a constant flow of molten metal to fill the void created by solidification shrinkage. It has been shown that overflow risers above the casting can effectively vent gases, thus reducing porosity defects in the casting. ?
- Eliminate undercutting and complex structural barriers: In traditional processes, complex undercuts and internal passages require multiple cores to be assembled, which not only increases assembly errors, but can also easily lead to dislodged or misaligned cores. 3D printing allows multiple individual cores to be combined into a single, complex, integrated core, eliminating the need for assembly altogether, and improving the accuracy and quality of the casting. ?
Option 2: Conformal cooling for uniform solidification
For the molds themselves, 3D printing can be equally revolutionary. ByConformal cooling(conformal cooling) technology, which allows the design of cooling channels inside the mold that match the surface contour of the casting. The
- Principle: Conventional cooling channels are drilled in straight lines and do not cover all the areas that need to be cooled, resulting in uneven temperatures in the mold . Conformal cooling, on the other hand, uses 3D printing to integrate curved, serpentine cooling waterways into the mold so that they fit snugly on the surface of the casting . ?
- Advantage: This design results in more uniform cooling and significantly reduces the risk of localized overheating of the mold. A more balanced temperature gradient means that the solidification process is more controlled, radically reducing the formation of hot joints and thus preventing shrinkage. It has been demonstrated that the use of a form-following cooling mold reduces the temperature variation during mold cooling to as low as 18°C, thus significantly reducing the risk of casting warpage. ?
Scenario 3: Digital Simulation and Rapid Iteration to Prevent Problems Before They Happen
The digital workflow of 3D printing provides engineers with valuable opportunities for "trial and error" before going into production. The
- Casting simulation software: Engineers can use casting simulation software (e.g. Cimatron) to simulate the flow and solidification of molten metal. If the simulation results show a risk of shrinkage, the mold design can be quickly adjusted, e.g. by changing the location of the sprue or riser, and then tested virtually again. ?
- Rapid prototyping and iteration: If a physical prototype is required, 3D printing can print a mold or core in hours or days. This allows engineers to iterate and validate designs multiple times at a fraction of the cost and speed. This agile development model is unimaginable in traditional casting, which requires expensive mold making and long waiting times. ?
3. Not just eliminating defects, but a leap in efficiency
The use of 3D printing technology to solve the problem of casting shrinkage, bringing not only the improvement of product quality, but also a series of chain of business value:
- Reduce costs: 3D printing significantly reduces production costs by eliminating the expensive physical mold and tooling manufacturing aspects . According to research, 3D printing can save up to 50%-90% compared to traditional methods . ?
- Shorten the delivery time: Mold making time has been reduced from weeks or even months to hours, allowing companies to respond more quickly to market demands . In one case, a company was able to reduce lead times by 9 weeks by using a sand 3D printer. ?
- Reduce scrap rates: The accuracy and consistency of the molds have been greatly improved, reducing casting defects due to human error or mold wear, thus significantly reducing scrap rates. ?
- Simplify the process: Consolidating multiple parts into a single integrated component simplifies complex assembly processes and reduces reliance on highly skilled labor. ?
Conclusion: 3D printing - a "cure" for the foundry industry
Casting shrinkage is not an isolated technical problem, but the traditional casting process in the face of complex design and high-precision requirements of the systematic challenges exposed. Industrial sand 3D printers, with their unique technological advantages, offer a "cure" for the problem at its source. It eliminates the risk of shrinkage by giving engineers unprecedented design freedom, enabling them to build optimized internal structures and cooling systems. The
For the pursuit of excellent quality, efficient production and cost optimization of modern foundry enterprises, 3D printing is no longer dispensable "additional options", but to promote industrial upgrading, in the fierce competition in the market to win the first chance of the key technology. It is not just a piece of equipment, but also to the "digital casting" bridge to the future, so that the former "casting problems" to be solved! The
]]>I. Equipment selection strategy based on casting size
The size of the casting is a central factor in determining the specification of a sand 3D printer, which needs to be selected with a balance between current needs and future developments:
- Statistical analysis of existing casting dimensions
- Enterprises need to comprehensively sort out the past 1-2 years of casting orders, categorized by product type (such as automotive parts, aviation structural components, pumps and valves shells), statistics on the length, width and height of each type of casting size range, drawing size distribution histogram. For example, an automobile foundry statistics found that 60% engine block castings in 300-500mm in length, width 200-350mm, height 150-250mm;
- Identify the "core size range" with the highest percentage and use it as a basis for filtering printers. As in the case above, 3DPTEK's 3DPTEK-J1800(molding size 1800×1200×1000mm) can easily cover most of the engine block sand printing needs, to avoid "small horse-drawn cart" (equipment molding size is too large, waste of equipment space and printing costs) or "too big to use" (equipment) (equipment molding size is not enough to print large castings).
- Considering future business expansion
- Combined with the enterprise's market planning for the next 3-5 years, new product development plan, prejudge the casting size changes that may be involved. If you plan to develop the wind power equipment castings business, you need to investigate in advance the size of wind power hubs, blades and other large castings (wind power hub diameter of up to 3-5 meters), to reserve enough space for equipment upgrades;
- If large castings are only occasionally undertaken, consider 3DPTEK's 3DPTEK-J4000 Ultra-large size printer (maximum molding size 4000×2000×1500mm), or "sand cut block + combined assembly" printing strategy (3DPTEK equipment supports localized printing, which facilitates the operation of the cut block), to reduce the cost of equipment procurement.
- Handling of special size requirements
- For castings with special dimensions such as extra-long, extra-wide, extra-thin, etc. (e.g., elongated shaft castings with an aspect ratio of more than 5:1, thin-walled parts with a thickness of less than 5mm), it is necessary to examine the printing accuracy and stability of the equipment in addition to the molding dimensions. 3DPTEK's bonded injection technology ensures that the molding of special-sized castings is performed with a high degree of precision of ±0.3mm, thus avoiding the scrapping of castings due to deviations in dimensions. avoid scrapping the castings due to dimensional deviation.
Second, suitable for the casting material equipment parameters selection
Different casting materials (e.g. cast iron, cast aluminum, cast steel) have different requirements for sand strength, air permeability and gas generation, which need to be matched with the corresponding equipment parameters and material technology:
- Material properties and sand demand analysis
- Cast iron parts: due to the good fluidity of iron and moderate solidification shrinkage, the strength of the sand mold is required to be high (tensile strength ≥ 0.8MPa) to prevent the sand mold from erosion and breakage during pouring. The high-strength furan resin binder matched with 3DPTEK equipment, together with silica sand, can meet the needs of sand mold printing for cast iron parts;
- Aluminum casting: Aluminum liquid solidification speed is fast, easy to absorb air, the sand type is required to have good air permeability (air permeability value ≥ 150) and low outgassing (outgassing ≤ 15ml/g), to avoid casting porosity defects. 3DPTEK's open-source material process can be adjusted according to the needs of the binder formula, suitable for ceramic sand, zirconia sand and other low outgassing, high air permeability sand, to meet the casting of aluminum casting sand print.
- Material compatibility and parameter adjustment
- The 3DPTEK sand 3D printer supports a wide range of casting sands (including quartz sand, pearl sand, chromite sand, etc.), allowing companies to choose sand materials flexibly according to casting materials and cost considerations. For example, when producing high-end stainless steel castings, zirconium sand (high temperature resistant and chemically stable) is used with 3DPTEK's special binder to improve the sand mold's anti-washout and anti-sticking properties;
- The nozzle parameters (e.g., orifice diameter, spraying frequency) and heating and curing parameters (curing temperature and time) of the equipment need to be precisely adjusted according to the characteristics of the sand material and the type of binder. For example, when using fine-grained quartz sand, it is necessary to reduce the diameter of the spray hole (e.g., from 0.3mm to 0.2mm) and increase the spraying frequency to ensure that the binder evenly covers the sand particles; for thermosetting binder, it is necessary to optimize the heating curing curve (e.g., increase the curing temperature from 150℃ to 180℃, and extend the curing time from 30 seconds to 45 seconds), so as to ensure that the strength of the sand pattern curing.
- New material application and technical support
- As the casting industry's demand for high-performance, lightweight castings increases, new types of sand materials (such as composite sand mixed with metal powders and nano-modified sand) are gradually being applied. 3DPTEK continues to research and develop new material processes that can be customized to meet the needs of enterprises and customize material solutions to help them quickly realize the application of new materials in sand printing.
Comprehensive Advantages of 3DPTEK Sand 3D Printers
- Full-size product matrix: 3DPTEK has a full line of sand 3D printers ranging from 1.6 meters to 4 meters in size, including 3DPTEK-J1600Pro,3DPTEK-J1600Plus,3DPTEK-J1800,3DPTEK-J1800S,3DPTEK-J2500,3DPTEK-J4000 A variety of models, such as to meet the different sizes of enterprises, different sizes of castings printing needs, to avoid enterprises due to the limitations of equipment specifications missed orders.
- open source material processIt supports users to adjust the binder and sand material formula as needed to reduce the material cost 20%-30%. At the same time, it is equipped with high-performance resin binder, curing agent and cleaning agent to ensure the stable quality of sand molding and solve the problems of material selection and process optimization of the enterprise.
- High-precision molding technologyThe company adopts piezoelectric inkjet technology, high-resolution inkjet system, and special binder formula to realize ±0.3mm high-precision printing, which effectively reduces the machining allowance of the castings, improves the quality of the castings and the production efficiency, and is especially suitable for aerospace, automotive and other industries with stringent requirements for precision.
- Flexible area molding without sand boxAs 3DPTEK-J4000 Innovative use of sandbox-free flexible area molding technology, support for local printing, can economically and efficiently realize the manufacture of oversized sand molds, compared with the traditional box printing, the equipment footprint is reduced by more than 30%, and the printing cost is reduced by 15%-20%.
Through the above selection strategy based on casting size and material, combined with the comprehensive advantages of 3DPTEK sand 3D printers, enterprises can accurately match the parameters of the equipment to achieve a high degree of compatibility between equipment performance and production needs, and at the same time improve the quality of castings, reduce production costs and enhance market competitiveness.
]]>工業級蠟模 3D 打印機:2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現在三帝科技股份有限公司。
]]>I. What is an industrial-grade wax 3D printer? Core Definition + Comparison to Traditional Processes
Industrial-grade wax mold 3D printers are based onSelective laser sintering (SLS) TechnologyIt is an industrial machine for the production of high-precision wax molds made of casting wax powder / wax-like powder, which are fused layer by layer and can be used directly for lost wax investment casting. It has significant advantages over the traditional wax molding process and is especially suitable for large casting scenarios (part sizes above 500 mm):
| comparison dimension | Industrial Wax Mold 3D Printer | Traditional wax molding process (handmade / CNC) |
| production cycle | 3-7 days (large wax models) | 2-4 weeks |
| Dimensional accuracy | ±0.1mm | ±0.5-1mm |
| Complex structure realization | Easy printing of internal cooling channels, thin-walled honeycomb structures | Multiple sets of wax molds need to be disassembled and are prone to assembly errors. |
| labor cost | Automated printing, one person can operate multiple machines | Dependence on skilled tradesmen, high labor costs 300% |
| Material utilization | 90% above (unsintered wax powder recyclable) | 60%-70% (cutting / manual waste) |
| Design Iteration | CAD files can be reprinted within a few hours after modification. | Need to remake the mold, long cycle time |
The 4 core benefits of industrial-grade wax mold 3D printers for foundries (solving industry pain points)
1. Reduced cycle time 80% for fast response to order requirements
It takes 3 weeks to make a wax mold of a large automotive engine block using traditional processes, but an industrial-grade 3D printer can do it in just 3 days. An aerospace foundry used LaserCore-5300 to print a wax model of a turbine blade, from design to finished product in 48 hours, shortening 80% compared with the traditional process, and compressing the trial production cycle of a new product from 3 months to 1 month, thus seizing the first opportunity in the market.
2. 5 times higher accuracy and lower casting scrap rate
Industrial-grade wax mold 3D printer has an accuracy of ±0.1mm and surface finish Ra≤1.6μm, which can reduce the casting post-treatment process. Due to the large error of wax mold made by traditional process, the casting scrap rate is more than 15%; while the 3D printed wax mold reduces the scrap rate to below 5%, and a foundry produces large valve castings and reduces the loss of scrap by 800,000 RMB annually.
3. Breaking through structural limitations and realizing difficult casting
No need to consider "mold release" issues, allowing for designs not possible with conventional processes, especially for high-end manufacturing:
- Aerospace:Multi-layer cooling channels inside the turbine blades(The traditional process requires 5 sets of wax molds to be disassembled, while 3D printing molds the mold in one go, with no assembly errors);
- Cars:Engine block integrated runners(Reduced post-drilling process and increased fluid efficiency by 10%);
- Heavy machinery:Thin-walled honeycomb structure for large shells(Wall thickness as low as 2mm, weight reduction 20%, strength increase 15%).
4. Long-term cost reductions 40%, offsetting equipment investment
Despite the high initial investment ($50,000+) for an industrial-grade wax-molded 3D printer, the cost advantage is significant when calculated over the full lifecycle:
- Eliminate mold costs: Traditional large CNC wax mold mold costs over 200,000 yuan, 3D printing can be completely eliminated;
- Reduced labor costs: 1 person can operate 3 machines, reducing 80% labor compared to the traditional process;
- Reduction of scrap loss: precision improvement has reduced the casting scrap rate from 15% to 5%, saving more than 500,000 yuan in material cost per year.
Industrial Wax Mold 3D Printing Workflow: 6 Steps from Design to Wax Mold (for Large Casting)
The industrial wax 3D printing process is highly automated and does not require complex human intervention. The core steps are as follows (for example, wax molding of a large turbine blade):
- Digital Design and OptimizationThe 3D model of the wax mold is constructed in SolidWorks/AutoCAD, the shrinkage is reserved according to the casting metal properties (e.g. steel needs to be enlarged from 1%-2%), and the structure of the sprue and the vent is designed and exported as an STL format file;
- Device parameter settingLoad casting wax powder into a printer (e.g. LaserCore-6000) and set the parameters: layer thickness 0.08-0.35mm, laser power 55-300W, molding rate 80-300cm3/h to ensure that it is suitable for large wax models;
- automated printingAfter the equipment is started, the laser sinter the wax powder layer by layer according to the slicing trajectory. It takes 10-20 hours for a large wax model (e.g. 1050×1050×650mm) to be printed unattended at night without human intervention;
- Cleaning up after printingAfter the wax mold is completed, remove it from the molding chamber, blow off the excess wax powder on the surface with compressed air (this wax powder can be recycled directly), and inspect the wax mold for holes and cracks (the defect rate of 3D printed wax molds is less than 1%);
- Wax mold assembly (mass production)If batch casting is required, individual wax molds are attached to a "wax tree" to improve pouring efficiency;
- Suitable for lost wax castingThe wax mold is immersed in ceramic slurry to form a high-temperature-resistant ceramic shell, which is then burned in a 700-1000°C kiln to remove the wax mold (the ash content of the 3D printing wax mold is <0.1%, and the combustion is complete with no residue), and then the metal can be poured in.
How to choose industrial-grade wax 3D printers for foundries? 4 core selection criteria
1. Prioritizing molding space: adapting to the needs of large-scale casting
Large casting parts (such as automotive engine blocks, aerospace frames) with dimensions of 500-1000mm, need to choose the molding space ≥ 500 × 500 × 500mm model:
- For small and medium-sized foundries (part sizes 500-700mm): A model with a molding space of 700×700×500mm (e.g. LaserCore-5300) is available;
- Large foundries (part size 700-1000mm): We recommend a model with a molding space of 1050 x 1050 x 650mm (e.g. LaserCore-6000).
2. Technology Type Lock SLS: Ensuring strength and precision of wax molds
SLS technology sintered wax powder by laser, the wax molds have high density (≥0.98g/cm3) and high strength (flexural strength ≥15MPa), which can withstand the external force during ceramic paste coating and handling to avoid deformation. Wax molds made by other technologies (e.g. FDM) have low strength, are easily damaged and are not suitable for large-scale casting.
3. Focus on core parameters: accuracy, speed and material compatibility
- accurate: Choose a ±0.1mm model to ensure casting dimensions are met and to minimize post-processing;
- Molding rateThe priority is given to models with more than 200 cm3/h (e.g. AFS LaserCore-6000 up to 300 cm3/h) to increase the efficiency of the production of large wax molds;
- Material compatibility: A wide range of casting waxes (e.g. low ash casting waxes, high temperature waxes) are required to support the casting of different alloys (aluminum alloys, steel, titanium alloys).
4. Software and services: making the transition less difficult
- The software must be compatible with the main CAD formats (STL/OBJ) and come with casting simulation (optimization of the structure of the wax model and reduction of defects);
- Service providers need to provide full-process support: free operator training (to ensure that the operation is mastered within 3 days), equipment installation and commissioning, 24-hour after-sales response (domestic door-to-door service ≤ 24 hours).
V. 2025 industrial-grade wax mold 3D printer popular models recommended (suitable for different casting needs)
Based on industry feedback and actual application cases, the following 3 models in 2025 are outstanding in the large casting field, covering entry to high-end scenarios:
| models | Molding space (mm) | Type of technology | accurate | Molding rate | Applicable Scenarios | Core Advantages |
| AFS-500 (entry level) | 500 x 500 x 500 | SLS | ±0.1mm | 80-150cm3/h | Industrial tools, small and medium-sized castings (up to 500mm) | Cost-effective, low power consumption (15KW), suitable for small and medium-sized foundry trial production |
| LaserCore-5300 (mid- to high-end) | 700 x 700 x 500 | SLS | ±0.1mm | 150-250cm3/h | Aerospace turbine blades, automotive parts (500-700mm) | Rapid iteration, stable accuracy, suitable for multi-material printing |
| LaserCore-6000 (high-end) | 1050 x 1050 x 650 | SLS | ±0.1mm | 250-300cm3/h | Large automotive engine blocks, aerospace frames (700-1000mm) | Extra large molding space, high efficiency of mass production, suitable for high production foundries |
Model highlights analysis
- AFS-500Low entry cost, easy to operate, 1 person can manage multiple machines, suitable for small and medium foundries trying 3D printing for the first time, for small and medium-sized wax molds such as industrial tools, valves, and so on;
- LaserCore-5300The wax molds of turbine blades are widely used in the aerospace industry. The wax molds have a high surface finish and do not need to be polished, increasing the yield of the castings to more than 95%;
- LaserCore-6000The machine is one of the few in China that can print 1050mm wax models, and can nest 20 small and medium-sized wax models (e.g., automotive parts) in a single run, which increases the utilization rate of the machine by 60%.
Industrial Wax Mold 3D Printing Common Problems + Expert Solutions
1. High initial investment in equipment? -- Phased investment reduces risk
Small and medium-sized foundries can purchase entry-level models (e.g., AFS-500) for wax molding of high value-added parts (e.g., precision valves), quickly recoup their costs through high-margin orders, and then upgrade to higher-end models after 1-2 years.
2. Incomplete burning of wax molds leading to defective castings? -- Optimization of sintering and firing parameters
- When printing: Adjust the laser power (55-80W) to ensure that the sintered density of the wax mold is ≥0.98g/cm3 and to reduce the internal porosity;
- Firing: gradually increase the kiln temperature from 700°C to 1000°C and hold for 2-3 hours to ensure complete vaporization of the wax model (can be verified by the change in weight of the ceramic shell).
3. Wax powder recycling is difficult, material waste? -- Configure automated recycling system
By choosing the wax powder recycling equipment with automatic screening and drying function, the unsintered wax powder can be reused directly after treatment, and the material utilization rate is increased from 90% to more than 95%, which saves 200,000 yuan of material cost per year.
4. Unskilled team operation, affecting productivity? -- Give preference to "equipment + training" as an all-in-one service.
Choose a service provider that provides free training (such as AFS brand), 1 to 1 teaching operators to master the daily operation of the equipment, troubleshooting, to ensure the normal operation of the equipment.
VII. Conclusion: Industrial-grade Wax Mold 3D Printer, "Must-have Equipment" for Foundry Transformation
In the increasingly competitive large-scale foundry industry, "high precision, fast cycle time, low cost" has become the core competitiveness -- industrial-grade wax mold 3D printers help foundries break through the limitations of traditional processes by shortening the cycle time by 80%, increasing the accuracy by 5 times, and reducing the cost by 40% in the long run. to help foundries break through the limitations of traditional processes.
In 2025, the commercialization of models such as the LaserCore series will provide a fast track from design to wax mold for industries such as aerospace, automotive and heavy machinery. For foundries, choosing the right industrial-grade wax 3D printer will not only reduce costs and increase efficiency, but also unlock difficult casting orders and secure a place in high-end manufacturing - the core value of industrial-grade wax 3D printing in the future of the foundry industry.
工業級蠟模 3D 打印機:2025 年大型鑄造全指南,縮短 80% 周期 + 提升精度方案最先出現在三帝科技股份有限公司。
]]>4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>Read navigation
- First, the 4 major pain points of the traditional large-scale sand molding process, 4-meter 3D printing how to crack?
- Second, 4-meter-class large sand 3D printer core analysis: 3DPTEK-J4000 parameters and technical advantages
- The 5 core advantages of 4-meter sand 3D printing: directly enhancing enterprise competitiveness
- Fourth, 4-meter sand 3D printing 4 major industry application scenarios (with actual cases)
- Fifth, choose the right solution: 3DPTEK "equipment + ecological" integrated services
- Future Trends in Large-Scale Sand 3D Printing in 2025: Toward "Bigger and Smarter"
- Conclusion: 4-meter sand 3D printing opens a new era of large casting manufacturing
First, the 4 major pain points of the traditional large-scale sand molding process, 4-meter 3D printing how to crack?
Traditional large-scale sand mold manufacturing (size over 2 meters) needs to go through "mold making - sand core disassembly - manual assembly", there are difficult to solve the pain points, but 4-meter sand 3D printing through the "integrated molding + digital process" to achieve a comprehensive breakthrough. process" to realize a comprehensive breakthrough:
| Type of pain point | Status of traditional crafts | 4-Meter Sand 3D Printing Solution |
| long lead time | 4-8 weeks to produce a 4-meter sand mold (2-4 weeks for molding alone) | 2-5 days to complete the entire sand mold printing, full cycle time reduction 80% |
| Structural limitations | Complex internal channels, topology optimization structure requires more than 10 groups of sand cores to be disassembled, which is prone to assembly errors. | Print complex structures in one piece, no need to disassemble, error ≤ 0.3mm |
| high cost | Large metal molds cost over $500,000 and require 10 people/day for manual assembly. | No mold costs, automated printing reduces 80% labor |
| High scrap rate | Sand core splicing gaps lead to casting defects, scrap rate 15%-20% | Seamless sand molding + simulation optimization to reduce scrap rate to below 5% |

Second, 4-meter-class large sand 3D printer core analysis: 3DPTEK-J4000 parameters and technical advantages
1. Key parameters: meeting the full scenario requirements for large castings
3DPTEK-J4000 As a benchmark equipment in the industry, it is not a simple enlargement of a small printer, but an exclusive design for large-scale sand manufacturing with the following core parameters:
- Maximum molding size: 4000mm x 2000mm x 1000mm (can print the whole sand pattern of 4 meters long and 2 meters wide without splicing);
- Process Type: Inkjet binder injection (3DP), suitable for special casting sands such as quartz sand, ceramic sand and ceramic sand;
- Accuracy and Resolution: Dimensional accuracy ±0.3mm, nozzle resolution 400dpi, surface finish up to Ra6.3μm;
- Layer thickness and efficiencyLayer thickness can be adjusted to 0.2-0.5mm, and 2-3 sets of medium-sized sand patterns (e.g. 2-meter-long pump body sand patterns) can be printed in a single day;
- Material utilization: 100% of uncured sand recycled with less than 5% of material waste.


2. Core technology: "sand-free flexible area molding" cost reduction
Traditional 4-meter sand molding equipment needs to be fixed large sand box, a single print needs to be filled with tens of tons of sand, the cost is extremely high. And 3DPTEK-J4000 A breakthrough was achieved with the "Sandless Flexible Area Molding Technology":
- Eliminates the need for a fixed sand box, dynamically adjusts the sand bed area to the size of the sand pattern, and reduces the amount of 70% sand used;
- Elimination of large sanding box infrastructure investment (traditional sanding box cost more than 200,000 yuan);
- Equipment purchase cost is the same as 2.5-meter class equipment, with a 50% return on investment.
The 5 core advantages of 4-meter sand 3D printing: directly enhancing enterprise competitiveness
1. Shorter cycle time 80% to seize the market opportunity
It takes 6 weeks to make a 4-meter engine block sand mold by traditional process, but 3DPTEK-J4000 takes only 3 days to finish printing, and the whole cycle from design to casting delivery is compressed from 3 months to 1 month. A heavy machinery company used it to make large gearbox shell sand mold, new products on the market 2 months ahead of schedule, to seize a share of 30% market segment.
2. Achievement of "oversized + complex" integrated molding
No need to consider the constraints of "stripping" and "splicing" of conventional processes, making it possible to accomplish difficult designs:
- Aerospace: 4-meter-long turbine casing for theInternal multi-layer cooling channels(The traditional process requires 12 sets of sand cores to be disassembled, while 3D printing molds them in a single pass);
- Energy sector: 3-meter diameter wind turbine flangesTopology-optimized weight-reducing structures(Weight reduction 20%, strength increase 15%);
- In the field of industrial machinery: 4-meter-long pump bodies for theSpiral Worm Structure(No splicing seams, 8% increase in fluid efficiency).
3. Long-term cost reduction 40% with short payback period
Despite the high initial investment in the equipment, the cost advantage is significant when calculated over the full life cycle:
- Save mold cost: large castings need to replace 2-3 sets of molds per year, 3D printing can be completely eliminated, saving more than 1 million yuan per year;
- Reduce scrap loss: a foundry with its production of large valve sand mold, scrap rate from 18% to 4%, reducing annual losses of 500,000 yuan;
- Digital inventory: sand patterns are stored as CAD files, eliminating the need to stack physical patterns in the warehouse and saving 100 square meters of storage space.
4. Support "batch + customized" dual-mode production
The 4-meter molding space not only prints large sand molds, but also allows for the nested mass production of small parts:
- 200 small pump body cores can be nested in a single print run (traditional processes require batch production);
- Supports "1 set of large sand molds + batch of small sand cores" mixed printing, increasing equipment utilization by 60%;
- Fast response to customization needs, modifications to the design only require updating the CAD file, no need to recreate the mold.
5. Comply with environmental requirements and help green production
Global environmental regulations are tightening (e.g., China's "dual carbon" policy, EU carbon tariffs), and 4-meter sand 3D printing meets environmental needs through two major technologies:
- Use of low VOC binders (emissions below national standard 60%) to reduce air pollution;
- Sand 100% is recycled and reused, reducing solid waste emissions by more than 100 tons per year, which meets the requirements for green factory certification.
Fourth, 4-meter sand 3D printing 4 major industry application scenarios (with actual cases)
1. Automotive and commercial vehicle sector: core components for new energy trucks
- Application: 4-meter long new energy heavy truckIntegral motor housingThe sand molding of large engine block;
- Case in point: a car company uses 3DPTEK-J4000 Printing the sand mold of the motor shell, the cycle time is shortened from 4 weeks to 3 days, and the casting has no defects at the thin wall (2.5mm), realizing a weight reduction of 30% for the motor and a range increase of 100km.
2. Aerospace and defence: large lightweight structural components
- Application: 4 meters longAero-engine turbine casing, Missile Launcher Tank Sand Type;
- Advantage: integrated printing to avoid sand core splicing errors, casting dimensional accuracy up to CT7 level, to meet the aerospace "zero defect" requirements.
3. Industrial machinery and energy sector: core components for heavy equipment
- Application: 4 meters longLarge Pump Body Worm CasingThe sand molding of wind turbine gearbox shells with a diameter of 3 meters;
- Case: A heavy industry enterprise uses it to print the sand pattern of the pump body, the surface finish of the fluid channel is improved by 50%, the efficiency of the pump body is improved from 75% to 82%, and the annual energy consumption is saved by 1.2 million yuan.
4. In the field of art and architecture: oversized bronze sculptures
- Application: 60 meters long bronze sculptureSegmented sand molding(e.g. the "Nine Horses" sculpture in Nanjing);
- Benefits: Eliminates the need for large wood moldings, allows for complex artistic textures, and reduces the sculpture production cycle from 1 year to 3 months.
Fifth, choose the right solution: 3DPTEK "equipment + ecological" integrated services
The success of 4-meter sand 3D printing requires not only high-quality equipment, but also a complete ecological support. 3DPTEK provides "end-to-end" solutions to reduce the difficulty of enterprise transformation:
- Proprietary materialsMore than 30 sand-binder formulations (e.g., low viscosity binder for aluminum alloy casting, high temperature resistant binder for steel casting) ensure casting quality;
- intelligent software: It comes with casting simulation system, which can simulate the flow of metal liquid, cooling contraction, optimize the sand design in advance, and reduce the cost of trial and error;
- Full Process Service: Full process support from CAD modeling, sand printing to post-processing of castings, free operator training (3 days to master the operation of the equipment);
- after-sales service24-hour door-to-door service at home, 5 service centers abroad (Germany, the United States, India, etc.), spare parts arrival cycle ≤ 72 hours, to ensure that the equipment is on throughout the year ≥ 95%.
Future Trends in Large-Scale Sand 3D Printing in 2025: Toward "Bigger and Smarter"
1. Continuing size breakthroughs: 6-10 meter class devices in development
3DPTEK has started the research and development of 6-meter-class sand printer, which can realize the whole printing of "8-meter-long ship propellers" and "10-meter-diameter nuclear power equipment shells" in the future, and completely eliminate the defects of large casting splicing.
2. AI+3D Printing: Realizing Intelligent Control of the Whole Process
Integrated AI system for automated completion:
- Optimization of sand mold design (automatically generate the optimal structure according to the casting material and size);
- Printing process monitoring (real-time adjustment of binder injection volume to avoid sand cracks);
- Quality prediction (AI algorithms predict possible defects in castings and adjust the process in advance).
3. Multi-material composite printing: expanding application boundaries
The future equipment can realize "sand + metal powder" composite printing, printing high-temperature-resistant metal coatings on key parts of the sand mold (e.g., the sprue), adapting toTitanium alloy, ultra-high strength steelRefractory alloy casting, expanding the application in the field of high-end equipment.
Conclusion: 4-meter sand 3D printing opens a new era of large casting manufacturing
For heavy manufacturing enterprises, 4-meter-class large sand casting 3D printer is no longer a "technological novelty", but a "necessity to enhance competitiveness" - it breaks the traditional process of It breaks the size and cycle time limitations of traditional processes, and realizes the triple breakthrough of "large-scale + complexity + low cost".
The commercialization of 3DPTEK-J4000 and other equipment has provided a fast track from design to casting for automotive, aerospace, industrial machinery and other industries. In the future, with the research and development of 6-10 meter-class equipment and the integration of AI technology, large casting manufacturing will enter a new stage of "full digitalization, zero defects and greening", and the enterprises that take the lead in laying out this technology will have an absolute advantage in the market competition.
4 米級大型砂型鑄造 3D 打印機:2025 年解鎖大型鑄件制造,縮短 80% 周期 + 降本方案最先出現在三帝科技股份有限公司。
]]>砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>Read navigation
- I. What is Sand 3D Printing? Core Definition + Process Characteristics (different from traditional mold making)
- Second, the foundry must use sand 3D printing 4 core reasons (to solve the industry pain points)
- Three, sand 3D printing principle: 4 steps from design to sand (full process automation)
- Parameters of 3DPTEK Sand 3D Printer (Applicable to Different Industries)
- V. Sand 3D printing 4 major industry application scenarios (with actual cases)
- Why choose 3DPTEK sand 3D printing solution? (4 core competencies)
- VII. Future Trends of Sand 3D Printing in 2025 (3 Directions to Watch)
- VIII. Conclusion: Sand 3D printing is not an "optional technology" but a "must-have transformational tool"
I. What is Sand 3D Printing? Core Definition + Process Characteristics (different from traditional mold making)
Sand 3D printing is based onPrinciples of Additive ManufacturingThis is an industrial technology that directly transforms digital CAD models into solid sand molds / cores. Instead of the traditional "mold-making - sand-turning" process, the sand mold is formed by laying sand layer by layer on the printer and curing it by spraying a binder. The core process isBinder jetting technologyThe J1600Pro, J2500, and J4000 models from 3DPTEK, for example, offer significant advantages over conventional molding:
| comparison dimension | Sand 3D Printing | Traditional mold making process |
| production cycle | 24-48 hours | 2-4 weeks |
| Complex structure realization | Easy printing of internal channels, thin-walled parts | Difficult to realize, need to split multiple sand cores |
| Tooling Costs | No need for physical molds, cost is 0 | Customized wood / metal molding required, high cost |
| Material utilization | 90% or more (uncured sand can be recycled) | 60%-70% (much cutting waste) |
| Design Flexibility | Supports real-time modification of CAD models for fast iteration | Modification of the design requires re-modeling and long lead time |
Second, the foundry must use sand 3D printing 4 core reasons (to solve the industry pain points)
1. Reduced cycle time 80% for fast response to order requirements
While traditional processes take 2-4 weeks to produce complex sand molds (e.g. pump bodies, turbine casings), sand 3D printing takes only 1-2 days. Especially suitable forPrototype molding, small batch customization, emergency spare parts productionScenario -- A foundry uses the 3DPTEK J1600Pro to print sand molds of pump bodies from design to delivery in just 36 hours, a reduction of 80% compared to the traditional process, helping to bring products to market 2 weeks earlier.
2. Breaking through structural limitations and realizing difficult casting
Sand 3D printing eliminates the need for "mold release" issues, making it easy to create designs that would be impossible with traditional processes:
- in the field of aerospaceTurbine blade internal cooling channels(The traditional process requires more than 5 sets of sand cores to be disassembled, which is prone to assembly errors);
- AutomotiveLightweight thin-walled motor housing(Wall thickness can be as low as 2mm, conventional sand type is prone to fracture);
- industrial machineryIntegrated oil passages transmission housing(Reduces post-drilling process and reduces scrap rate).
3. Long-term cost reductions 40%, offsetting equipment input costs
Despite the high initial investment in sand 3D printers, the cost advantage is significant when calculated over the full life cycle:
- Elimination of mold production costs (a set of large metal mold cost more than 100,000 yuan, 3D printing can be completely eliminated);
- Reduced scrap rate (digital design + simulation optimization, casting scrap rate reduced from 15% to less than 5%);
- Reduced labor costs (automated printing eliminates the need for manual assembly of multiple sand cores, reducing labor by 50%).
4. Comply with environmental requirements and realize green production
As global environmental regulations tighten (e.g., the EU REACH standard), sand 3D printing meets the need for environmental protection through two main technologies:
- adoptionLow Emission Binder(3DPTEK proprietary formulation with VOC emissions below industry standard 50%);
- Uncured sand can be 100% recycled, reducing solid waste generation and environmental treatment costs.
Three, sand 3D printing principle: 4 steps from design to sand (full process automation)
Sand 3D printing (binder jetting technology) is a simple, highly automated process that requires no complex human intervention, with the following core steps:
- Digital Design and Simulation: Engineers use CAD software to build sand models, and simulate the flow of liquid metal, cooling and shrinkage processes through the 3DPTEK casting simulation system to optimize the pouring system and riser position of the sand model, so as to avoid defects such as shrinkage holes and porosity in the castings;
- Layer-by-layer molding: The printer automatically lays down 0.26-0.30mm thick sand (quartz sand/chromite sand optional) and then, based on the slicing data, sprays the binder on the area to be cured and builds up the sand pattern layer by layer;
- Curing and sand cleaning: After printing, the sand model is left to cure (strengthen) in a closed environment for 2-4 hours, after which the uncured loose sand (which can be recycled directly) is blown out with compressed air;
- Casting and post-processingThe molten metal (aluminum alloy, steel, copper alloy, etc.) is poured into the sand mold, which is then cooled, cracked and removed for finishing - the entire process requires no human intervention in the sand mold making process.
Parameters of 3DPTEK Sand 3D Printer (Applicable to Different Industries)
3DPTEK, as an industry leader, has introduced several models of sand printers covering small to very large casting needs with the following core parameters:
| models | Print size (L × W × H) | layer thickness | Applicable Scenarios | Suitable for casting alloys |
| 3DPTEK-J1600Pro | 1600×1000×600mm | 0.26-0.30mm | Small and medium-sized sand molds (e.g., motor housings, small pump bodies) | Aluminum, cast iron |
| 3DPTEK-J2500 | 2500×1500×800mm | 0.26-0.30mm | Medium to large sand molds (e.g. gearbox housings, turbine housings) | Steel, copper alloys |
| 3DPTEK-J4000 | 4000×2000×1000mm | 0.28-0.32mm | Oversized sand molds (e.g. ship propellers, large valves) | Stainless steel, specialty alloys |
Core AdvantagesAll models support "sand + binder" custom formulations, and 3DPTEK has over 30 proprietary formulations to match the needs of different alloys (e.g., aluminum alloy casting for low-viscosity binder, steel casting for high-temperature-resistant sand).
V. Sand 3D printing 4 major industry application scenarios (with actual cases)
1. The automotive sector: core support for the electrification transition
- Application Scenarios:Electric vehicle water-cooled motor housing, lightweight battery tray sand molding.;
- Example: A commercial electric truck manufacturer used the 3DPTEK J2500 to print a sand mold of the motor case, realizing an "integrated cooling channel" design, which improved the motor cooling efficiency by 30%, while reducing the weight of the case by 25% and increasing the range by 50km.
2. Aerospace industry: high-precision casting of complex parts
- Application Scenarios:Turbine blades, aero-engine combustion chamber sand molding.;
- Advantage: The dimensional accuracy of the sand mold reaches CT7 level, which meets the requirement of "zero error" for aerospace parts, and at the same time, avoids the scrapping of blades caused by the assembly error of traditional sand cores.
3. Industrial machinery industry: core components for large equipment
- Application Scenarios:Sand molding of large pumps and compressor housings.;
- Case: A heavy industry enterprise used 3DPTEK J4000 to print a 4-meter-long pump body sand mold, the traditional process requires the production of three sets of metal molds (costing more than 300,000 yuan), 3D printing directly eliminates the cost of molds, and shortens the production cycle from 4 weeks to 3 days.
4. Energy and marine industry: manufacture of very large castings
- Application Scenarios:Ship propeller, wind turbine shell sand molding.;
- Advantage: The J4000 model's 4-meter wide print size allows for the printing of very large sand molds in one pass, eliminating the need for splicing and reducing mold-fitting defects in castings.
Why choose 3DPTEK sand 3D printing solution? (4 core competencies)
1. Full-scene equipment coverage, adapting to different capacity needs
From 1.6-meter compact machines (J1600Pro) to 4-meter ultra-large machines (J4000) forSmall batch trial production to large scale mass productionThe J1600Pro is available for small and medium-sized foundries with a capacity of 5-8 sand molds per day, and the J4000 is available for large foundries with a capacity of 2-3 oversized sand molds per day.
2. Proprietary material formulas to ensure casting quality
3DPTEK has more than 30granule – Exclusive formulation for bonding agents, optimized for different alloys:
- Aluminum alloy casting: low viscosity binder, good sand permeability, reduce casting porosity;
- Steel casting: high-strength binder, sand mold high temperature resistance (more than 1500 ℃), to avoid the defect of sand washing;
- Copper alloy casting: low ash binder to prevent inclusions on the casting surface.
3. Integrated technical support to reduce the difficulty of transition
Provide "equipment + software + service" full-process support:
- free of chargeCasting Simulation Software(Optimize sand design and reduce trial and error costs);
- Inside the casting technology center, can assist customers in sand testing, casting process debugging;
- Provide operator training (1 to 1 instruction to ensure equipment operation within 3 days).
4. Global after-sales network to ensure production stability
The equipment has been landed in more than 20 countries in Europe, Asia, the Middle East, etc., and the after-sales response speed is fast:
- Domestic 24-hour door-to-door service (48 hours for remote areas);
- 5 service centers abroad (Germany, India, USA, etc.) for quick replacement of spare parts;
- Free equipment maintenance 2 times a year to extend the life of the equipment (average life of more than 8 years).
VII. Future Trends of Sand 3D Printing in 2025 (3 Directions to Watch)
1. AI+3D Printing for Zero Defect Casting
The future of sand 3D printing will be integratedAI Design Optimization System-- Input casting parameters (material, size, performance requirements), AI can automatically generate the optimal sand structure, while real-time monitoring of the printing process, by adjusting the amount of binder injection, sand laying thickness, to avoid cracks, uneven density and other problems in the sand, to achieve "zero defects " production.
2. Closed-loop sand recycling, material utilization rate of 98%
exploit (a resource)Automatic Sand Recovery SystemIn addition, the uncured sand and old sand will be screened, decontaminated and recycled, and the material utilization rate will be increased from the current 90% to more than 98%, which further reduces the material cost and meets the requirements of the "Double Carbon" policy.
3. Multi-material composite printing to expand application boundaries
The future of sand 3D printers will enable "sand + metal powder" composite printing - printing metal coatings on critical parts of the sand model (e.g., gates) to improve the sand model's high-temperature resistance, and to accommodateUltra-high strength steel, titanium alloyRefractory alloys such as casting, expanding the application in the field of aerospace, high-end equipment.
VIII. Conclusion: Sand 3D printing is not an "optional technology" but a "must-have transformational tool"
In the increasingly competitive metal casting industry, "fast response, complex structure, green cost reduction" has become the core competitiveness - sand 3D printing by shortening the cycle time of 80%, realizing difficult designs, long-term cost reduction 40% and help foundries break through traditional process constraints.
3DPTEK, as a leading company in the field of sand 3D printing, provides customized solutions for foundries of different sizes through multiple models of equipment, exclusive material formulations, and integrated technical support. Whether in the automotive, aerospace, industrial machinery or energy sectors, choosing sand 3D printing means choosing the double advantage of "cost reduction and efficiency + technological leadership", which is also the core way for foundries to survive in 2025 and beyond.
砂型 3D 打印技術:2025 年重塑金屬鑄造行業,縮短 80% 周期 + 降本方案解析最先出現在三帝科技股份有限公司。
]]>工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>Read navigation
- I. What is an Industrial Grade SLS 3D Printer? Core Definition and Technical Characteristics
- 4 Core Benefits for Manufacturers Choosing Industrial SLS 3D Printing
- Third, the core material of industrial-grade SLS 3D printing: more than nylon, casting application materials into a new hot spot
- Industrial-grade SLS 3D printing works: from design to finished product in 5 steps
- V. Industrial SLS 3D Printer Industry Applications: Typical Scenarios in 4 Major Fields
- Case Study: European Automotive Supplier Uses SLS 3D Printing to Reduce Cost by 40% and Increase Efficiency by 70%
- 3DPTEK Industrial Grade SLS 3D Printer: Why is it the Industry's Preferred Choice?
- VIII. Future Trends of Industrial SLS 3D Printing in 2025: 3 Directions of Concern
- IX. Conclusion: Industrial Grade SLS 3D Printing, More Than a "Printer", It's a Tool for Manufacturing Innovation
I. What is an Industrial Grade SLS 3D Printer? Core Definition and Technical Characteristics
Industrial-grade SLS 3D printers use a high-powered laser toNylon, composite polymers, specialty casting sands/waxesThe industrial-grade equipment for selective fusion of powder materials and other materials to build up solid 3D parts layer by layer. Its core technical characteristics are significantly different from desktop-level SLS equipment:
| comparison dimension | Industrial Grade SLS 3D Printer | Desktop SLS Devices |
|---|---|---|
| Molding space | Large (some models up to 1000mm) | few |
| production efficiency | High, supports mass production | Low, mostly single-piece printing |
| Quality of parts | Stable and meets mass production standards | Lower precision, suitable for prototyping |
| Material compatibility | Hiro (engineering plastics, casting sand, wax) | Narrow (mostly basic nylon powder) |
In addition, industrial-grade SLS printing requires no support structure (unsintered powder naturally supports the part), making it easy to accomplish things that are impossible with traditional processes.Complex internal channels, lightweight lattice structures, active componentsAll-in-one molding.
4 Core Benefits for Manufacturers Choosing Industrial SLS 3D Printing
In the aerospace, automotive, medical, foundry and other fields, industrial-grade SLS technology has become the key to improve productivity and innovation, the core advantages are reflected in the following four points:
1. No upper limit of design freedom, breaking through the traditional process limitations
No support structure is required, allowing engineers to designComplex internal cavities, integrated moving parts, topology-optimized lightweight structure-- such as hollow structural parts in aerospace and complex runner components in automotive engines -- are difficult to achieve with traditional processes such as CNC machining and injection molding.
2. Strength of parts up to standard, directly used in mass production scenarios
SLS printed parts are not "prototypes" but finished parts with useful functionality. Commonly usedPA12 (nylon 12), PA11 (nylon 11), glass fiber reinforced nylonThese materials have mechanical properties close to those of injection-molded parts, as well as excellent chemical resistance and impact resistance, and can be used directly in mass-production scenarios such as automotive interior parts and medical and surgical tools.
3. Reduced production lead time 70%, rapid response to market demand
From CAD model to finished part, industrial-grade SLS prints in3-7 daysThis is much faster than traditional mold making, which typically takes weeks. For R&D teams in prototype validation, small batch customized production, and emergency spare parts replenishment, this advantage can dramatically shorten the time-to-market cycle and seize the market opportunity.
4. Supporting scale-up and transition production to reduce costs
Industrial-grade SLS equipment can nest dozens or even hundreds of parts in a single print run, making it ideal forSmall batch mass productionSLS can also be used as a "bridge manufacturing" tool - using SLS to quickly produce transitional parts before committing to expensive injection molds, avoiding risky tooling investments and reducing upfront production costs.
Third, the core material of industrial-grade SLS 3D printing: more than nylon, casting application materials into a new hot spot
Nylon is the first material that comes to mind when you think of SLS materials, but industrial-grade equipment has achieved multi-material compatibility and specialized materials, especially in the foundry sector, are driving the digital transformation of traditional casting processes:
1. Foundry sand: direct production of metal casting sand molds / cores
by combiningQuartz Sand / Ceramic SandMixed with a special binder for laser sintering, industrial-grade SLS printers can directly print sand molds and cores for metal casting, with core benefits including:
- Suitable for pump bodies, turbine housings, automobile engine blocks, etc.Complex internal cavity castings.;
- Eliminates the need for traditional wood/metal molds, reducing mold costs and lead times;
- High precision of sand size (error ≤0.1mm), smooth surface, improve the yield of castings.
2. Casting wax: efficient production of wax molds for investment casting
Industrial grade SLS devices can printLow ash casting waxIt is used for investment casting of aviation turbine blades, jewelry, and precision hardware, as opposed to traditional CNC machining of wax molds:
- Low surface roughness (Ra≤1.6μm) to meet the needs of precision parts casting;
- Ash content <0.1%, no residue when casting dewaxing, avoid casting defects;
- Shortened production cycle time 50% for rapid production of small quantities of precision wax molds.
3DPTEK Industrial SLS Casting Equipment Recommendation
As a leading brand in the industry, 3DPTEK offers specialized models for foundry scenarios, adapted to the needs of industrial-grade production:
- SLS Sand 3D PrinterThe molding length is up to 1000mm, which supports the mass production of large-size casting sand molds and is suitable for casting of large mechanical parts;
- SLS Wax Mold 3D Printer: High-resolution printing (layer thickness 0.08mm), compatible with standard casting wax formulations for seamless integration into traditional investment casting processes.
Industrial-grade SLS 3D printing works: from design to finished product in 5 steps
The industrial-grade SLS print process is highly automated, with a 5-step core process that eliminates the need for complex manual intervention:
- 3D design and pre-processing: Completion of the part design in CAD software, optimization of the structure (e.g., increase of wall thickness, nesting arrangement) by means of special software, and generation of STL files that are recognized by the SLS equipment;
- Powder laying: The equipment automatically spreads the powder material evenly on the molding platform, and the layer thickness is controlled at0.08-0.35mm(precision adjustable);
- Selective Laser Sintering: High-power laser scanning based on the cross-section trajectory of the part fuses and solidifies the powder particles to form a single-layer part structure;
- pile up layer by layer: The molding platform is lowered one level, the machine is re-laid with new powder, and the laser sintering step is repeated until the part is fully formed;
- Cooling & Powdering: The parts are cooled slowly in a closed environment (to avoid deformation), and the unsintered powder is removed after cooling (recyclable, with a material utilization rate of more than 90%).
V. Industrial SLS 3D Printer Industry Applications: Typical Scenarios in 4 Major Fields
With the advantages of high precision, high compatibility and fast production, industrial-grade SLS technology has landed in many key industries, and the typical application scenarios are as follows:
1. Aerospace: combining light weight with high reliability
- give birth to a childLightweight ducting, air handling componentsThe weight of the part is reduced 30%-50% through lattice structure optimization, while strength is guaranteed;
- Manufacturing of complex structural satellite components, aircraft interior mounts without assembly, reducing the risk of failure.
2. Automotive: rapid prototyping combined with low-volume mass production
- R&D phase: rapid printingHousing, bracket, dashboard prototypeThe design is validated in 3 days, shortening the development cycle;
- Mass production stage: small batch production of customized automotive interior parts and maintenance spare parts, avoiding investment in molds and reducing costs.
3. Medical field: personalization and safety at the same time
- customizablePatient-Only Anatomical Models(e.g., orthopedic surgical planning models) to help physicians accurately develop surgical plans;
- Produces personalized orthopedic instruments and surgical tools with materials that meet medical grade standards and biocompatibility.
4. Foundry sector: promoting the digital transformation of traditional processes
- Large metal castings: Direct printing of sand molds/cores for complex parts such as pump bodies and turbine housings;
- Precision parts casting: Printing of low ash wax molds for investment casting of precision parts such as aerospace turbine blades and jewelry.
Case Study: European Automotive Supplier Uses SLS 3D Printing to Reduce Cost by 40% and Increase Efficiency by 70%
A European automotive supplier needed to customize tooling for a short-term production task. The traditional solution used CNC machining, which required a 10-day lead time and high equipment costs; it switched to CNC machining.3DPTEK Industrial Grade SLS 3D PrinterAfter:
- Material Selection: High strength PA12 powder is used, the strength of the part meets the requirements of the tooling;
- Production cycle time: only 3 days from design to finished product, 70% shorter than CNC machining;
- Cost Control: No need for molds and complex machining, reducing overall costs by 40%;
- Result: Successful completion of a short production run and verification of the feasibility of SLS technology in tooling manufacturing.
3DPTEK Industrial Grade SLS 3D Printer: Why is it the Industry's Preferred Choice?
Among the many brands of industrial SLS equipment, 3DPTEK has become a popular choice for manufacturing companies due to its "mass-production oriented" design philosophy, which is reflected in its core competence in four ways:
- Large size and high speed at the same timeSome models have a molding length of up to 1000mm, which supports the production of oversized parts. Meanwhile, the printing speed is 20% higher than the industry average, which improves the efficiency of mass production;
- Strong multi-material compatibilityThe machine can be adapted to a wide range of materials such as engineering plastics, casting sand, casting wax, etc., so that one machine can meet the needs of multiple scenarios;
- Full Process Solutions: Provides a wide range of services from printing devices toCasting simulation software, post-processing equipmentThe all-in-one solution eliminates the need for additional third-party tools;
- Global Technical Support: Full-cycle service covering equipment installation, operation training and after-sales maintenance to ensure stable operation of the production line.
VIII. Future Trends of Industrial SLS 3D Printing in 2025: 3 Directions of Concern
With the advancement of material science and automation technology, industrial SLS printing will develop to higher efficiency, wider application and higher quality, and the 3 major trends in the future are obvious:
- Increased print speed without sacrificing accuracy: Through laser power optimization and multi-laser simultaneous sintering technology, the printing speed will be increased by more than 50%, while maintaining a high accuracy of 0.08mm;
- Expansion of material categoriesHigh-temperature composite materials (such as PEEK-based powders) and metal-based composite powders will be gradually landed, expanding the application of SLS in high-temperature and high-strength scenarios;
- Closed Loop Intelligent ProductionThe integrated real-time monitoring system monitors the printing process through AI algorithms and automatically adjusts the laser parameters to realize "zero-defect" mass production and reduce the scrap rate.
IX. Conclusion: Industrial Grade SLS 3D Printing, More Than a "Printer", It's a Tool for Manufacturing Innovation
Industrial-grade SLS 3D printers are no longer just "prototyping machines", they are "design-production-application" machines that are capable of linking the entire design-production-application process.Production-grade solutionsIndustrial SLS technology provides efficient, cost-effective solutions to the lightweight needs of the aerospace and automotive industries. Whether it's the lightweight needs of aerospace, the rapid response needs of the automotive industry, the personalization needs of the medical field, or the digitalization needs of the foundry industry, industrial-grade SLS technology provides an efficient, cost-effective solution.
For manufacturing companies, choosing the right industrial-grade SLS equipment (such as 3DPTEK's sand/wax mold models) not only improves productivity, but also breaks through the limitations of traditional processes and seizes the high ground for innovation - which is the core value of industrial-grade SLS 3D printing in the future of manufacturing.
工業級 SLS 3D 打印機:復雜零件精密制造的革新方案,2025 年技術解析與行業應用最先出現在三帝科技股份有限公司。
]]>As a foundry owner, do you encounter this situation often?
--Customers want to do small quantities of trial parts, do a metal mold to 200,000, the result of the order is only 50 pieces, a calculation found that the mold cost more than the money earned, can only give up the order!
--The customer had an order for an aerospace part with honeycomb structure, and the traditional sand core assembly error was bigger than the part size, so it was a big headache to stare at the scrapped casting!
--Competitors with 3D printing took a well-known automotive battery pack orders, their own offer is lower than others 30% or did not win the bid, and finally inquired about the delivery of people faster than us 2 months, very helpless!
--Customers do not move to change the design of the warehouse piled up more than 300 sets of scrap molds, checking the accounts found that the mold inventory occupied half a year of profit, which is too painful to taste!
--Customers sent a complex structure of the pieces over, and said that the price is not a problem, an assessment found that the traditional casting process can not be done, looking at such a high value-added orders can only be given up!
Below we help all bosses one by one to sort out clearly, an article to let you fully understand the 3D printing sand casting technology!
What is sand 3D printing?
Sand 3D printing is a relatively new technology, simply put, is like building blocks, with special materials layer by layer "pile" out of the casting sand.
In the past, the traditional method of making sand molds may need to make molds first, and then use the molds to shape, the process is more complicated, and if you want to make some sand molds with very strange and complex shapes, it will be particularly difficult and costly. But sand 3D printing is different, it works with a 3D model in your computer. You input the data of the 3D model of the designed casting into the 3D printer, and the printer will, according to the shape and structure of the model, put special sand or sand-like materials, according to the layer by layer in a precise way and bonded up, just like using countless thin "sand pieces" gradually built into a complete sand mold. In this way, no matter how complex the shape, as long as it can be designed in the computer, it can be printed out, and the speed is quite fast, and do not need to make complex molds like the traditional method, can save a lot of time and cost it.
Principle of Sand 3D Printer
Sand 3D printing is usually done usingBinder Jetting (BJ)The basic principle is as follows:
- spread sand: The printer spreads a specific casting sand (e.g. silica sand, ceramic sand or coated sand) evenly over the printing platform.
- spray binder: The spray nozzles precisely spray the binder according to a computer model (CAD data) to bond the sand grains in a specific area.
- pile up repeatedly: The platform is lowered, sand is spread again and the binder is sprayed, curing and molding layer by layer until the entire sand print is completed.
- reprocess: Remove unbonded loose sand, harden and clean the printed sand model, which can then be used for metal casting.
What are the core problems addressed by 3D printed sand casting?
The existence or birth of each technology must have its "mission". Commonly known as a solution to a particular problem, to meet market demand, this is the value of its existence. Below we take a look at the sand 3D printing technology to solve the thorny problems encountered in the traditional casting, as follows:
- Manufacture of complex shaped partsTraditional sand casting to manufacture complex shapes is difficult and costly, such as aviation engine blades inside the fine cooling channels, traditional processes are difficult to accurately mold. 3D printing sand based on digital models, can easily turn complex shapes into reality, from the dense concave, raised automotive engine block sand, to have a subtle biomimetic structure of the shell of the medical device sand, can be perfectly rendered.
- long production lead timeTraditional sand casting need to go through a long process of designing molds, manufacturing molds, debugging molds, large-scale mold manufacturing cycle often exceeds a few months. 3D printing sand without mold production, directly according to the digital model printing, design modification is only required to operate the model on the computer, reprinting can be, can significantly shorten the production cycle. Such as research and development of new automotive engine block, the traditional casting mold scrap remake at least two weeks, 3D printing sand can be completed on the day of the new model printing, the next day can be put into casting.
- Difficulty in cost controlTraditional casting mold manufacturing material waste is serious, the utilization rate of complex mold materials is less than 30%, and high labor costs. 3D printing sand on-demand printing, accurate sand, material utilization rate of more than 90%, reduce waste. High degree of automation of the printing process can reduce labor costs. Take a small foundry as an example, with an annual production capacity of 5,000 pieces of small pipe fittings castings, after the introduction of 3D printed sand, the material cost will be reduced by 150,000 yuan per year, and the labor cost will be cut by 200,000 yuan.
- Low precision of castingsThe traditional sand mold due to mold wear, parting surface fitting error, casting size deviation often exceeds ±1mm, subsequent machining allowance, material waste, and prone to local loosening, sand entrapment and other defects, resulting in uneven mechanical properties of the casting. 3D printing of the sand model by the digital model of the precise drive, sand size accuracy of up to ±0.5mm, can achieve uniform compactness, to avoid uneven sand loose, and at the same time optimize the solidification process to significantly reduce shrinkage holes, shrinkage, to ensure reliable internal quality of the casting. At the same time, the solidification process is optimized, greatly reducing shrinkage holes and shrinkage loosening, and ensuring stable and reliable internal quality of castings.
- High environmental pressureTraditional casting mold manufacturing produces a large amount of waste metal, waste plastic, sand processing waste sand piles up. 3D printing sand production, unused sand can be recycled and reuse, very little waste, and the printing process does not require a large number of chemical binders, reducing the emission of hazardous gases, and improve the workshop environment. According to statistics, after the adoption of 3D printing sand mold, the casting workshop waste emissions reduced by more than 80%, dust, harmful gas concentration of environmental standards.
How does a foundry evaluate if they need to buy a sand 3d printer?
The price of a sand 3D printer is not cheap (usually the larger the size the more expensive), to buy is relatively cautious, especially small and medium-sized foundries. In order to help bosses to assess whether there is a need to buy, we have specially organized the following some evaluation points, to give the boss of the traditional foundry a reference, and then according to their own situation to decide whether to buy:
production requirement
- Product complexity: If the foundry often produces complex shapes, castings with fine structure or internal channels, such as aero-engine blades, automobile cylinder blocks, etc., the traditional process is difficult to meet the requirements, sand 3D printer can play an advantage.
- Production size and lot size: For small-volume, multi-variety casting production, sand 3D printers offer the flexibility to quickly switch products without the need to make molds, reducing costs and cycle time. However, for large-scale, single-species castings, traditional processes may be more cost-effective.
- Delivery period requirementsThe sand 3D printers allow for shorter lead times and quicker order response if the customer has stringent lead times.
cost-effectiveness
- Investment in equipmentThe cost of purchasing a sand 3D printer, installation and commissioning costs, and maintenance costs need to be taken into account.
- running cost: Includes printing materials, energy consumption, and labor costs. Compare with the traditional casting process and analyze the high and low long-term running costs.
- potential gainConsider the potential benefits of using sand 3D printers in terms of improved product quality, shorter cycle times, and lower scrap rates.
technical capability
- Employee Skills: Evaluate how well your current employees know 3D printing technology and whether you need to train or recruit specialized talent.
- Technical Support: To understand the technical support capability of the equipment supplier, including whether the services such as installation and commissioning, training and fault repair are timely and effective.
market competition
- Industry Trends: Keep an eye on your peers to see if they are already adopting sand 3D printing, and if competitors are already using it and gaining an advantage, foundries may need to consider purchasing it in order to remain competitive.
- client needThe purchase of sand 3D printers can help to meet the needs of customers who want to see foundries adopting advanced technologies to improve product quality and productivity, as well as to increase their competitiveness in the marketplace.
environmental requirement
- If the local environmental protection requirements are strict, the traditional casting process is under great pressure in terms of waste sand treatment and exhaust gas emission, etc., sand 3D printers can help enterprises meet the environmental protection requirements due to the advantages of high material utilization rate and low waste.
What kind of talent is needed for sand 3D printing?
Considering that many traditional foundry enterprises may not be equipped with 3D printing sand casting related professionals, we have specially organized the position of workers need to have what aspects of the skills and usual job duties, so that factories in the recruitment of reference.
Professional Requirements:
- Mechanical Engineering, Materials Science, Foundry Engineering, Additive Manufacturingand other related majors;
- Familiarity with sand 3D printing (Binder Jetting) technology and experience in operating related equipment is preferred;
- skillful useCAD, 3D modeling software (e.g. SolidWorks, AutoCAD, Magics, etc.), with basic data processing skills;
- Understand the casting process, familiar with sand material properties, post-treatment process and common casting defects analysis;
- Ability to maintain and troubleshoot equipment and independently solve common problems in equipment operation;
- Good teamwork skills, able to work closely with casting engineers and production team to optimize the production process;
- Strong learning ability to quickly grasp new technologies and a keen interest in the application of additive manufacturing in the foundry industry.
Job Description:
- be in charge ofSand 3D Printerday-to-day operations, including equipment commissioning, print job execution and quality control;
- Process 3D printing data, including CAD model optimization, slicing and printing parameter settings;
- Supervise the printing process to ensure that the quality of the sand mold meets the casting requirements and that the necessary post-processing (e.g., cleaning, hardening, etc.) is performed;
- Responsible for the maintenance of equipment, troubleshooting and solving problems in the printing process to ensure stable equipment operation;
- Collaborate with the casting technology team to optimize the process of 3D printing sand molds to improve casting quality and production efficiency;
- Research and introduce new materials and processes to continuously improve the application of sand 3D printing in casting production;
- Responsible for in-house training of personnel on 3D printing technology to improve the overall technical level of the team.
summarize
In summary, sand 3D printing technology has brought many opportunities and changes for traditional foundries, which can effectively solve a series of thorny problems faced by the traditional casting process, such as the manufacturing of complex shaped parts, long production cycle, difficult to control the cost, poor casting accuracy and environmental protection pressure. Through a comprehensive assessment of production demand, cost-effectiveness, technical capabilities, market competition and environmental requirements, foundry owners can be more scientific and rational judgment whether to introduce sand 3D printer. Equipped with professional technical personnel, is to ensure that this technology in the foundry in the smooth landing, play the key to maximize performance.
In the increasingly competitive foundry market, take the initiative to embrace new technologies, and actively make changes, may be able to seize the first opportunity to realize the transformation and upgrading of enterprises and sustainable development. For traditional foundries, sand 3D printing technology is not only a technology change, but also a breakthrough in the development of bottlenecks, enhance core competitiveness of the perfect opportunity. I hope that all foundry bosses can combine the actual situation of their own enterprises, fully weigh the pros and cons, to make the most suitable for the long-term development of the enterprise's decision-making, so that the enterprise in the tide of the times to ride the waves, sailing to a broader market blue sea.
]]>1. Addressing the limitations of traditional casting processes
Difficulty in molding complex structures
Conventional casting processes often face enormous technical difficulties and high costs when manufacturing sand molds of complex shapes. For example, aircraft engine blades usually have fine and complex cooling channels inside, the traditional process of manufacturing such molds is extremely difficult. The sand 3D printer through digital modeling and layer-by-layer printing technology, can easily achieve the manufacture of complex shapes of sand molds, greatly reducing the technical threshold and cost.
Customized production is limited
With the rise of personalized consumption and niche markets, the demand for small-lot, customized castings is growing explosively. However, the traditional casting process, with its high mold opening costs and long customization cycle, is difficult to meet the market's rapid response needs. Sand 3D printers do not require molds and are able to quickly design and print sand molds according to customers' special specifications, shapes and performance requirements, greatly improving the flexibility and efficiency of customized production.



2. Enhancing production efficiency and cost control
long production lead time
Traditional sand casting requires a lengthy process of designing the mold, manufacturing the mold, commissioning the mold, etc. The manufacturing cycle for large molds often exceeds several months. During the period may also be due to design changes or mold defects lead to rework, further extending the production cycle. Sand 3D printers do not need to make molds, directly according to the digital model printing, can significantly shorten the product development cycle, improve production efficiency.
Difficulty in cost control
In the traditional casting mold manufacturing process, the material waste is serious, and the material utilization rate of complex molds is less than 30%. In addition, from the molders to the molding workers, mold repair workers, the manpower investment is large, which further pushes up the cost. Sand 3D printer on-demand printing, accurate sand, material utilization rate of more than 90%. high degree of automation in the printing process, reducing the cost of manpower, significantly reducing production costs.
3. Improving product quality
Low dimensional accuracy
Traditional sand mold due to mold wear, parting surface fitting errors and other issues, casting size deviation often exceeds ± 1mm, subsequent machining allowance, material waste. Sand 3D printer by the digital model precision drive, sand size accuracy up to ± 0.5mm or less, reducing the machining process, reducing costs.
Uneven internal quality
Traditional sand molds are prone to localized looseness, sand entrapment and other problems, resulting in uneven mechanical properties of castings, prone to cracks and other defects. Sand 3D printer can achieve uniform compactness, to avoid uneven sand loose, and at the same time, optimize the solidification process, significantly reduce shrinkage holes, shrinkage, to ensure stable and reliable internal quality of the casting, to enhance the performance and service life of the product.
4. Environmental advantages
Traditional casting mold manufacturing produces a large amount of waste metal, waste plastic, sand processing waste sand piles up. The annual capacity of 10,000 tons of castings of the factory, the annual emissions of waste sand more than 5,000 tons, high treatment costs and pollution of the environment. Sand 3D printer in the production, unused sand can be recycled and reuse, very little waste. In addition, the printing process does not require a large number of chemical binders, reducing the volatilization of harmful gases and improving the workshop environment.
5. Reasons why foundries deserve sand 3D printers
Improvement of production efficiency
Sand 3D printer can quickly respond to market demand, especially suitable for frequent re-modeling of small batch products. It allows foundries to quickly meet customers' individual customization needs and improve customer satisfaction and market competitiveness. At the same time, the sand 3D printer supports mass production, which can print a large number of high-quality sand molds in a short period of time to meet the needs of large-scale production and improve production efficiency and yield.
Reduced production costs
Sand 3D printing technology directly prints sand molds without opening molds, thus greatly reducing the cost of opening molds, especially suitable for small batch and complex structure production needs. In addition, sand 3D printing equipment can be operated with only simple training, and does not require a lot of manpower synergy, which can effectively reduce the dependence on skilled workers, so that foundries can easily cope with the recruitment difficulties and expensive labor problems.
Enhancing Product Quality
Sand 3D printers are more accurate, such as the3DPTEKof 3D printing equipment, which means that the dimensional accuracy of castings is dramatically improved, the one-time pass rate of products is significantly increased, the scrap rate is reduced, and the foundry is allowed to utilize its resources more efficiently. At the same time, the 3D printed sand mold has better precision and surface quality, reduces the amount of grinding and finishing work, makes the production process cleaner, and improves product quality and process consistency.
Optimization of production management
With a compact body design, the sand 3D printer occupies a small area and is flexible to install, which is suitable for the different site layout requirements of small and medium-sized foundries. Modular production solutions can also support easy expansion of enterprises to achieve multi-machine linkage. Part of the sand 3D printer support digital monitoring system, business managers can monitor the production progress and equipment status in real time, to achieve a fully controllable production process, equipment operation data can be automatically stored to facilitate the optimization of production strategies.




6. Concluding remarks
The emergence of sand 3D printers not only solves many problems in the traditional casting process, but also brings unprecedented opportunities for the foundry industry. It provides foundries with strong competitiveness by improving production efficiency, reducing production costs, improving product quality and optimizing production management. With the continuous progress of technology, sand 3D printers will play an increasingly important role in the future of the manufacturing industry, promoting the foundry industry to a more efficient, more environmentally friendly and smarter direction.
]]>